
一种镍基高温合金锻件的固溶热处理工艺.pdf

霞英****娘子

1/6
2/6
3/6
4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种镍基高温合金锻件的固溶热处理工艺.pdf
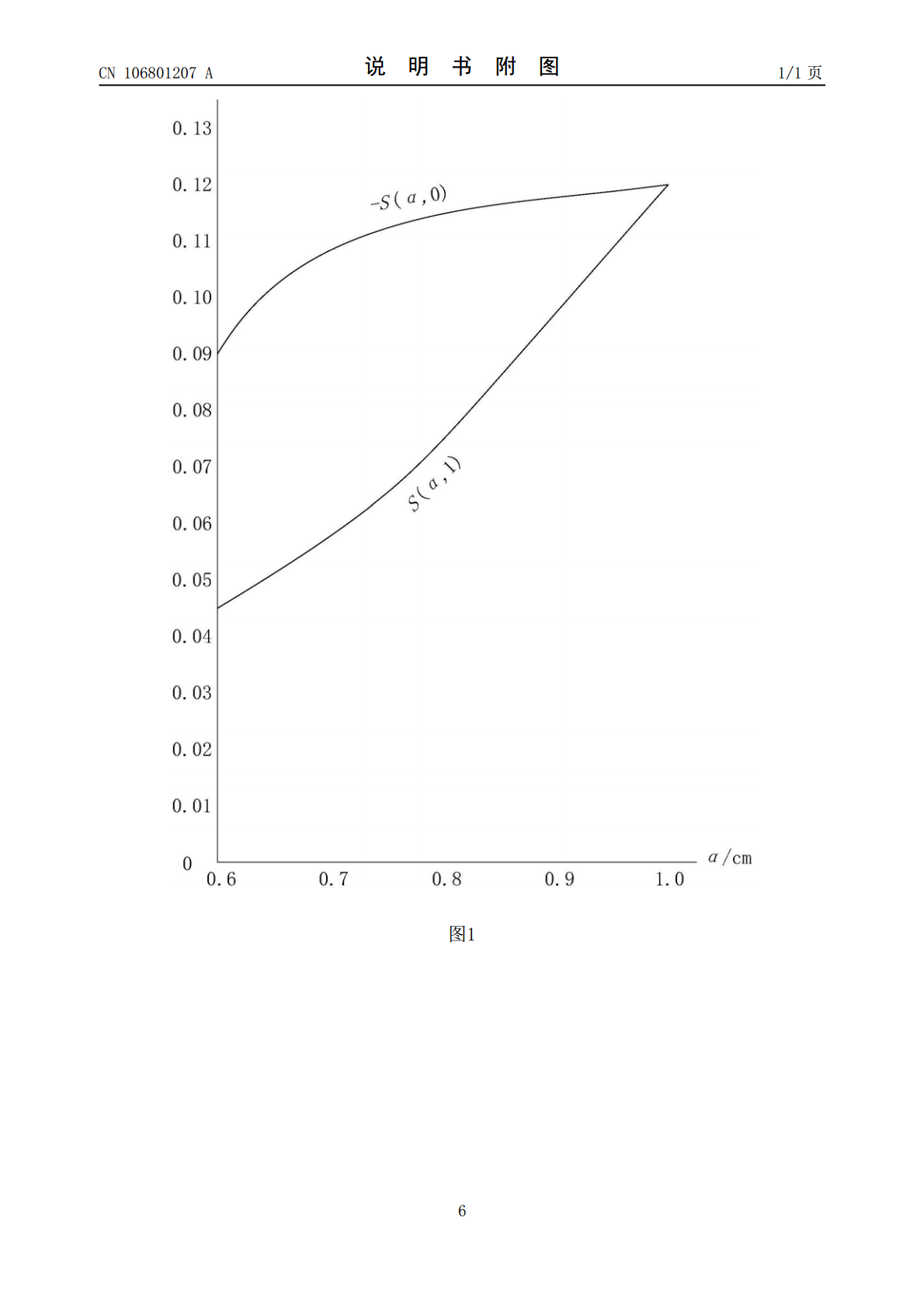
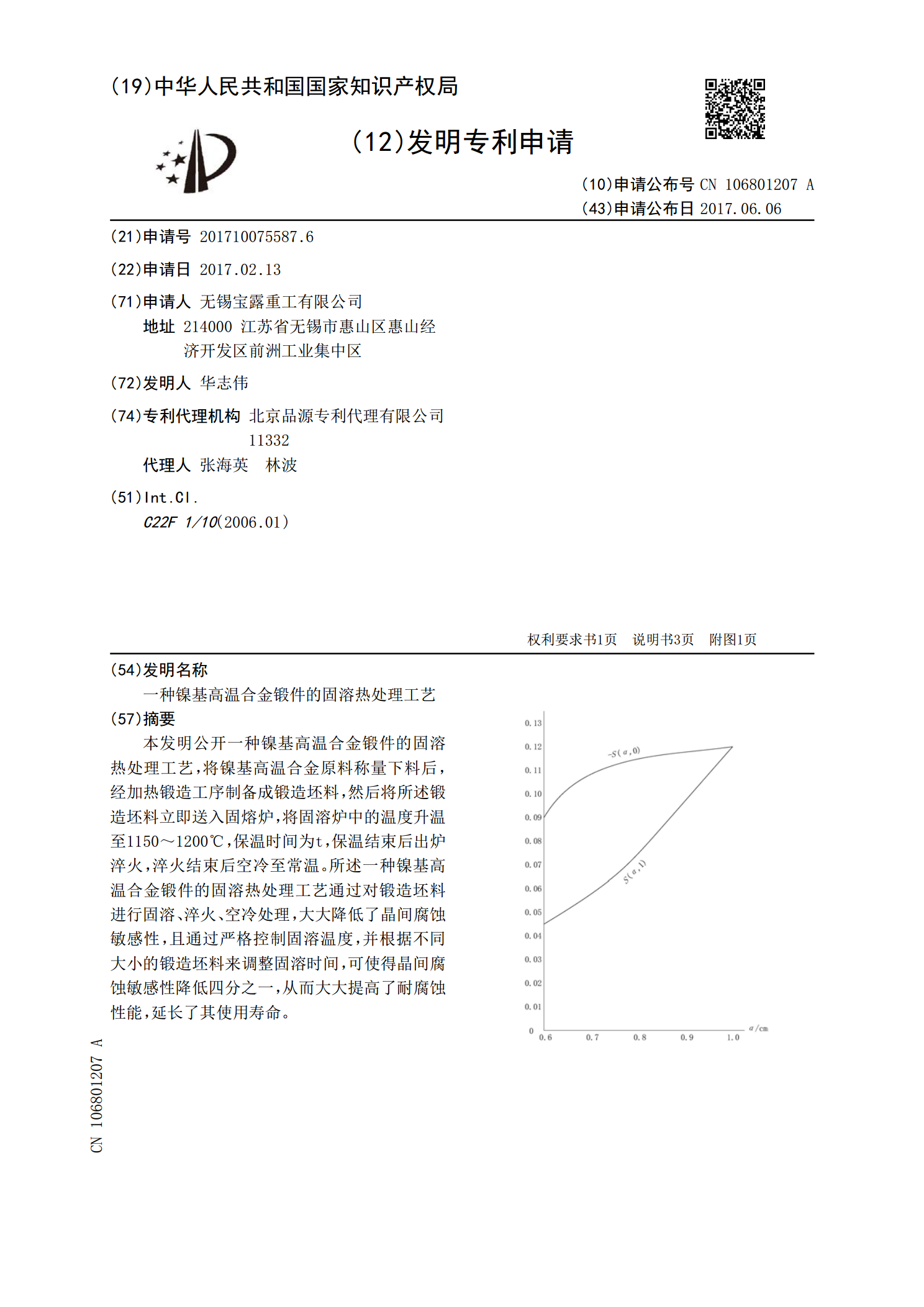
本发明公开一种镍基高温合金锻件的固溶热处理工艺,将镍基高温合金原料称量下料后,经加热锻造工序制备成锻造坯料,然后将所述