
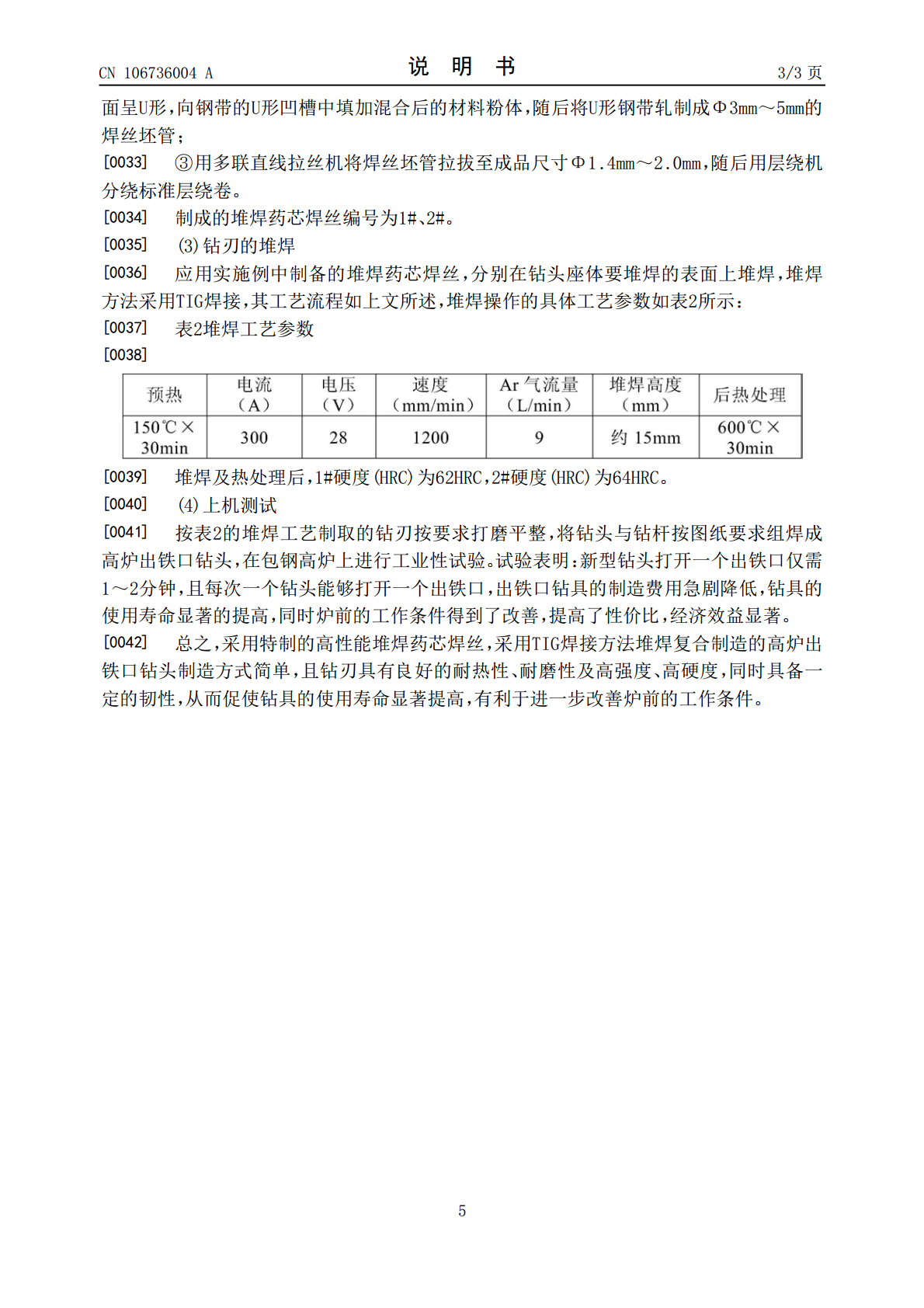
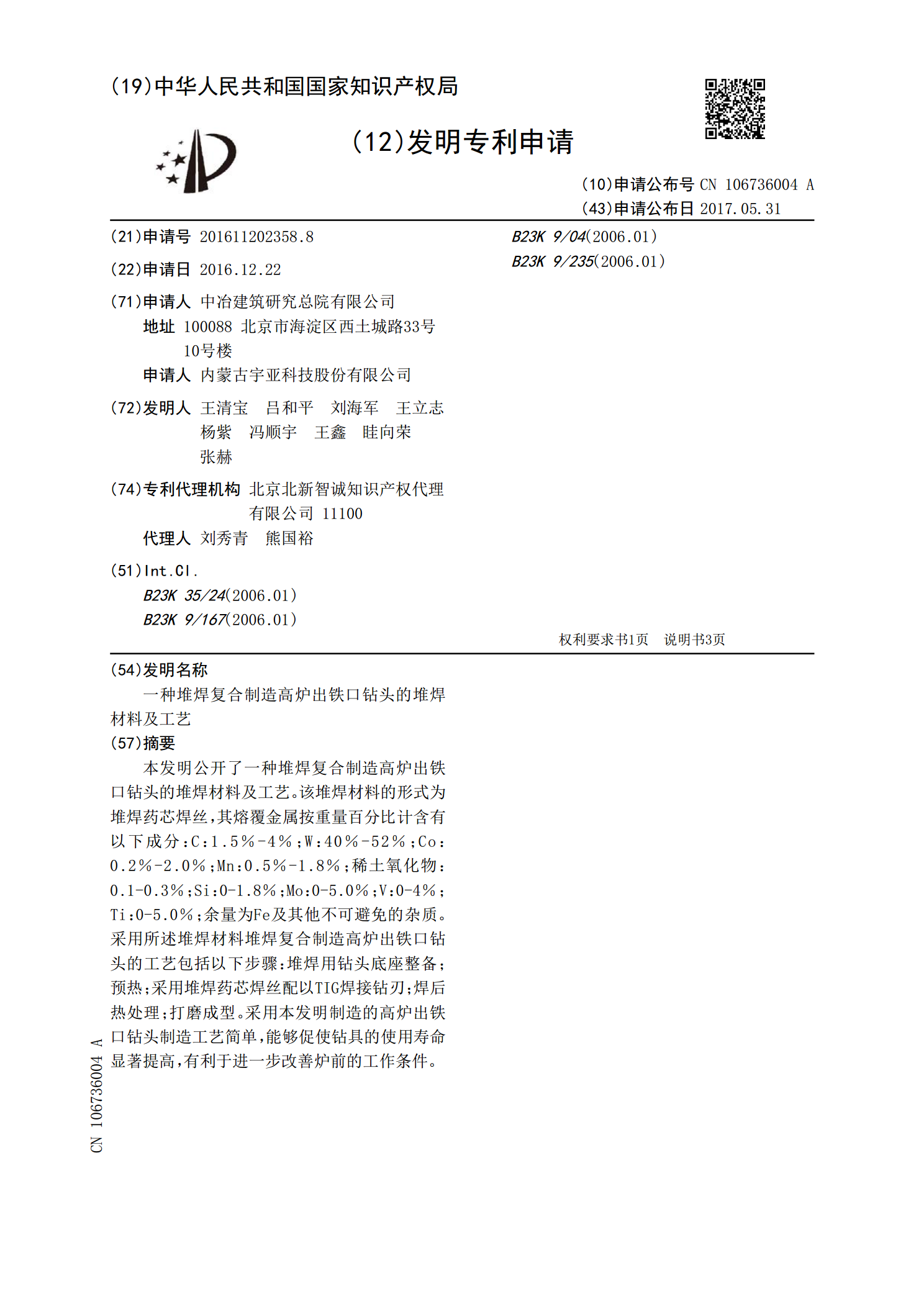
一种堆焊复合制造高炉出铁口钻头的堆焊材料及工艺.pdf

是湛****21

1/5
2/5
3/5
4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种堆焊复合制造高炉出铁口钻头的堆焊材料及工艺.pdf
本发明公开了一种堆焊复合制造高炉出铁口钻头的堆焊材料及工艺。该堆焊材料的形式为堆焊药芯焊丝,其熔覆金属按重量百分比计含有以下成分:C:1.5%‑4%;W:40%‑52%;Co:0.2%‑2.0%;Mn:0.5%‑1.8