
热处理炉以及用于对预涂层的钢板坯进行热处理的方法和用于制造机动车构件的方法.pdf

书生****35


1/10

2/10
3/10

4/10

5/10

6/10

7/10
8/10

9/10

10/10
亲,该文档总共21页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
热处理炉以及用于对预涂层的钢板坯进行热处理的方法和用于制造机动车构件的方法.pdf
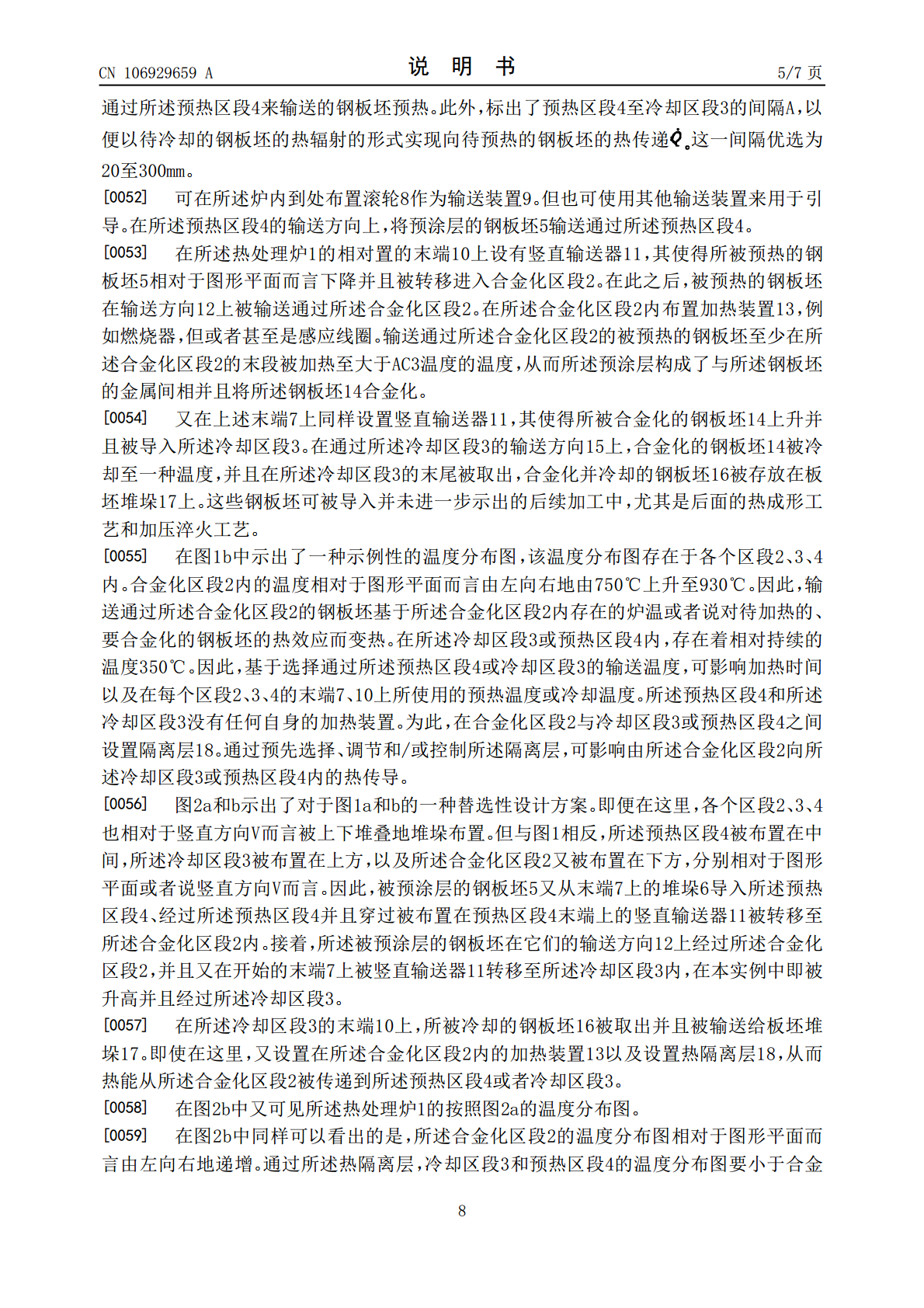
本发明涉及一种根据权利要求1以及权利要求7中的特征的用于对钢板坯进行热处理的热处理炉和方法。此外,本发明还涉及一种根据权利要求14中的特征的用于制造热成形的和加压淬火的机动车构件(26)的方法。