锻造坯料立即送入固熔炉,将固溶炉中的温度升温至1150~1200℃,保温时间为t,保温结束后出炉淬火,淬火结束后空冷至常温。所述一种镍基高温合金锻件的固溶热处理工艺通过对锻造坯料进行固溶、淬火、空冷处理,大大降低了晶间腐蚀敏感性,且通过严格控制固溶温度,并根据不同大小的锻造坯料来调整固溶时间,可使得晶间腐蚀敏感性降低四分之一,从而大大提高了耐腐蚀性能,延长了其使用寿命。

镍基高温合金锻件的热处理.doc
镍基高温合金锻件的热处理[2007-12-08]关键字:锻件在锻造中常用可锻性这一名词表示金属材料在锻造时变形的难易程度。可锻性一般用塑性和变形抗力两个指标来衡量。高温下塑性好、变形抗力低的钢或合金,较容易锻造,由可锻性好;而塑性差、变形抗力大的钢或合金,锻造时易产生裂纹等缺陷,或所需设备吨位较大,锻造较困难,故可锻性差。在国外常评价各种钢及合金的相对可锻性。相应可锻性是基于各种合金在各自锻造温度范围内每消耗单位能量所得到的变形量,同时还考虑了合金在锻造工艺条件下达到规定的急剧变形程度的困难性以及断裂倾向
一种镍基合金加工固溶热处理装置及固溶方法.pdf
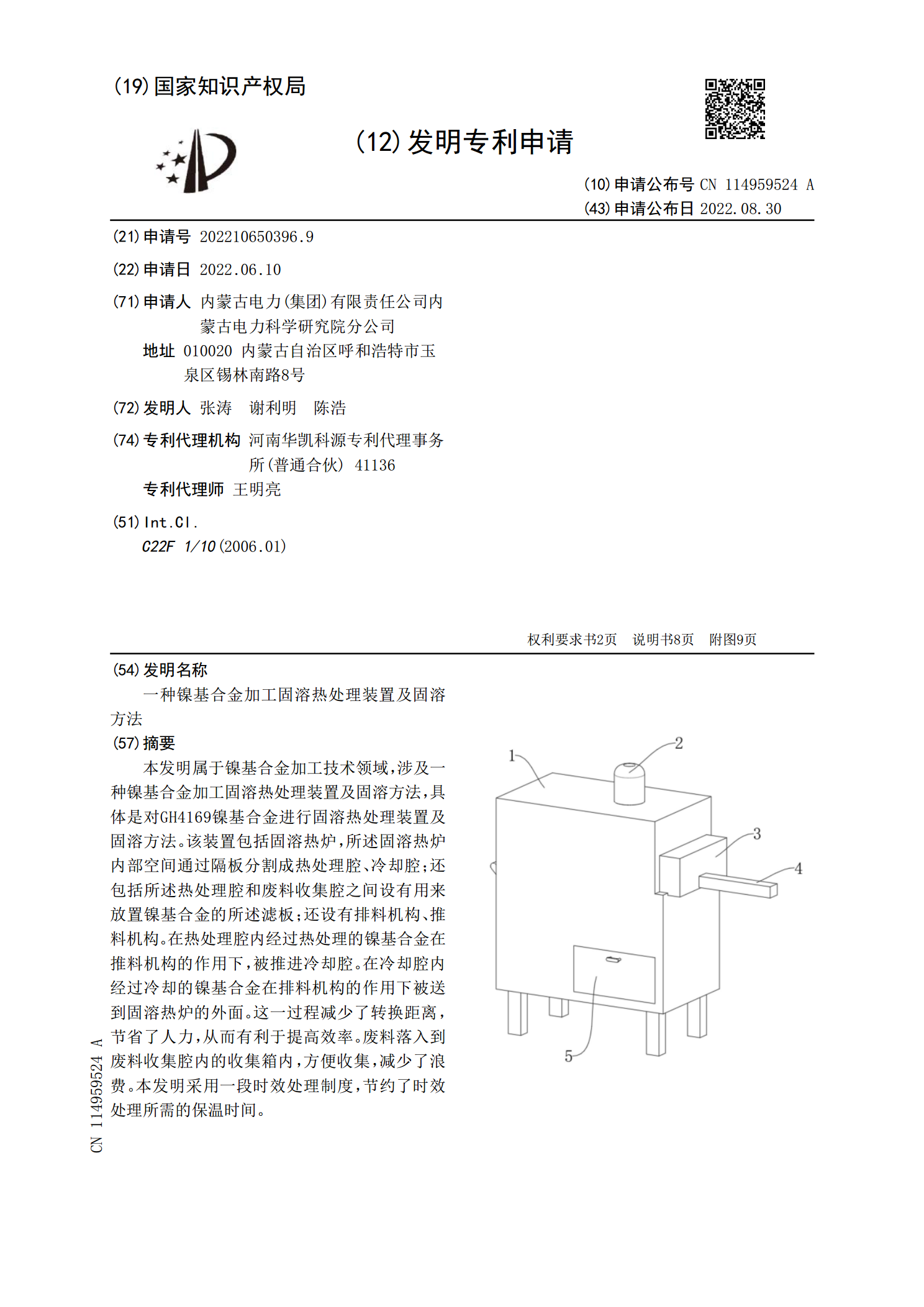
