
一种多工位钢丝圈成型生产装置.pdf

Jo****34

1/5
2/5
3/5
4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种多工位钢丝圈成型生产装置.pdf
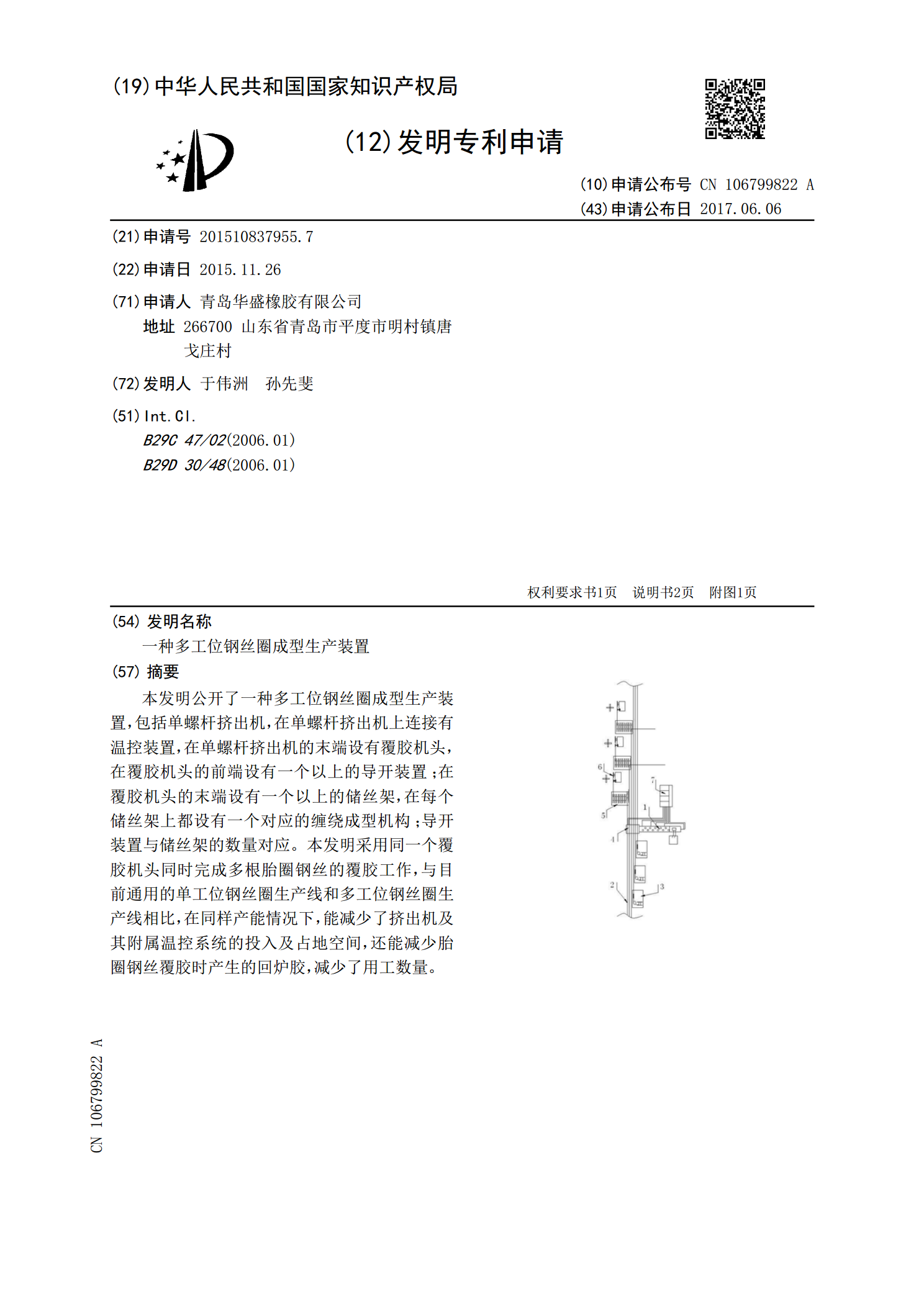
本发明公开了一种多工位钢丝圈成型生产装置,包括单螺杆挤出机,在单螺杆挤出机上连接有温控装置,在单螺杆挤出机的末端设有覆胶机头,在覆胶机头的前端设有一个以上的导开装置;在覆胶机头的末端设有一个以上的储丝架,在每个储丝架上都设有一个对应的缠绕成型机构;导开装置与储丝架的数量对应。