%;稀土氧化物:0.1‑0.3%;Si:0‑1.8%;Mo:0‑5.0%;V:0‑4%;Ti:0‑5.0%;余量为Fe及其他不可避免的杂质。采用所述堆焊材料堆焊复合制造高炉出铁口钻头的工艺包括以下步骤:堆焊用钻头底座整备;预热;采用堆焊药芯焊丝配以TIG焊接钻刃;焊后热处理;打磨成型。采用本
一种高炉开铁口机用复合钻头.pdf
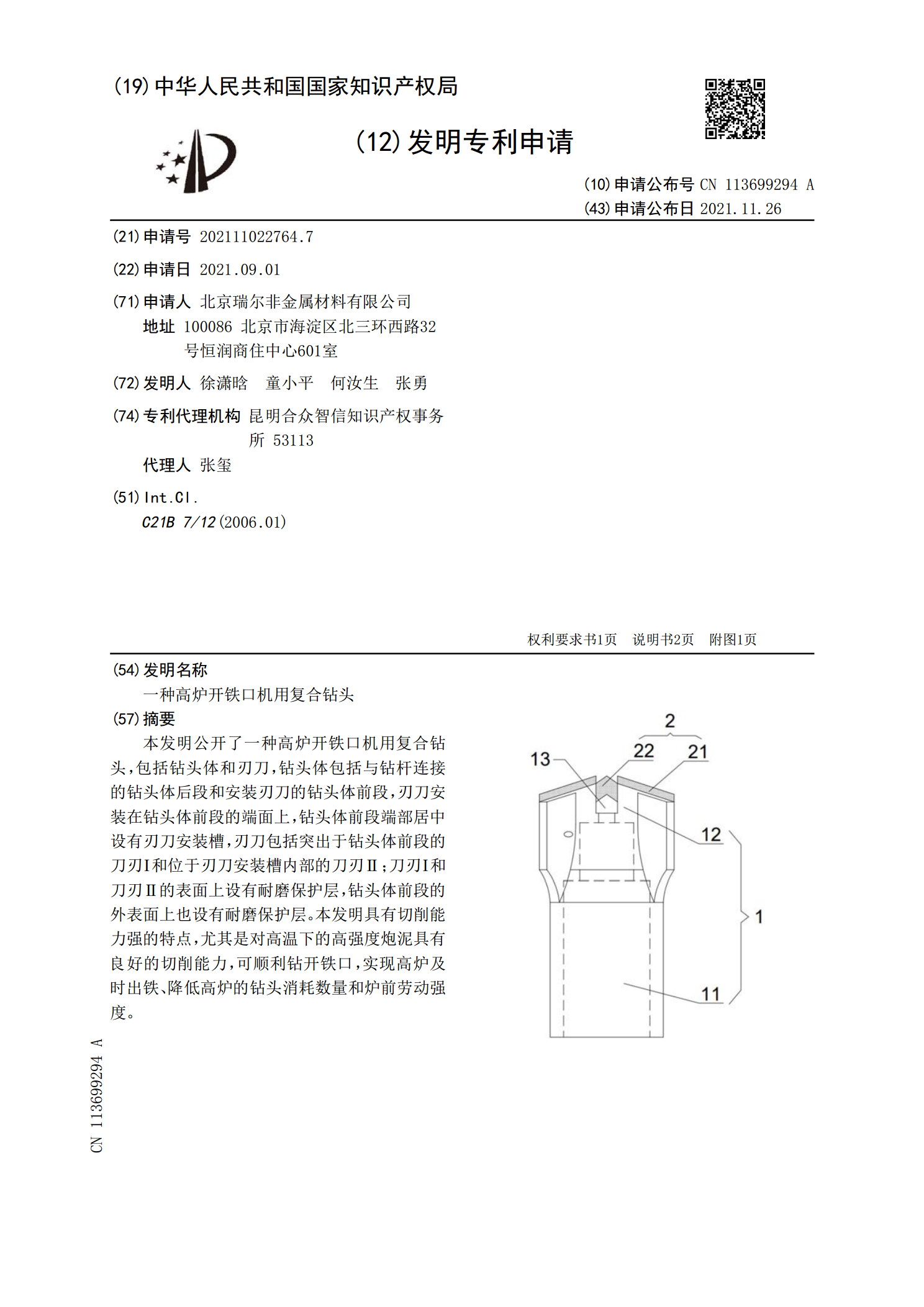
本发明公开了一种高炉开铁口机用复合钻头,包括钻头体和刃刀,钻头体包括与钻杆连接的钻头体后段和安装刃刀的钻头体前段,刃刀安装在钻头体前段的端面上,钻头体前段端部居中设有刃刀安装槽,刃刀包括突出于钻头体前段的刀刃Ⅰ和位于刃刀安装槽内部的刀刃Ⅱ;刀刃Ⅰ和刀刃Ⅱ的表面上设有耐磨保护层,钻头体前段的外表面上也设有耐磨保护层。