
一种热冲压成形钢的连续退火方法.pdf

盼易****君a

1/8

2/8
3/8
4/8
5/8
6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种热冲压成形钢的连续退火方法.pdf
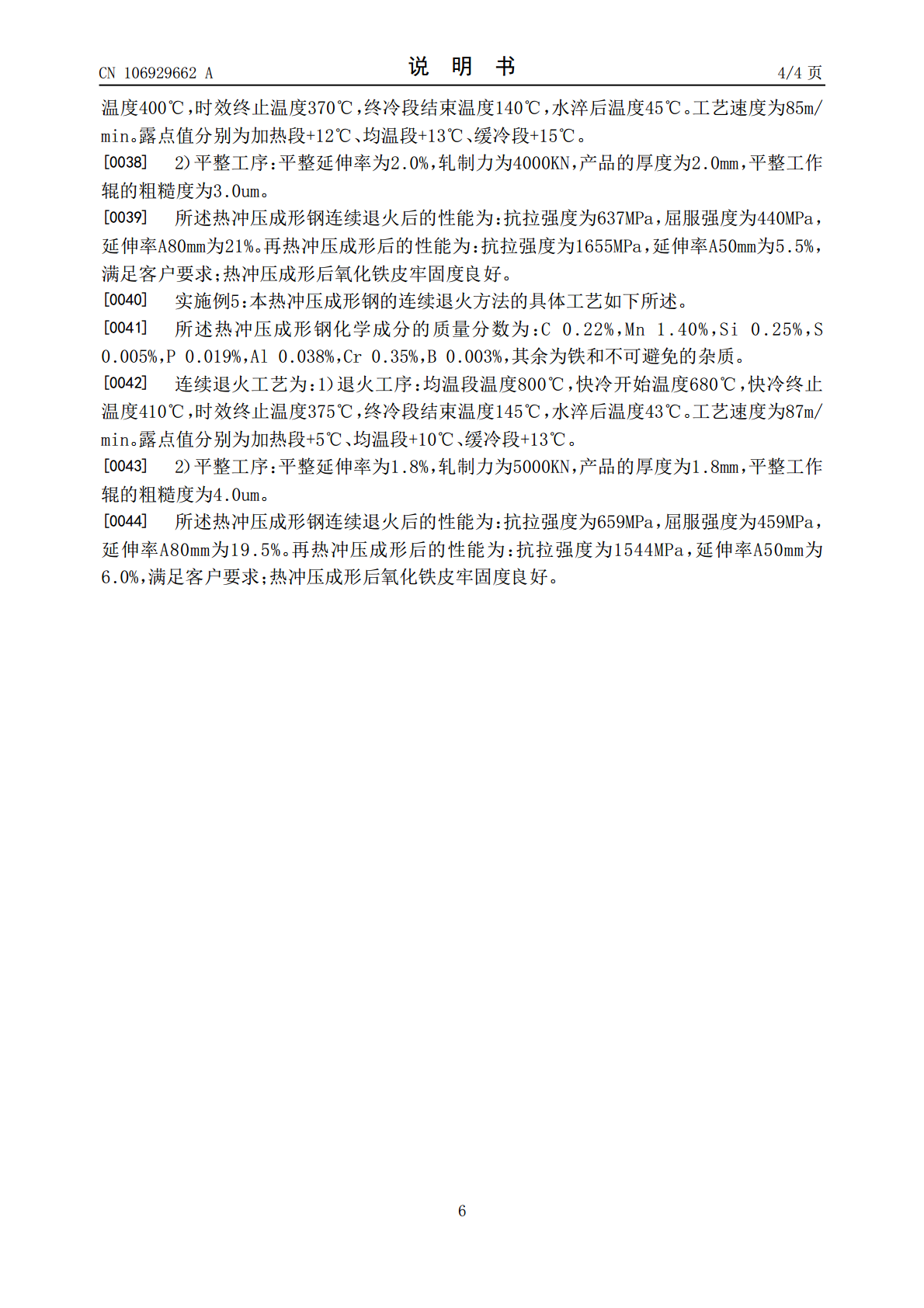
本发明公开了一种热冲压成形钢的连续退火方法,其包括退火和平整工序;所述退火工序:均温段温度780~800℃,快冷开始温度670~690℃,快冷终止温度390~410℃,时效终止温度360~380℃,终冷段结束温度140~160℃,水淬后温度43~50℃。本方法采用连退法生产,生产效率更高;不采用Al‑Si镀层设计,生产成本低;采用合理的加热温度、生产速度等生产工艺,配合炉内的露点生产产品,提高后续热冲压形成氧化铁皮与基体的结合牢固度;采用合理的平整工艺,配合一定粗糙度的平整工作辊,控制带钢的表面粗糙度,提

