
一种轿车铝合金转向节及其挤压铸造方法.pdf

贤惠****66

1/9
2/9
3/9
4/9
5/9
6/9
7/9
8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种轿车铝合金转向节及其挤压铸造方法.pdf
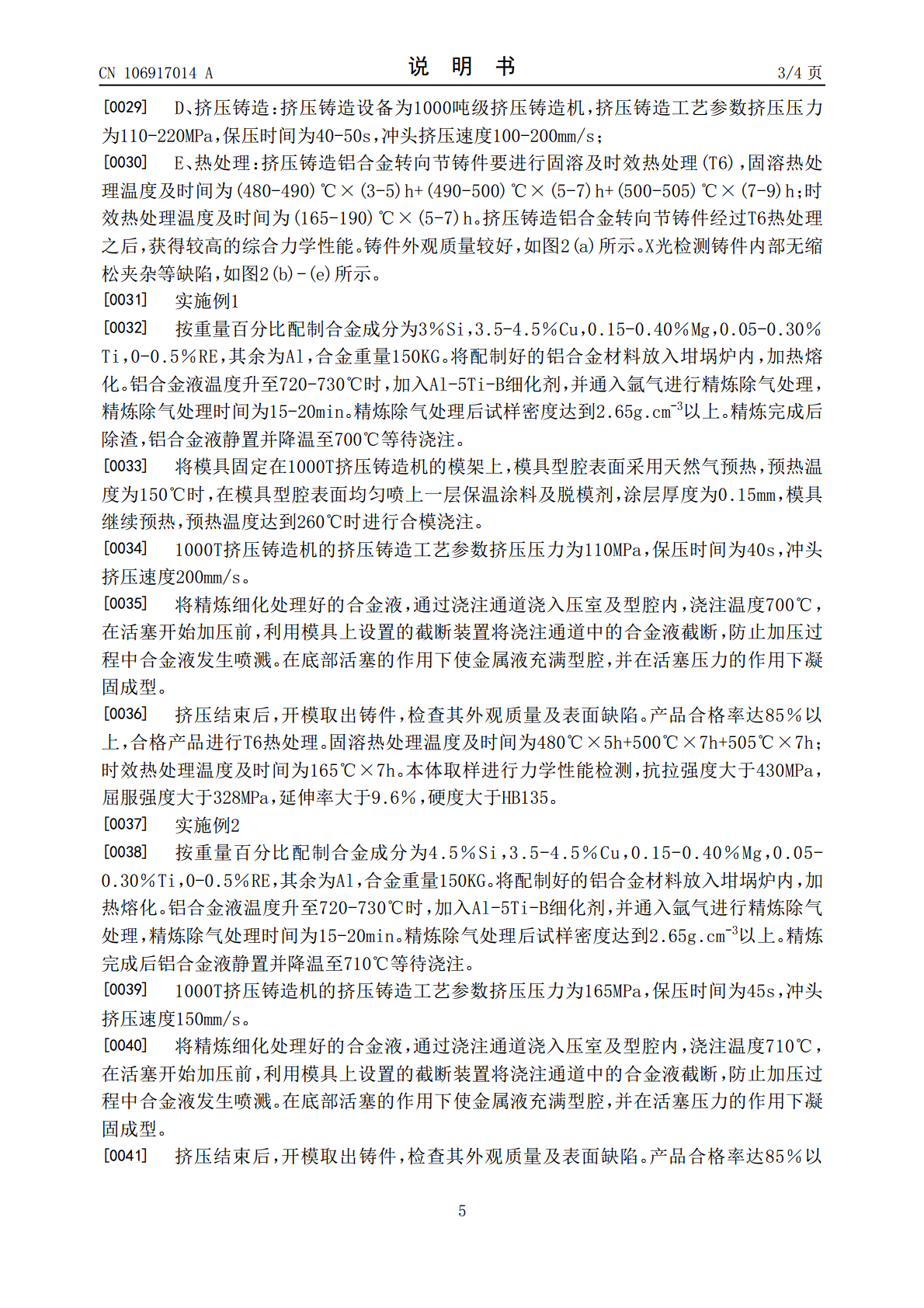
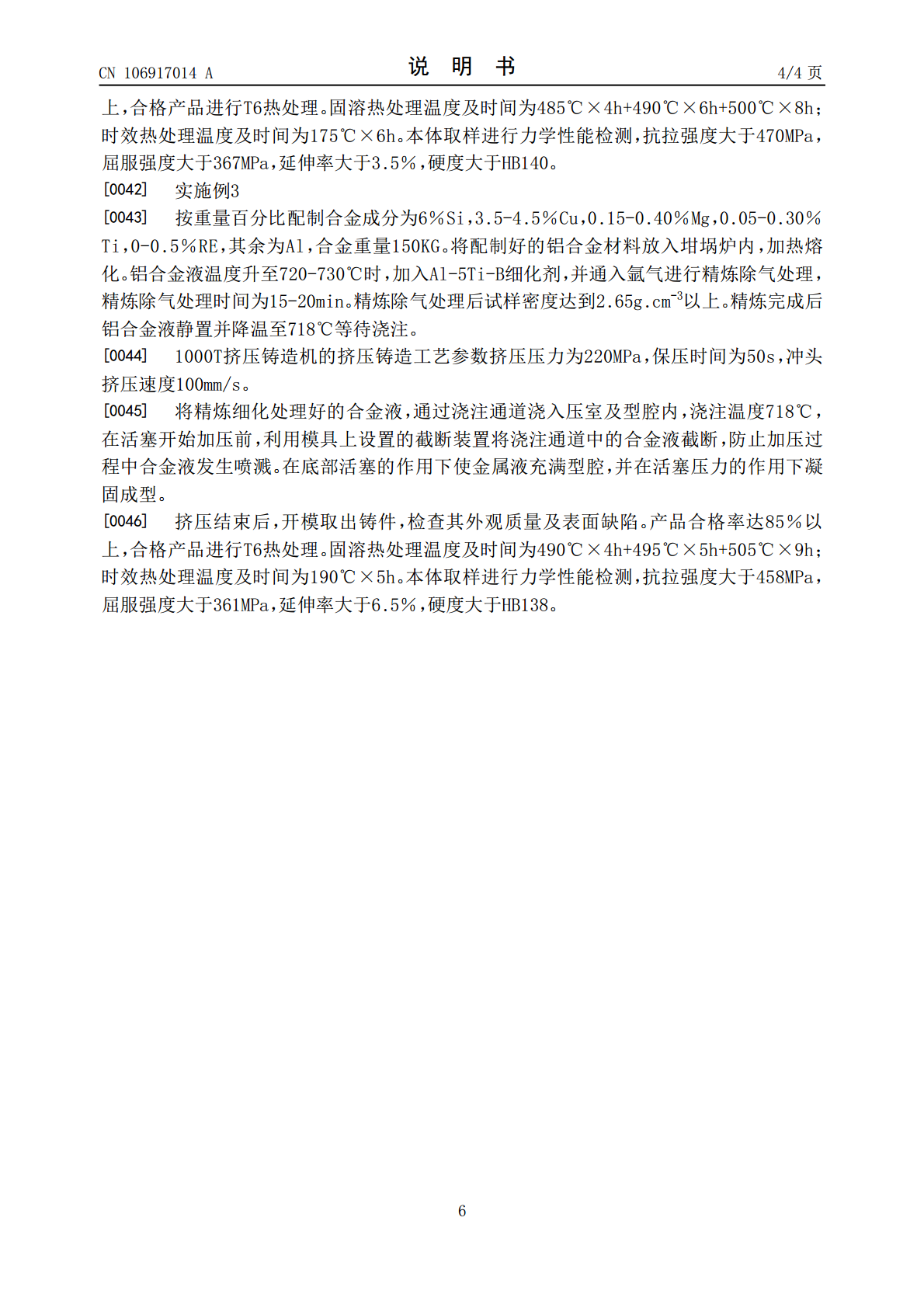
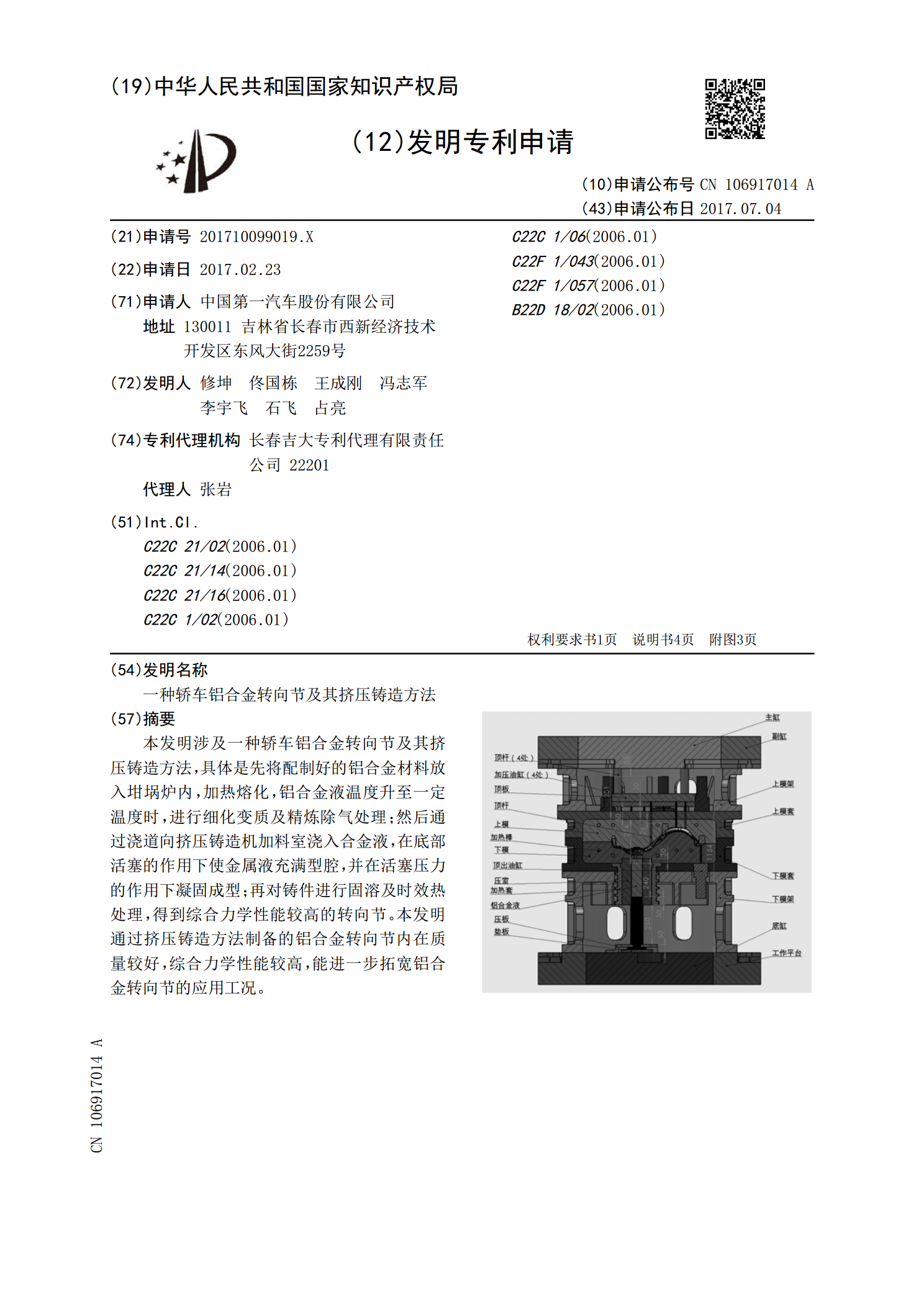