本发明属于镍基合金加工技术领域,涉及一种镍基合金加工固溶热处理装置及固溶方法,具体是对GH4169镍基合金进行固溶热处理装置及固溶方法。该装置包括固溶热炉,所述固溶热炉内部空间通过隔板分割成热处理腔、冷却腔;还包括所述热处理腔和废料收集腔之间设有用来放置镍基合金的所述滤板;还设有排料机构、推料机构。在热处理腔内经过热处理的镍基合金在推料机构的作用下,被推进冷却腔。在冷却腔内经过冷却的镍基合金在排料机构的作用下被送到固溶热炉的外面。这一过程减少了转换距离,节省了人力,从而有利于提高效率。废料落入到废料收集腔
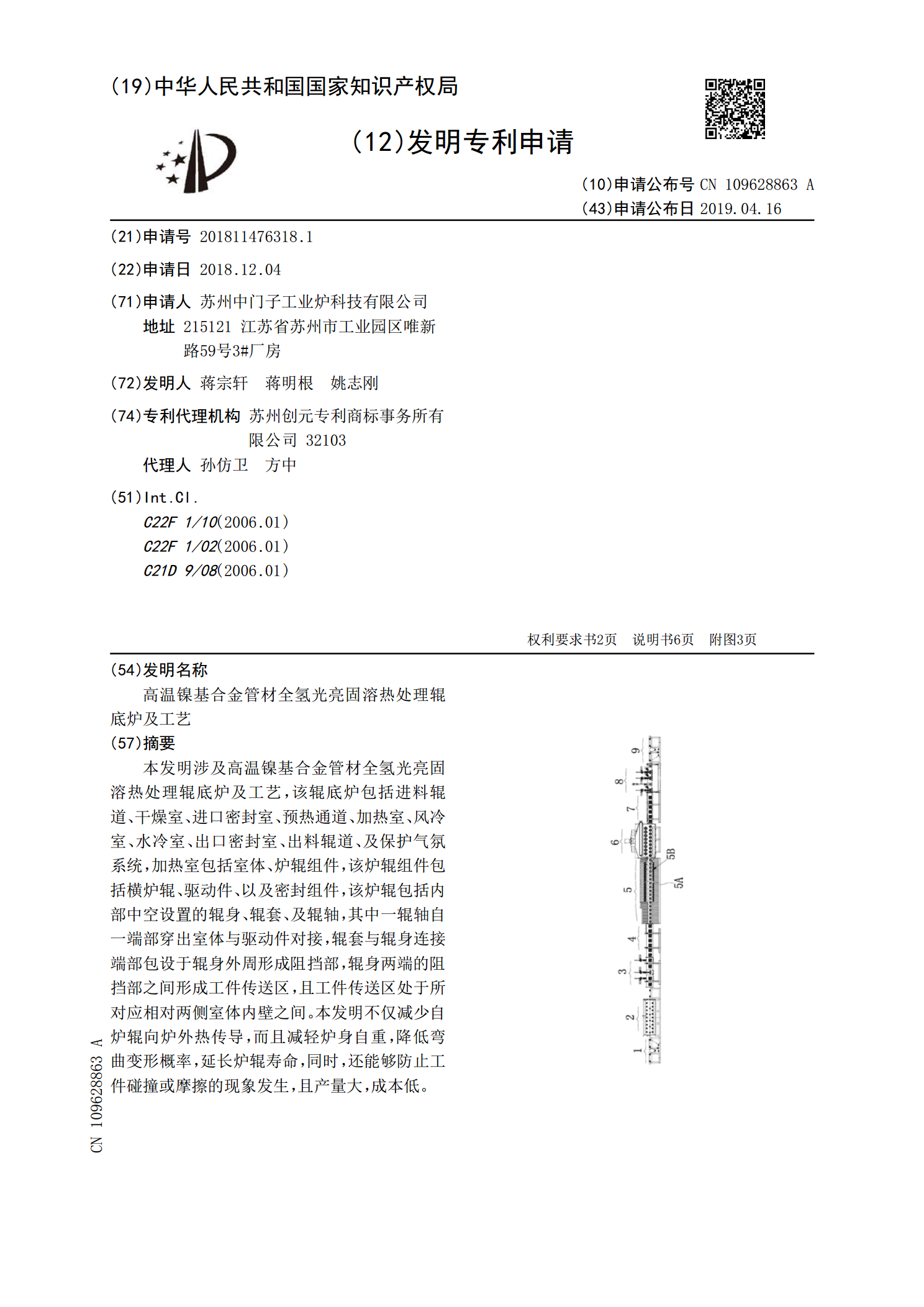
高温镍基合金管材全氢光亮固溶热处理辊底炉及工艺.pdf
本发明涉及高温镍基合金管材全氢光亮固溶热处理辊底炉及工艺,该辊底炉包括进料辊道、干燥室、进口密封室、预热通道、加热室、风冷室、水冷室、出口密封室、出料辊道、及保护气氛系统,加热室包括室体、炉辊组件,该炉辊组件包括横炉辊、驱动件、以及密封组件,该炉辊包括内部中空设置的辊身、辊套、及辊轴,其中一辊轴自一端部穿出室体与驱动件对接,辊套与辊身连接端部包设于辊身外周形成阻挡部,辊身两端的阻挡部之间形成工件传送区,且工件传送区处于所对应相对两侧室体内壁之间。