本发明采用同一个覆胶机头同时完成多根胎圈钢丝的覆胶工作,与目前通用的单工位钢丝圈生产线和多工位钢丝圈生产线相比,在同样产能情况下,能减少了挤出机及其附属温控系统的投入及占地空间,还能减少胎圈钢丝覆胶时产生的回炉胶,减少了用工数量。
轮胎单螺杆挤出机多工位钢丝圈成型生产工艺及装置.pdf
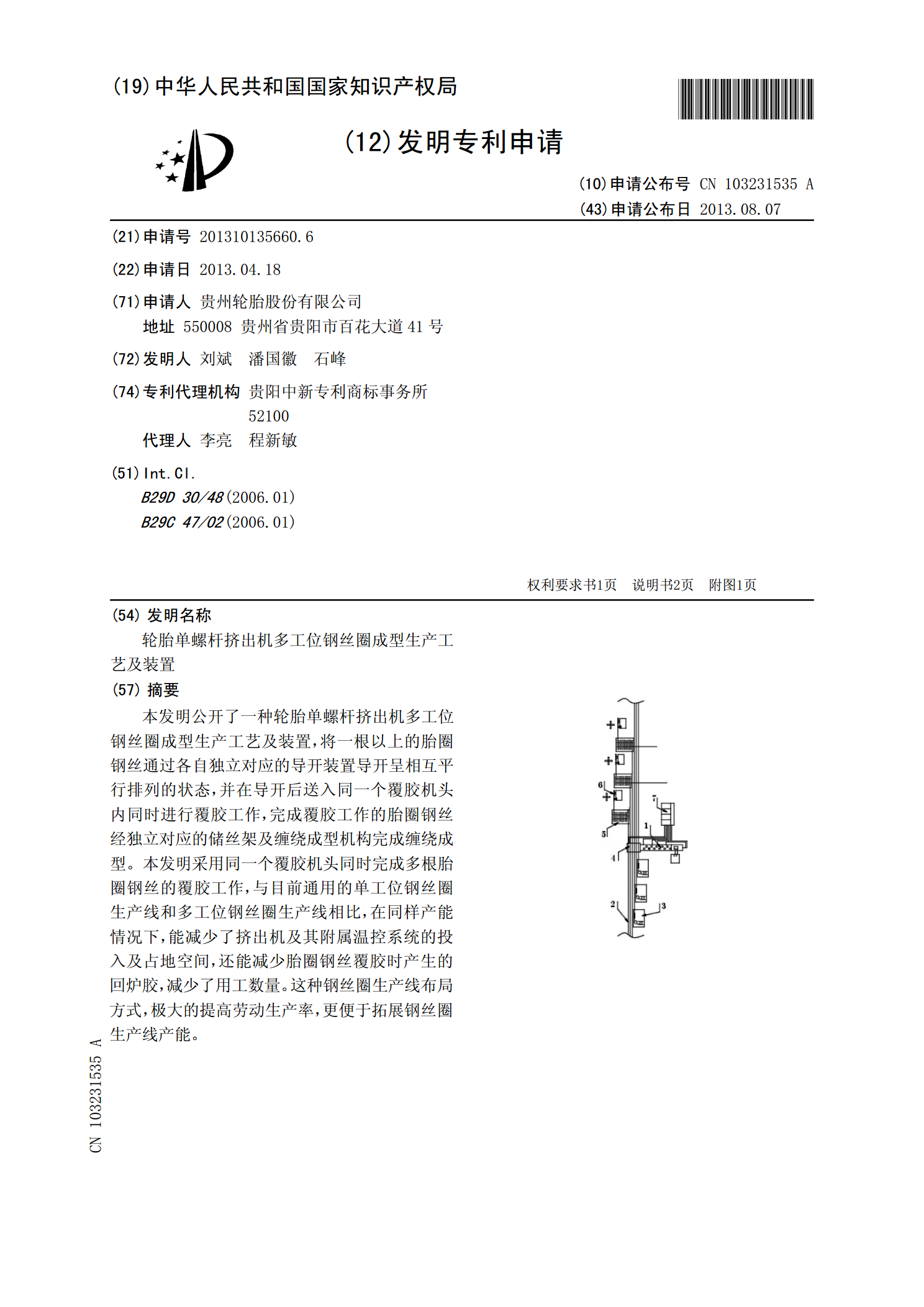
本发明公开了一种轮胎单螺杆挤出机多工位钢丝圈成型生产工艺及装置,将一根以上的胎圈钢丝通过各自独立对应的导开装置导开呈相互平行排列的状态,并在导开后送入同一个覆胶机头内同时进行覆胶工作,完成覆胶工作的胎圈钢丝经独立对应的储丝架及缠绕成型机构完成缠绕成型。