本发明涉及一种轿车铝合金转向节及其挤压铸造方法,具体是先将配制好的铝合金材料放入坩埚炉内,加热熔化,铝合金液温度升至一定温度时,进行细化变质及精炼除气处理;然后通过浇道向挤压铸造机加料室浇入合金液,在底部活塞的作用下使金属液充满型腔,并在活塞压力的作用下凝固成型;再对铸件进行固溶及时效热处理,得到综合力学性能较高的转向节。本发明通过挤压铸造方法制备的铝合金转向节内在质量较好,综合力学性能较高,能进一步拓宽铝合金转向节的应用工况。
一种铝合金及其挤压铸造方法及设备.pdf
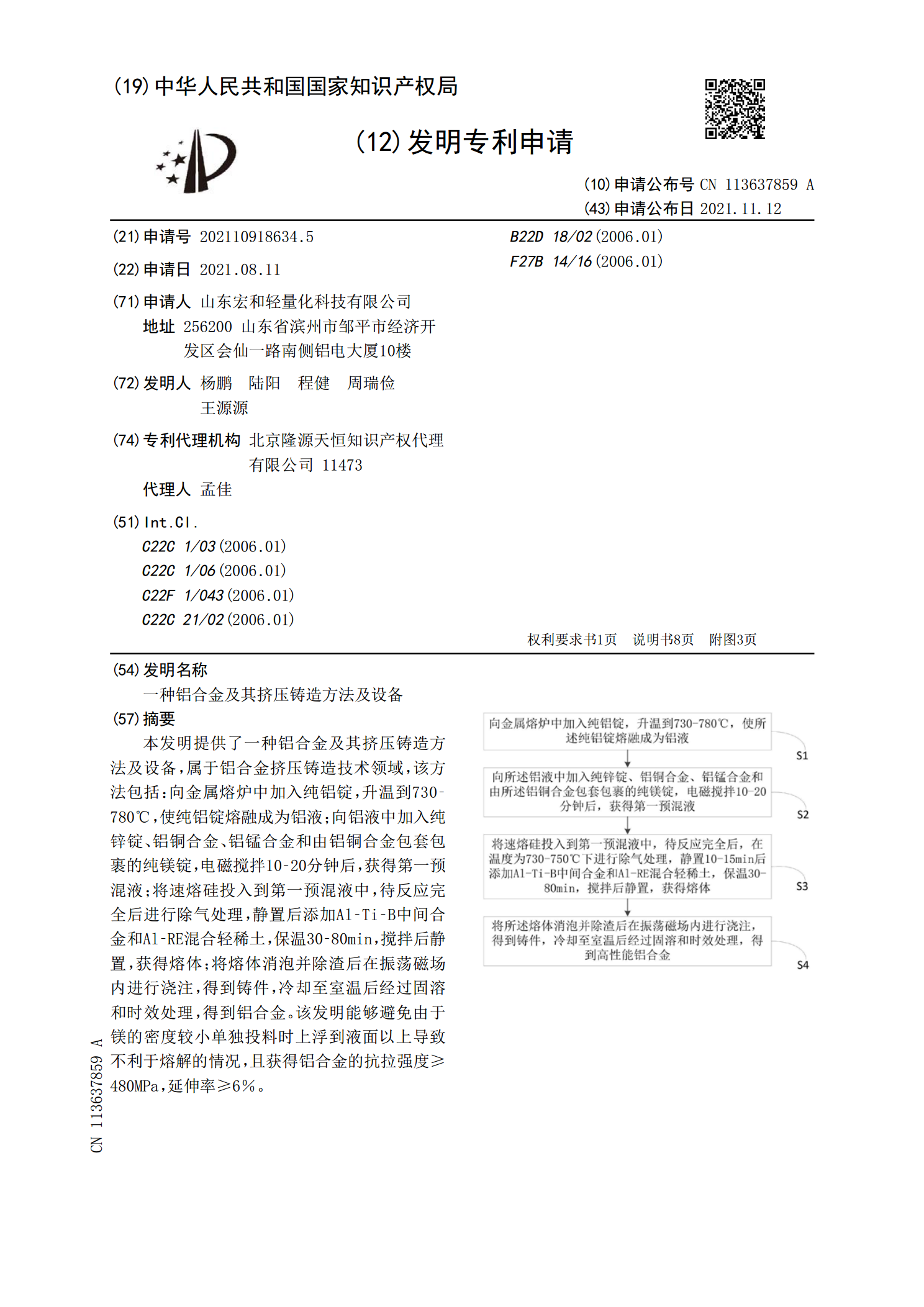