热处理炉的预处理条件的确定方法、热处理炉的预处理方法、热处理装置以及已进行热处理的半导体晶片的制造方法和制造装置.pdf
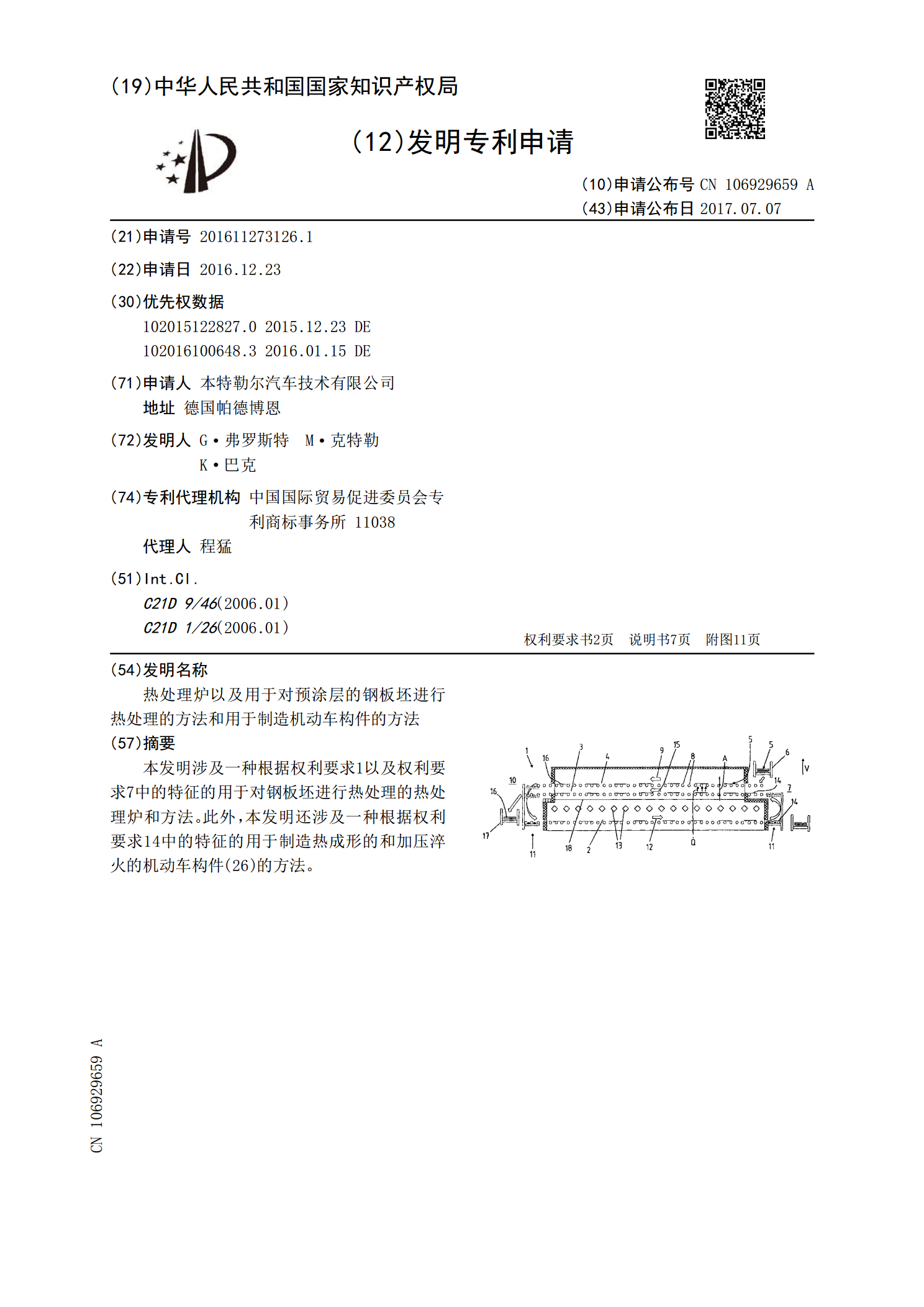
本发明提供热处理炉的预处理条件的确定方法,上述预处理是指边对上述热处理炉的炉内供给气体边进行加热,该热处理炉的预处理条件的确定方法包括:设定供给气体的种类与加热温度的组合的多个候选;对各组合的候选赋予分数,该分数是根据判定为上述预处理的去除对象的对象金属的种类确定的;以及以上述赋予的分数为指标,从上述多个候选中确定用作预处理条件的供给气体的种类与加热温度的组合。