冲压钢连续退火工艺研究.docx
冲压钢连续退火工艺研究冲压钢连续退火工艺研究摘要:随着冲压工艺的发展,冲压钢产品在各个行业中广泛应用。然而,冲压过程中的应力、变形和高温处理等因素会对冲压钢的性能产生不可忽视的影响。因此,连续退火作为冲压钢产品制造过程中重要的热处理工艺之一,对于提高冲压钢产品的性能和质量至关重要。本文旨在研究冲压钢连续退火工艺的影响因素、退火工艺参数及其对冲压钢性能的影响,并提出优化连续退火工艺的建议。引言:冲压钢是冲压工艺中常用的材料,其具有高强度、耐磨性和成形性好等优点,在汽车、电器、航空等领域广泛应用。然而,冲压过
热冲压成形用铝合金预涂镀钢板的生产方法及连续退火炉.pdf
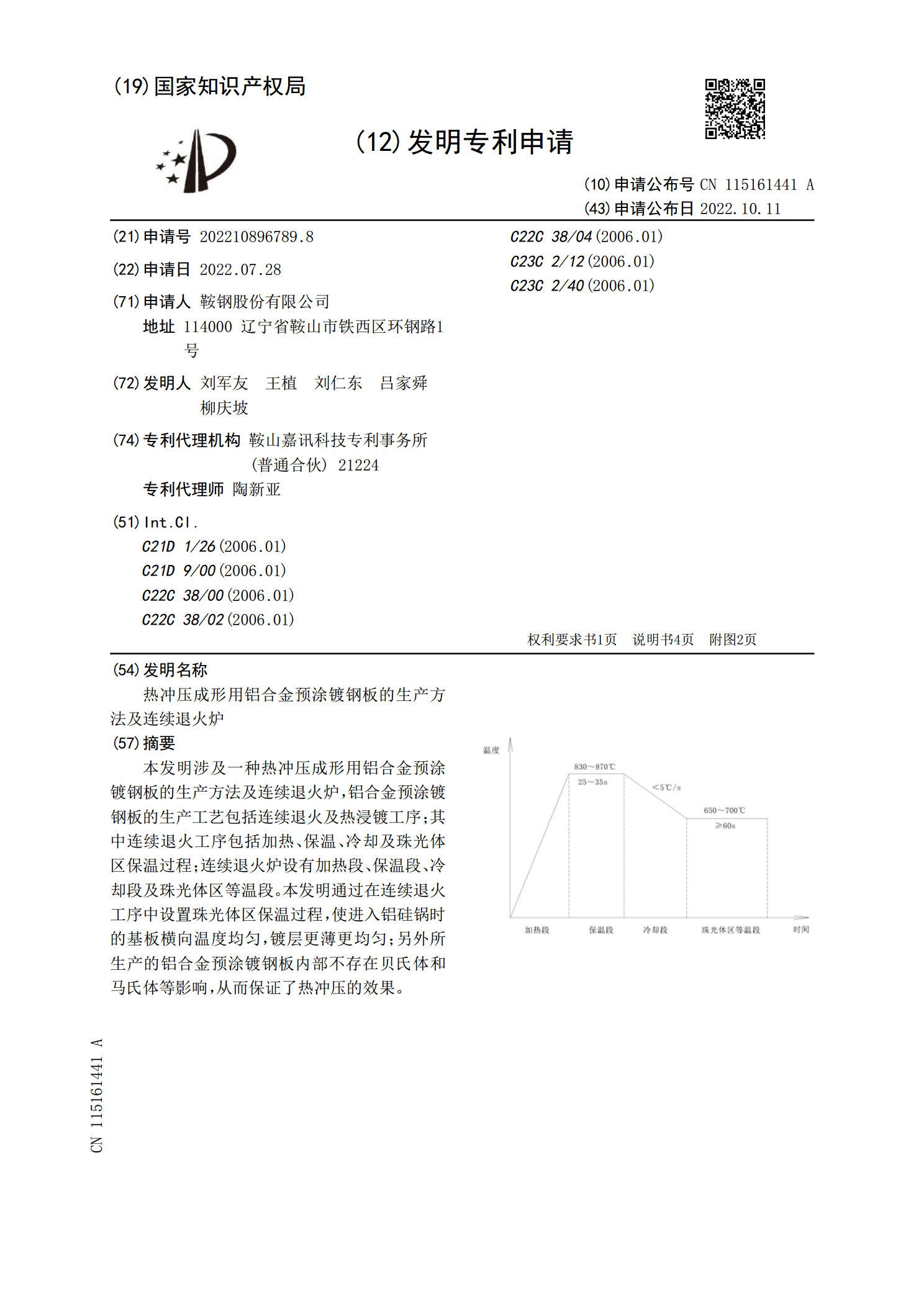