本发明提供了一种铝合金及其挤压铸造方法及设备,属于铝合金挤压铸造技术领域,该方法包括:向金属熔炉中加入纯铝锭,升温到730‑780℃,使纯铝锭熔融成为铝液;向铝液中加入纯锌锭、铝铜合金、铝锰合金和由铝铜合金包套包裹的纯镁锭,电磁搅拌10‑20分钟后,获得第一预混液;将速熔硅投入到第一预混液中,待反应完全后进行除气处理,静置后添加Al‑Ti‑B中间合金和Al‑RE混合轻稀土,保温30‑80min,搅拌后静置,获得熔体;将熔体消泡并除渣后在振荡磁场内进行浇注,得到铸件,冷却至室温后经过固溶和时效处理,得到铝合
一种用于挤压铸造铝合金转向节的热处理工艺.pdf
本发明公开了一种用于挤压铸造铝合金转向节的热处理工艺,具体步骤如下:(1)把待处理的挤压铸造铝合金转向节铸件送入热处理炉内,在40‑60min之内加热到固溶温度535℃±5℃,保温480min;(2)之后,将A356.2铝合金转向节在15s之内转移到60‑90℃的水中淬火,淬火时间为240s;(3)接着,加热到时效温度165℃±5℃,保温360min;(4)最后,在空气中冷却至室温。本发明具有A356.2铝合金转向节获得良好的抗拉强度、屈服强度、伸长率及晶粒度的效果。