本发明具有切削能力强的特点,尤其是对高温下的高强度炮泥具有良好的切削能力,可顺利钻开铁口,实现高炉及时出铁、降低高炉的钻头消耗数量和炉前劳动强度。

复合堆焊工艺浅析.docx
复合堆焊工艺浅析标题:复合堆焊工艺浅析摘要:复合堆焊工艺是一种高效、经济、精确和可靠的焊接工艺,在工业生产中得到广泛应用。本论文将对复合堆焊工艺进行综合分析,探讨其原理、特点、应用领域以及未来的发展方向。通过深入研究,可为相关行业提供参考和指导。第一章:引言1.1研究背景1.2研究目的和意义1.3研究内容和方法第二章:复合堆焊工艺原理2.1复合堆焊的定义2.2复合堆焊的基本原理2.3复合堆焊的基本工艺流程第三章:复合堆焊工艺的特点3.1多种材料堆焊3.2低温影响区的控制3.3气孔和裂纹的控制3.4工件变形

高炉料钟堆焊工艺及材料.docx
高炉料钟堆焊工艺及材料高炉料钟堆焊工艺及材料摘要:高炉料钟堆焊是一种常用的焊接工艺,在高炉的建设和维修中起到了重要的作用。本文主要介绍了高炉料钟堆焊的工艺和材料选择。首先介绍了高炉料钟堆焊的基本概念和应用领域,然后详细介绍了工艺流程和注意事项。接下来,介绍了高炉料钟堆焊中常用的材料,包括焊丝、焊剂和焊接材料的选择原则。最后,还对高炉料钟堆焊的发展趋势进行了讨论。关键词:高炉料钟堆焊;工艺流程;材料选择;发展趋势第一章引言高炉料钟堆焊是一种利用焊接技术对高炉料钟进行修复和加固的工艺。高炉料钟是高炉的重要组成