本发明涉及一种热冲压成形用铝合金预涂镀钢板的生产方法及连续退火炉,铝合金预涂镀钢板的生产工艺包括连续退火及热浸镀工序;其中连续退火工序包括加热、保温、冷却及珠光体区保温过程;连续退火炉设有加热段、保温段、冷却段及珠光体区等温段。本发明通过在连续退火工序中设置珠光体区保温过程,使进入铝硅锅时的基板横向温度均匀,镀层更薄更均匀;另外所生产的铝合金预涂镀钢板内部不存在贝氏体和马氏体等影响,从而保证了热冲压的效果。
连续冲压成形方法以及用于实施该连续冲压成形方法的加热装置.pdf
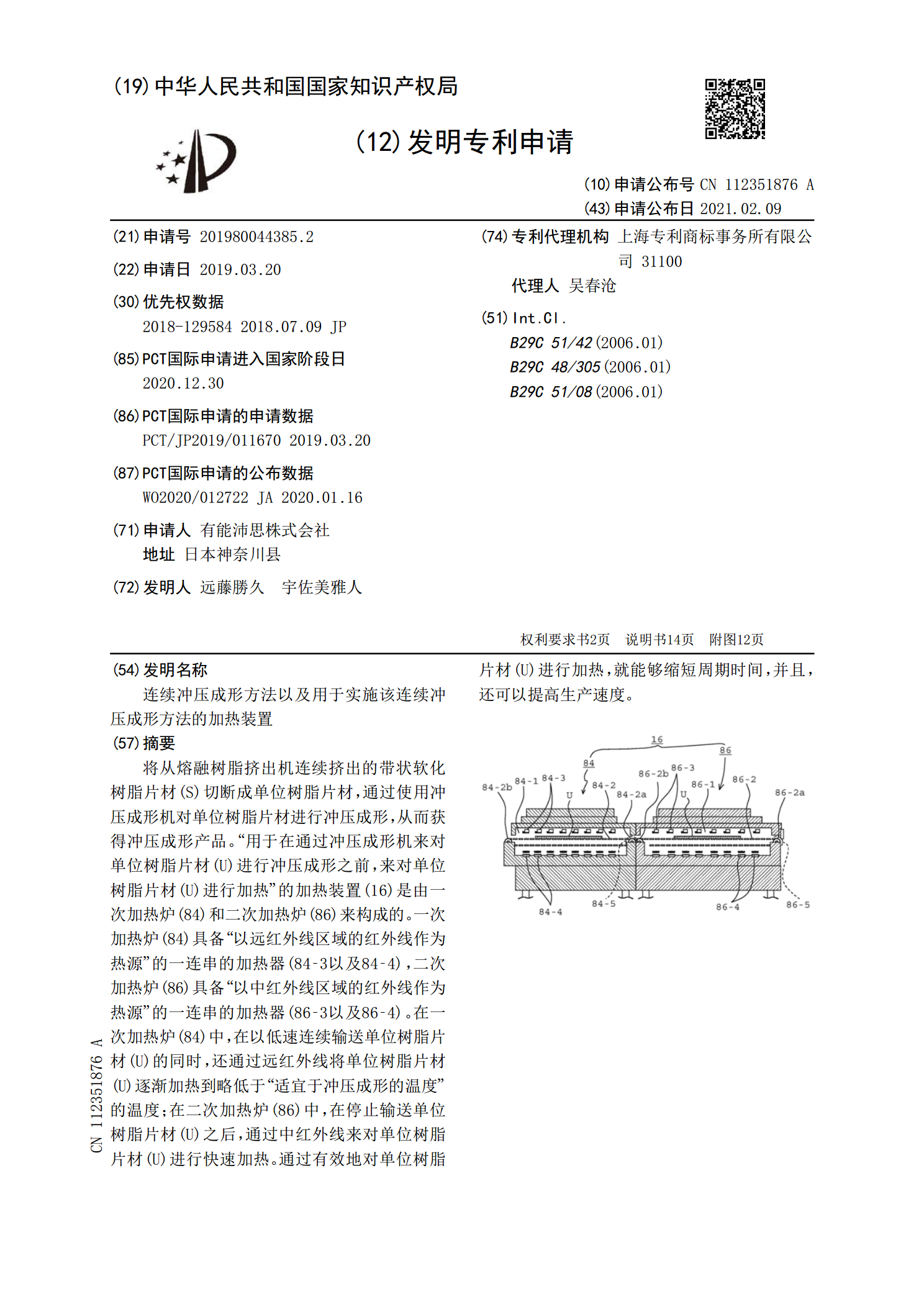
将从熔融树脂挤出机连续挤出的带状软化树脂片材(S)切断成单位树脂片材,通过使用冲压成形机对单位树脂片材进行冲压成形,从而获得冲压成形产品。“用于在通过冲压成形机来对单位树脂片材(U)进行冲压成形之前,来对单位树脂片材(U)进行加热”的加热装置(16)是由一次加热炉(84)和二次加热炉(86)来构成的。一次加热炉(84)具备“以远红外线区域的红外线作为热源”的一连串的加热器(84‑3以及84‑4),二次加热炉(86)具备“以中红外线区域的红外线作为热源”的一连串的加热器(86‑3以及86‑4)。在一次加热炉
热冲压成形用钢材、热冲压成形工艺及热冲压成形构件.pdf
本申请提供一种热冲压成形用钢材、热冲压成形工艺及热冲压成形构件。热冲压成形用钢材以重量百分比计包括C:0.2?0.4%,Si:0?0.8%,Al:0?1.0%,B:0?0.005%,Mn:0.5?3.0%,Mo:0?1%,Cr:0?2%,Ni:0?5%,V:0?0.4%,Nb:0?0.2%,Ti:≤0.01%,以及冶炼时不可避免的P、S、N等杂质元素,并且其中当B≤0.0005%时,满足29*Mo+16*Mn+14*Cr+5.3*Ni≥30%;当0.0005%<B≤0.005%时,含有0.4?1.0%的A