一种大型铝合金挤压铸造的活塞及其铸造技术.pdf
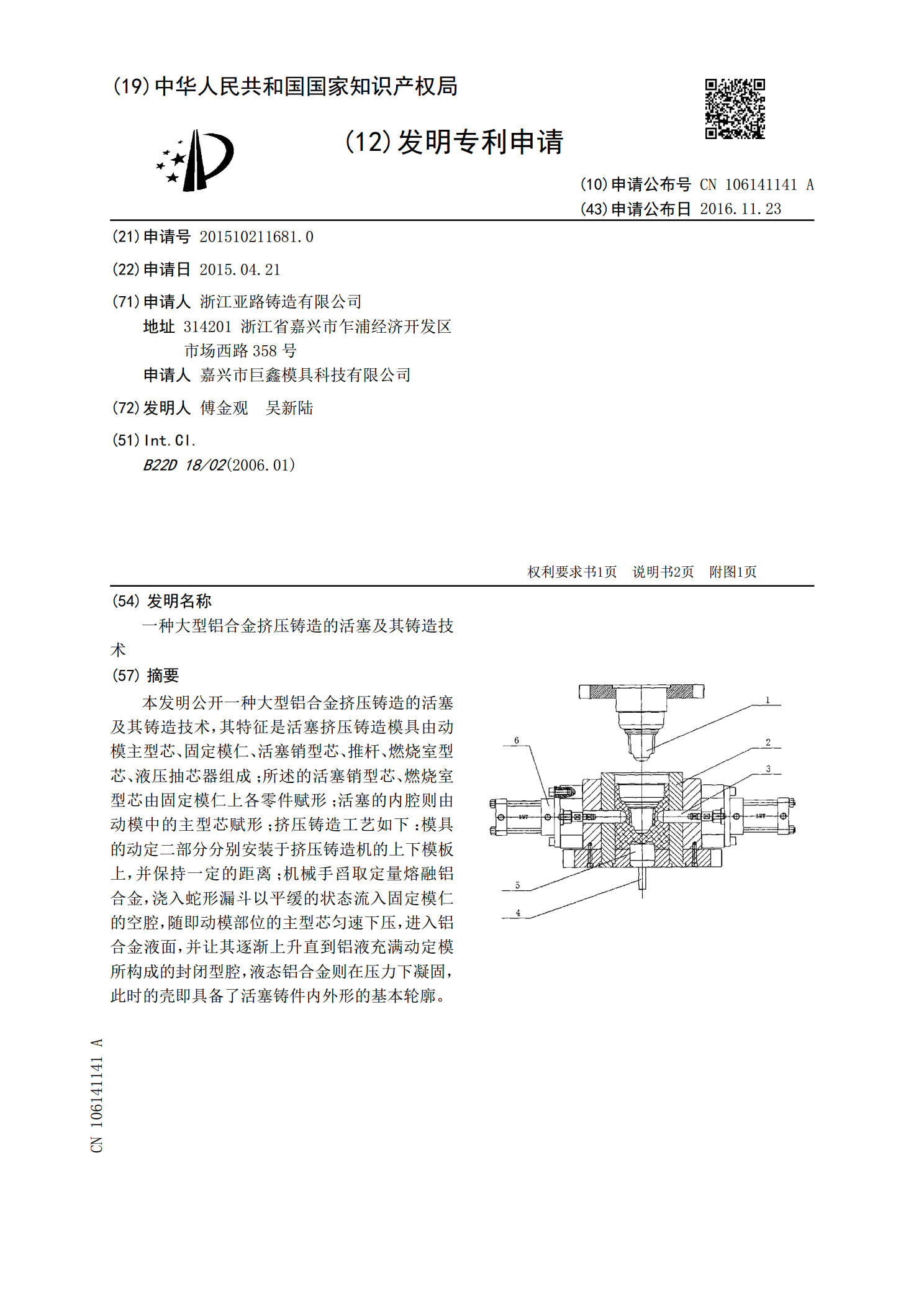
本发明公开一种大型铝合金挤压铸造的活塞及其铸造技术,其特征是活塞挤压铸造模具由动模主型芯、固定模仁、活塞销型芯、推杆、燃烧室型芯、液压抽芯器组成;所述的活塞销型芯、燃烧室型芯由固定模仁上各零件赋形;活塞的内腔则由动模中的主型芯赋形;挤压铸造工艺如下:模具的动定二部分分别安装于挤压铸造机的上下模板上,并保持一定的距离;机械手舀取定量熔融铝合金,浇入蛇形漏斗以平缓的状态流入固定模仁的空腔,随即动模部位的主型芯匀速下压,进入铝合金液面,并让其逐渐上升直到铝液充满动定模所构成的封闭型腔,液态铝合金则在压力下凝固,
挤压铸造铝合金的热处理方法及挤压铸造铝合金材料.pdf
本发明提供一种挤压铸造铝合金的热处理方法及挤压铸造铝合金材料,热处理方法包括如下步骤:(1)挤压铸造铸件放置于热处理炉中,先进行固溶100‑140分钟;(2)将温度从25℃开始升温至450‑550℃,保温100‑140分钟。(3)将铸件取出,在5‑15秒内淬入水中;(4)然后进行人工时效,从25℃开始,匀速升温至150℃‑200℃后进行保温,保温持续150‑200分钟,然后取出试样,空冷。