用于对工件进行形变热处理的方法、炉装置和系统.pdf
一种用于对工件进行形变热处理的系统,该系统包括:炉装置(8),在该炉装置中能将工件(4)加热到变形温度;和成形装置(12),在该成形装置中能形成被加热的工件(4)。借助于传送装置(10)能将工件(4)从炉装置(8)传送到成形装置(12)。传送装置(10)布置在传送室(36)中,该传送室至少局部地通过壳体(38)界定并且在很大程度上跨接炉装置(8)与成形装置(12)之间的空间。此外提出一种用于对工件(4)进行形变热处理的方法。
用于生产设置有涂层的钢构件的方法和钢构件.pdf
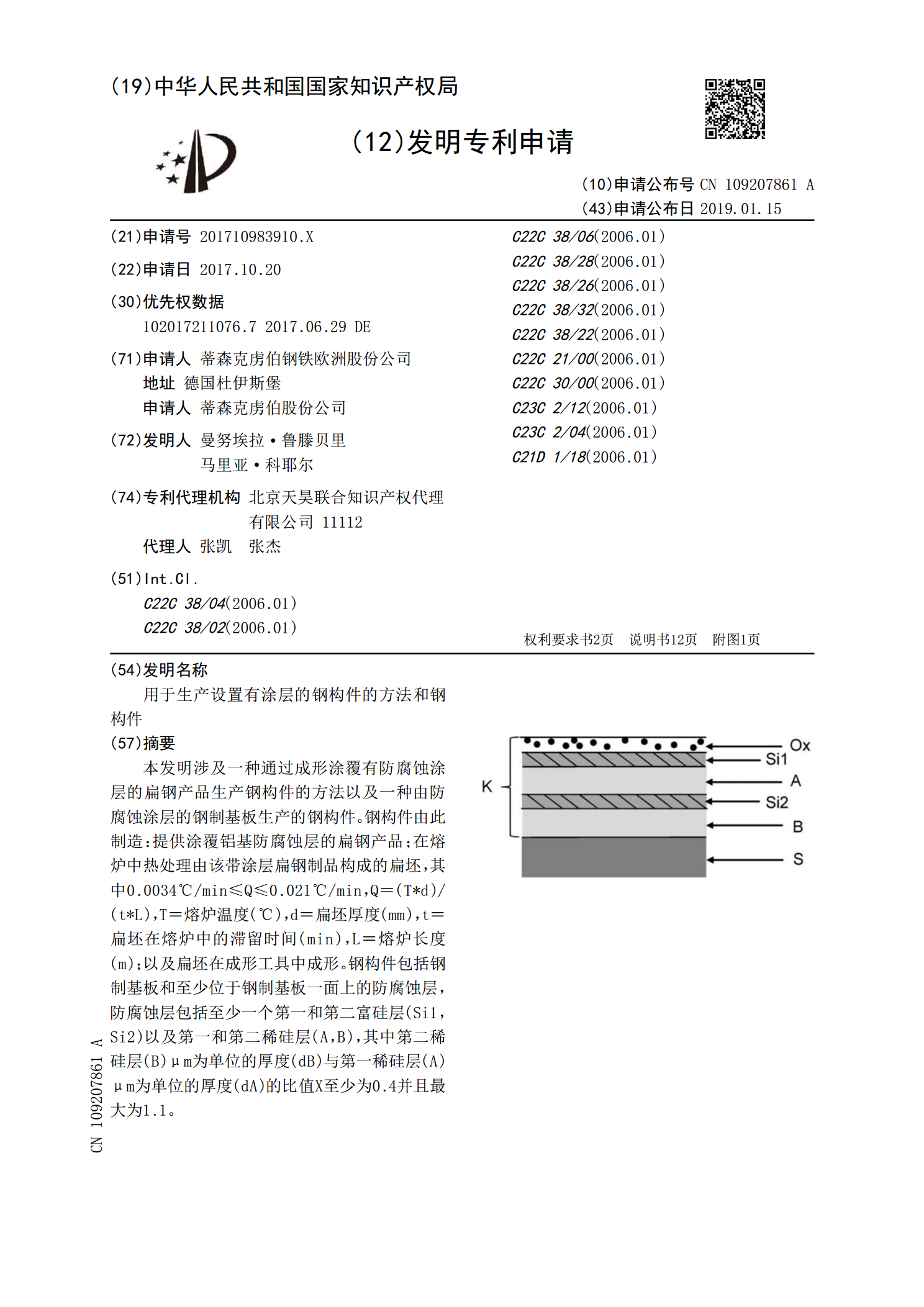
本发明涉及一种通过成形涂覆有防腐蚀涂层的扁钢产品生产钢构件的方法以及一种由防腐蚀涂层的钢制基板生产的钢构件。钢构件由此制造:提供涂覆铝基防腐蚀层的扁钢产品;在熔炉中热处理由该带涂层扁钢制品构成的扁坯,其中0.0034℃/min≤Q≤0.021℃/min,Q=(T*d)/(t*L),T=熔炉温度(℃),d=扁坯厚度(mm),t=扁坯在熔炉中的滞留时间(min),L=熔炉长度(m);以及扁坯在成形工具中成形。钢构件包括钢制基板和至少位于钢制基板一面上的防腐蚀层,防腐蚀层包括至少一个第一和第二富硅层(Si1,S
用于钢带热处理的热处理设备以及控制用于钢带热处理的热处理设备的方法.pdf
在一种控制用于钢带热处理的热处理设备的方法中,该热处理设备包括至少一个退火炉并且具有至少一个开环和/或闭环控制设备,借助于该控制设备,对在热处理设备中进行的钢带热处理进行以开环和/或闭环为基础的控制,以维持至少一个所期望的材料特性,尤其是机械特性,其中,所述开环和/或闭环控制设备优选包括实现了预判或者预先计算该钢带在经历热处理后的所述至少一个机械性质的模型预测的调节部,在该调节部中,输入数据被处理以用于调整或者用于控制当前的退火工艺或者热处理工艺或循环的至少一个调节参量,所述输入数据包括至少一个来自用于退