平板复合堆焊的整平工艺.pdf
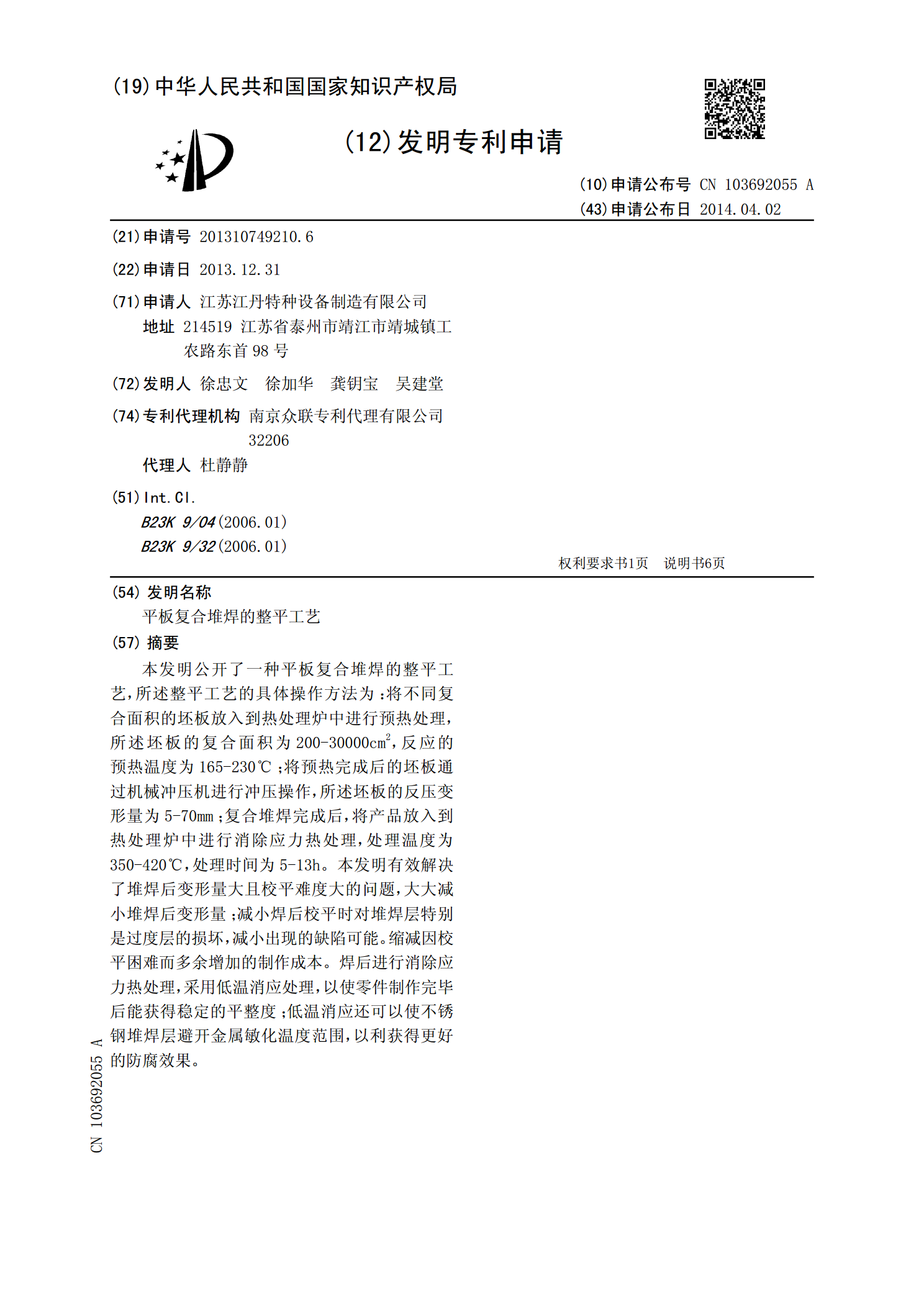
本发明公开了一种平板复合堆焊的整平工艺,所述整平工艺的具体操作方法为:将不同复合面积的坯板放入到热处理炉中进行预热处理,所述坯板的复合面积为200-30000cm2,反应的预热温度为165-230℃;将预热完成后的坯板通过机械冲压机进行冲压操作,所述坯板的反压变形量为5-70mm;复合堆焊完成后,将产品放入到热处理炉中进行消除应力热处理,处理温度为350-420℃,处理时间为5-13h。本发明有效解决了堆焊后变形量大且校平难度大的问题,大大减小堆焊后变形量;减小焊后校平时对堆焊层特别是过度层的损坏,减小出