本发明采用同一个覆胶机头同时完成多根胎圈钢丝的覆胶工作,与目前通用的单工位钢丝圈生产线和多工位钢丝圈生产线相比,在同样产能情况下,能减少了挤出机及其附属温控系统的投入及占地空间,还能减少胎圈钢丝覆胶时产生的回炉胶,减少了用工数量。这种钢丝圈生产线布局方式,极
多工位螺丝成型装置.pdf
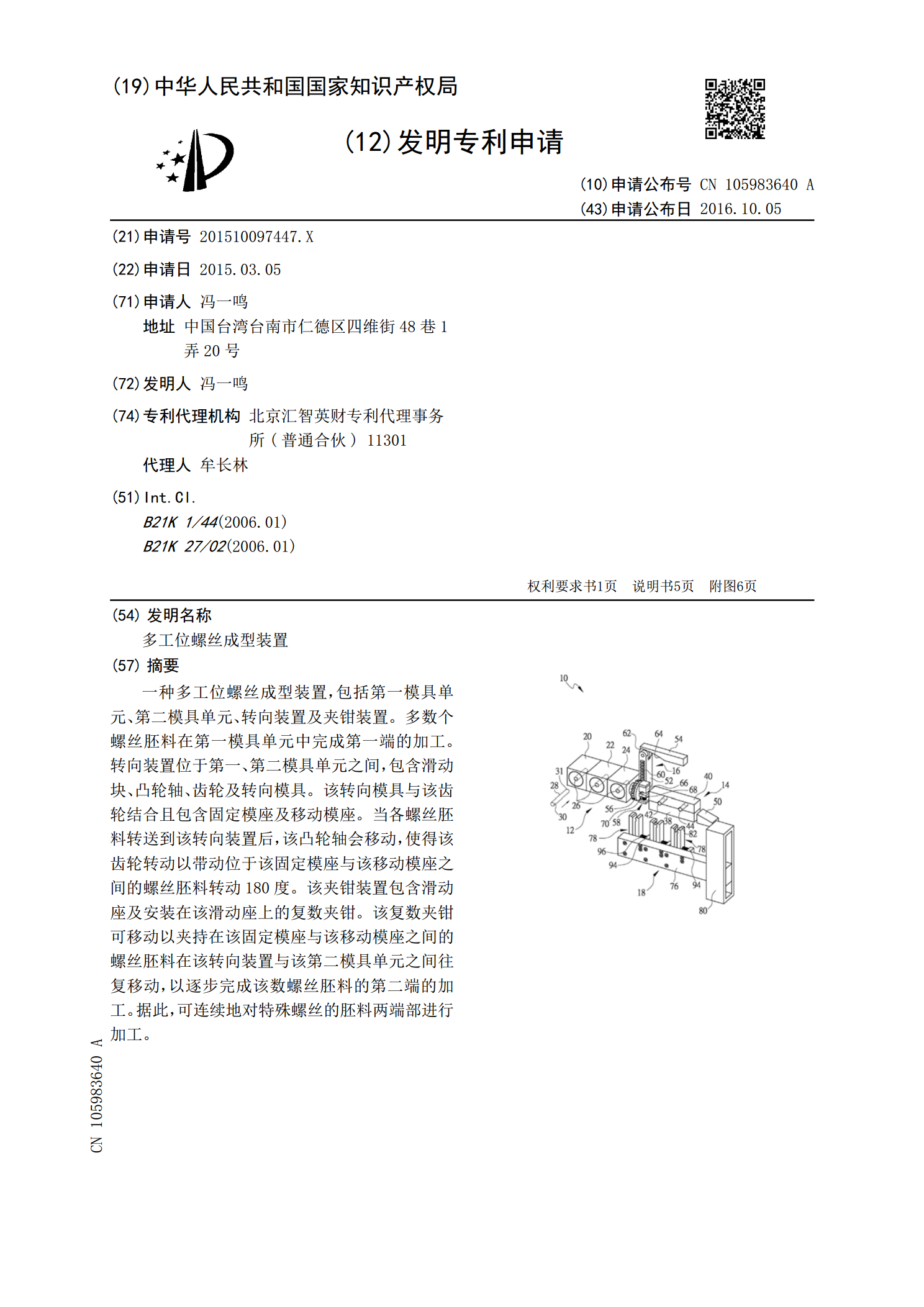
一种多工位螺丝成型装置,包括第一模具单元、第二模具单元、转向装置及夹钳装置。多数个螺丝胚料在第一模具单元中完成第一端的加工。转向装置位于第一、第二模具单元之间,包含滑动块、凸轮轴、齿轮及转向模具。该转向模具与该齿轮结合且包含固定模座及移动模座。