本发明不仅减少自炉辊向炉外热传导,而且减轻炉身自重,降低弯曲
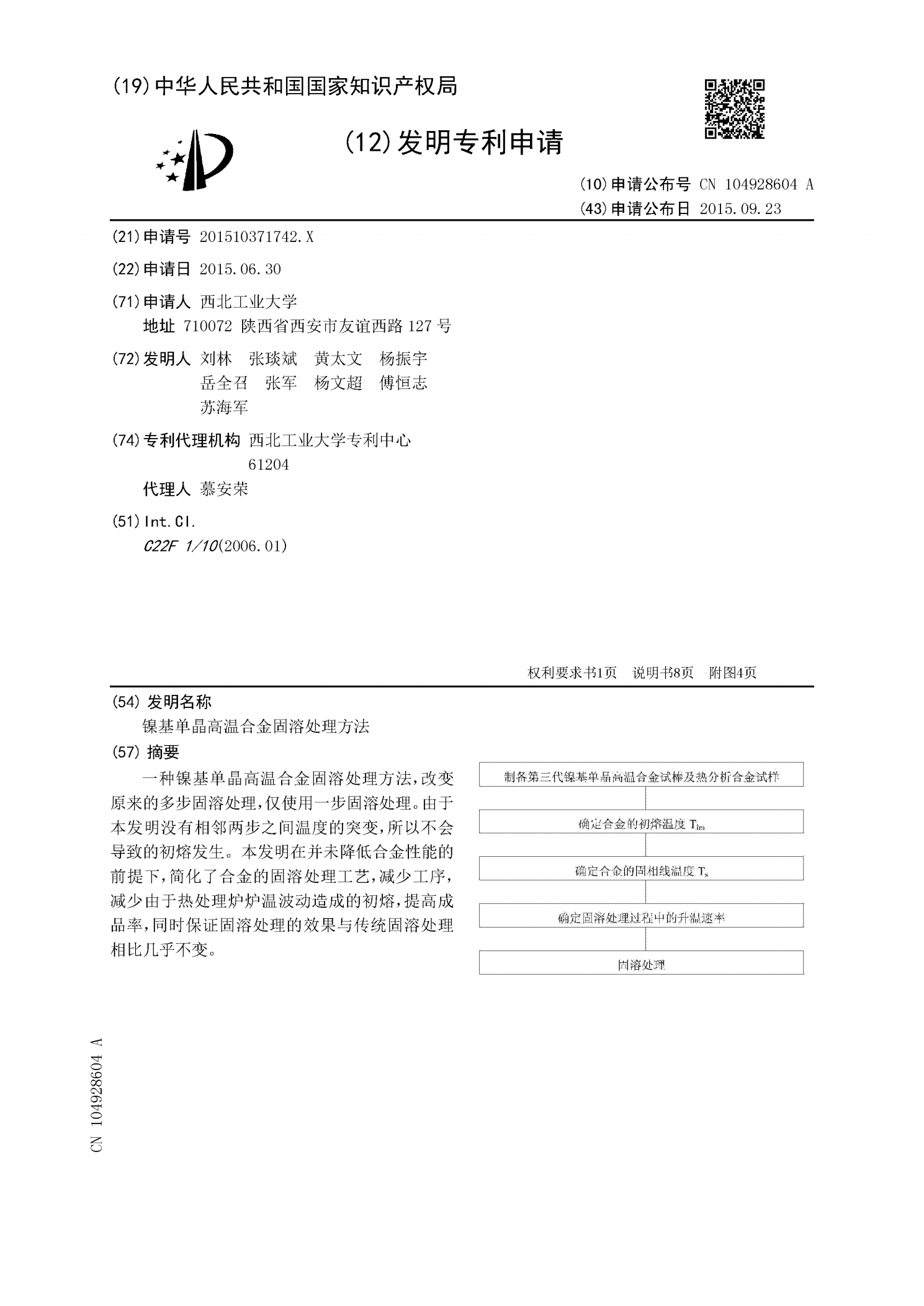
镍基单晶高温合金固溶处理方法.pdf
一种镍基单晶高温合金固溶处理方法,改变原来的多步固溶处理,仅使用一步固溶处理。由于本发明没有相邻两步之间温度的突变,所以不会导致的初熔发生。本发明在并未降低合金性能的前提下,简化了合金的固溶处理工艺,减少工序,减少由于热处理炉炉温波动造成的初熔,提高成品率,同时保证固溶处理的效果与传统固溶处理相比几乎不变。