
一种热轧搪瓷钢板及其制备方法.pdf

美丽****ka

1/10
2/10

3/10
4/10

5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共17页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种热轧搪瓷钢板及其制备方法.pdf
一种热轧搪瓷钢板及其制备方法;钢板化学成分按重量百分比C:0.061~0.089%,Si:0.11~0.20%,Mn:0.60~0.70%,P炉炼钢和精炼,得铸坯铁水;2)铁水连铸,制得铸坯;3)铸坯加热并控制出钢温度;4)进行多道次粗轧和精轧,得精轧板;5)层流冷却后以一定温度进行卷取,得成品;本发明制备钢板,屈服强度550~620MPa,抗拉强为630~730MPa,断后延伸率22~30%;涂搪后的热轧搪瓷钢板,屈服强度350~410MPa,抗拉强度430~530MPa,断后延伸率33.5~37%,搪
一种Q235B热轧钢板搪瓷及其制备方法.pdf
本发明公开了一种Q235B热轧钢板搪瓷及其制备方法,包括以重量百分比计的如下原料制成:瓷粉:60%~75%,抗爆剂:0.5%~2%%,色素:1%~3%,亚硝酸钠:0.15%~0.35%,硼砂:0.15%~0.4%,碳酸钙:0.1~0.5%,高岭土:4%~5%,石英粉:3.6%~5.5%,尿素:0.5%~1.5%,水:27%~45%。本发明使用普通Q235B热轧钢板做为搪瓷产品的基材,生产制造成本相对较低,更有利于搪瓷制品的推广和使用;本发明可得到Q235B热轧钢板的双面搪瓷,使钢板的内外表面都具有防腐能力
双面搪瓷用热轧钢板及其生产方法.pdf
本发明涉及一种双面搪瓷用热轧钢板及其生产方法,属于铁基合金技术领域。该热轧钢板及其生产方法是:控制热轧钢板的成分和质量百分比含量为:C:0.02~0.1%、Si≤0.1%、Mn:0.2~1.0%、P≤0.02%、S:0.005~0.035%、Als:0.01~0.1%、N:0.002~0.01%、Ti:0.01~0.1%、Sb:0.01~0.05%,余量为铁和不可避免杂质;同时控制热轧钢板的连铸板坯加热温度1150~1230℃,控制精轧入口温度为1020±20℃,控制精轧结束温度是840~920℃,控制精
一种低成本高温搪瓷用热轧钢板及其制造方法.pdf
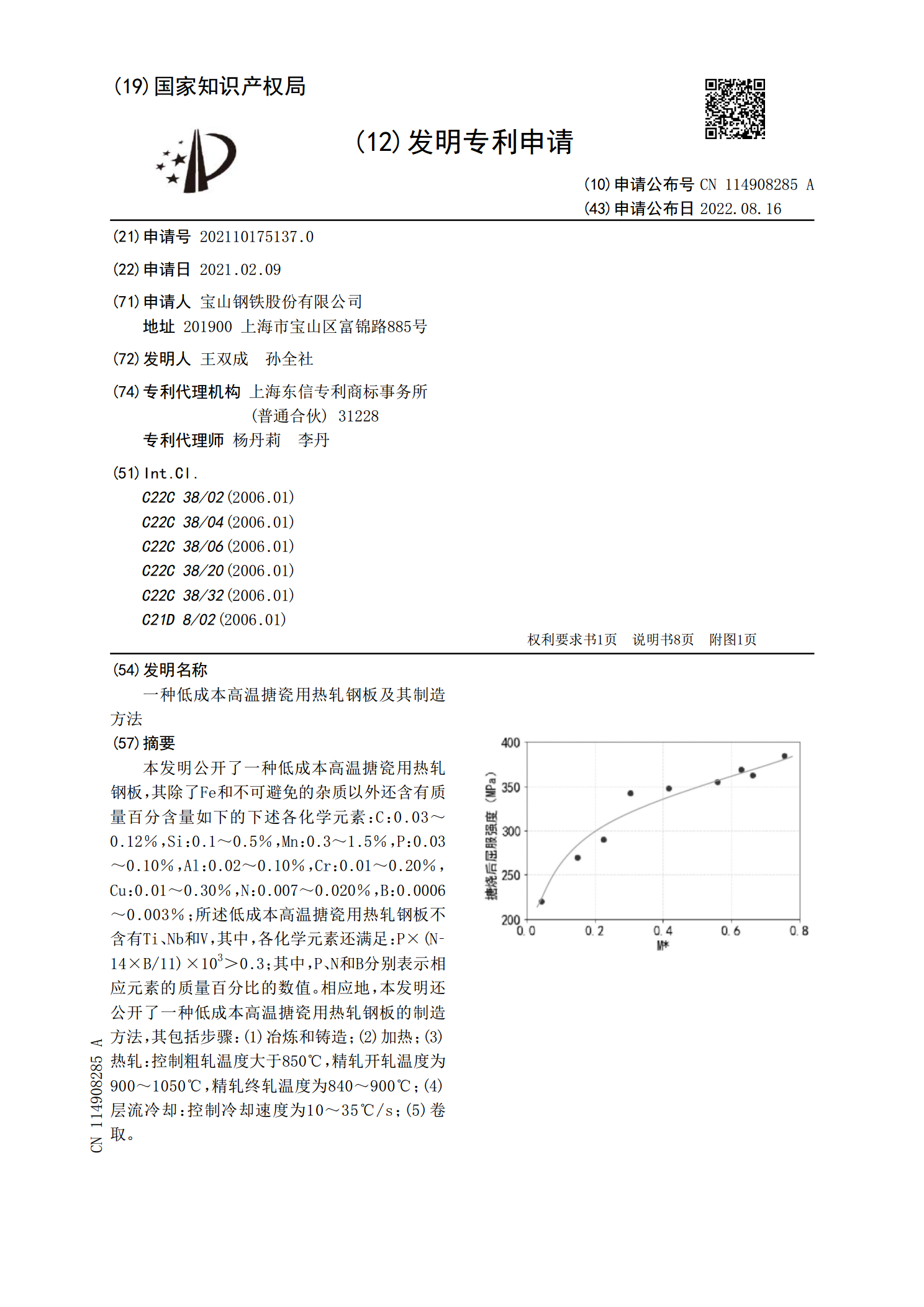
本发明公开了一种低成本高温搪瓷用热轧钢板,其除了Fe和不可避免的杂质以外还含有质量百分含量如下的下述各化学元素:C:0.03~0.12%,Si:0.1~0.5%,Mn:0.3~1.5%,P:0.03~0.10%,Al:0.02~0.10%,Cr:0.01~0.20%,Cu:0.01~0.30%,N:0.007~0.020%,B:0.0006~0.003%;所述低成本高温搪瓷用热轧钢板不含有Ti、Nb和V,其中,各化学元素还满足:P×(N?14×B/11)×10<base:Sup>3</base:Sup>>
一种热轧钢板的制备方法.pdf
一种热轧钢板的制备方法,按以下步骤进行:(1)将低碳硅钢冶炼成钢锭,其成分按重量百分比为C0.13~0.15%,Mn1.2~1.4%,Si0.4~0.6%,Al0.2~0.4%,P≤0.006%,S≤0.005%,余量为Fe,然后将该钢锭加热至1150±10℃,保温3~4hr;(2)在750~800℃条件下将钢坯装入加热炉中,加热至1150±10℃,保温1~3hr;保温结束后采用轧机进行粗轧;(3)将粗轧后的钢板进行精扎;(4)空冷至650~670℃,水冷至350~400℃,卷取。本发明实现了TRIP