当各螺丝胚料转送到该转向装置后,该凸轮轴会移动,使得该齿轮转动以带动位于该固定模座与该移动模座之间的螺丝胚料转动180度。该夹钳装置包含滑动座及安装在该滑动座上的复数夹钳。该复数夹钳可移动以夹持在该固定模座与该移动模座之间的螺丝胚料在该转向装置与该第二模具单元之间往
铝瓶多工位成型装置.pdf
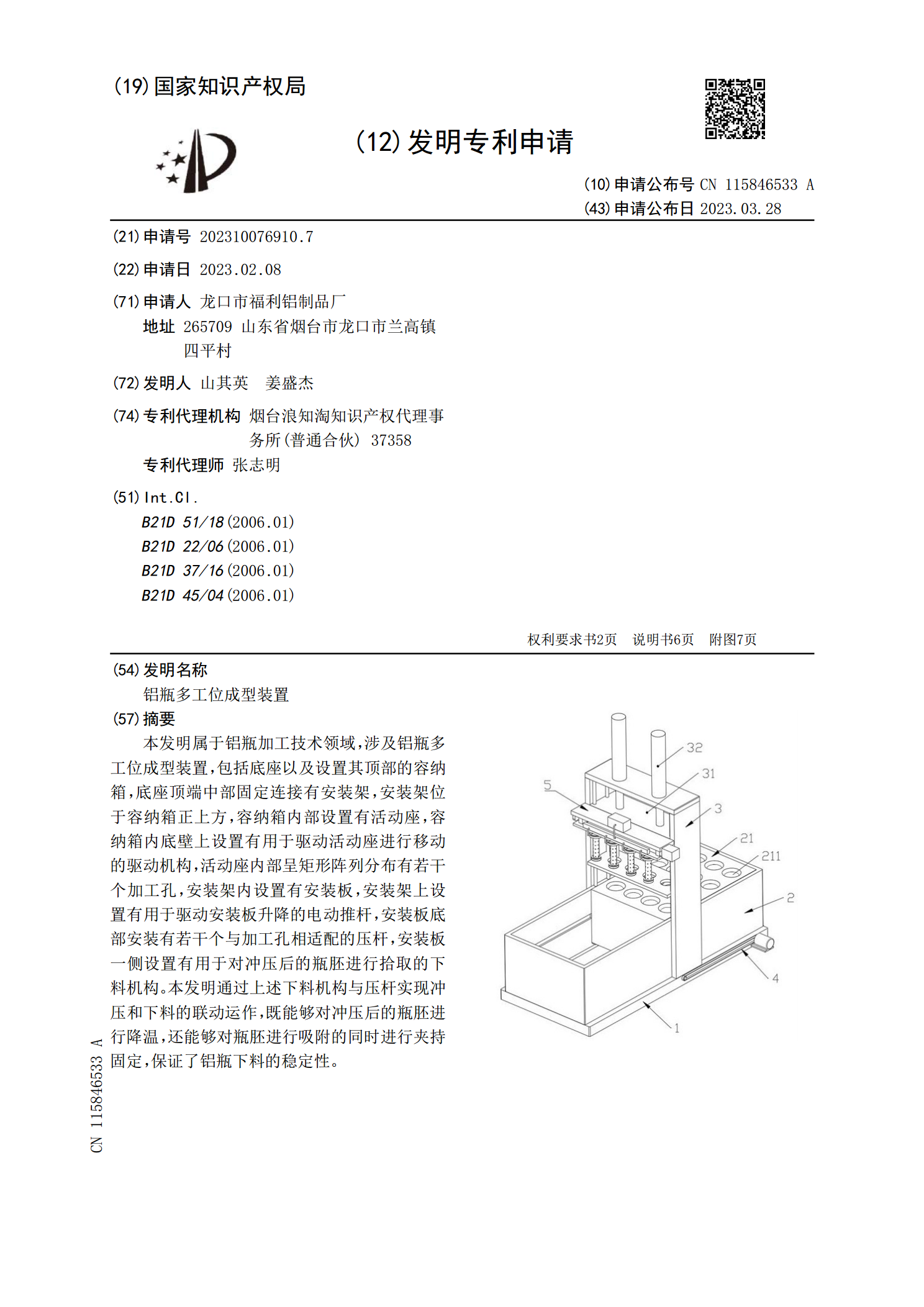
本发明属于铝瓶加工技术领域,涉及铝瓶多工位成型装置,包括底座以及设置其顶部的容纳箱,底座顶端中部固定连接有安装架,安装架位于容纳箱正上方,容纳箱内部设置有活动座,容纳箱内底壁上设置有用于驱动活动座进行移动的驱动机构,活动座内部呈矩形阵列分布有若干个加工孔,安装架内设置有安装板,安装架上设置有用于驱动安装板升降的电动推杆,安装板底部安装有若干个与加工孔相适配的压杆,安装板一侧设置有用于对冲压后的瓶胚进行拾取的下料机构。本发明通过上述下料机构与压杆实现冲压和下料的联动运作,既能够对冲压后的瓶胚进行降温,还能够

多工位软固形物成型装置.pdf
本发明公开一种多工位软固形物成型装置,包括槽轮机构、滚筒和成型单元,该槽轮机构通过主轴与该滚筒相连接,该滚筒上安装该成型单元,该成型单元具有配合该槽轮机构的间歇动作而闭合容纳软固形物以及张开加料和落料的型腔。本发明多工位软固形物成型装置替代手工制作,对软固形物进行成型加工,可以切实保障成型制品的质量,而且极大地提高了软固形物的穿串效率,可以实现规模化流水生产。