
一种用连铸连轧机组轧制铝及铝合金圆铝杆的新方法.pdf

韶敏****ab

1/5
2/5
3/5
4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种用连铸连轧机组轧制铝及铝合金圆铝杆的新方法.pdf
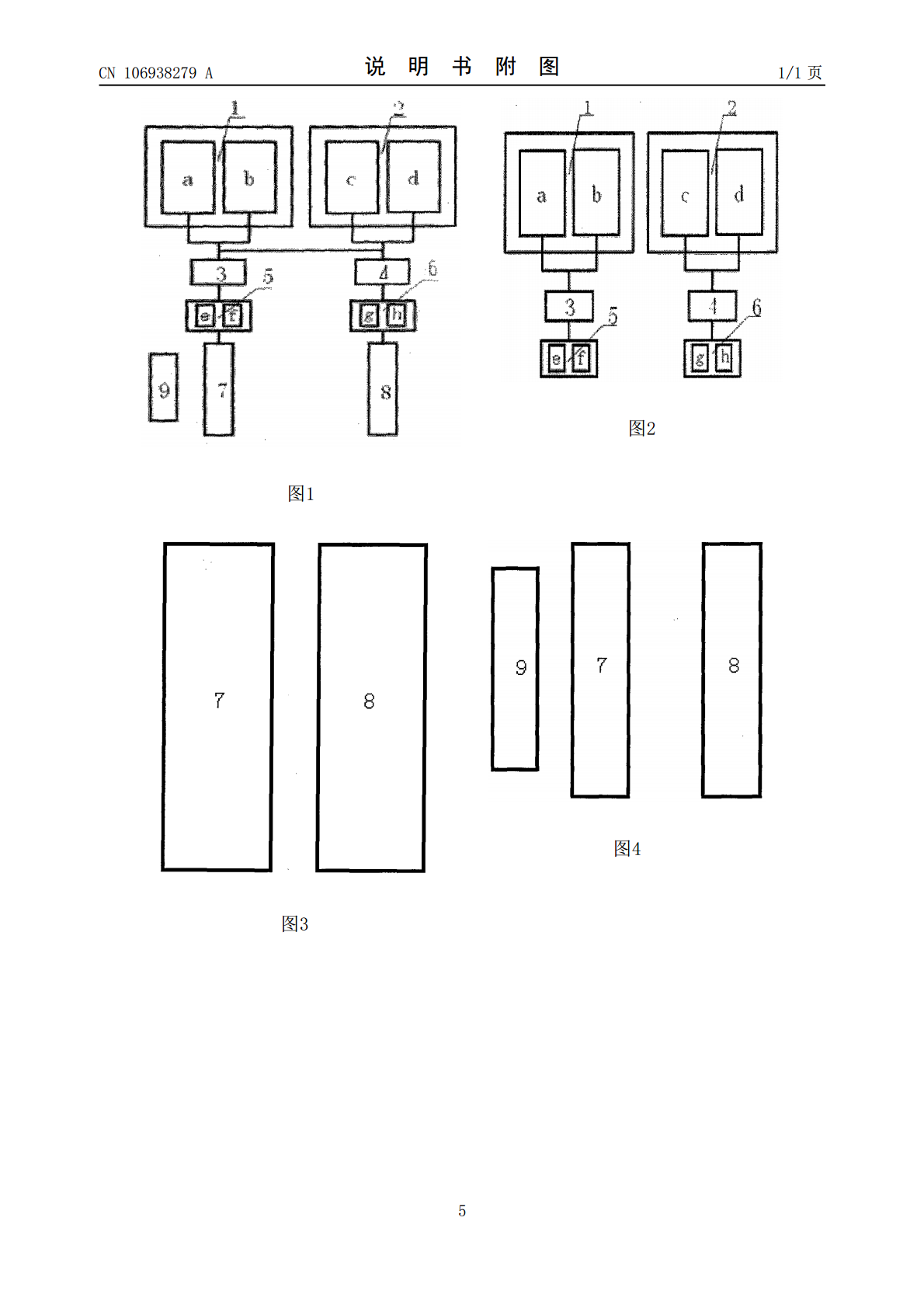
本发明涉及,一种用连铸连轧机组轧制铝及铝合金圆杆组合式生产新方法,由两台保温炉、两台除气箱、两台过滤箱、两台连铸连轧机组、两套收线装置组成一个生产单元。每个组合生产单元,共用一套冷却设施和控制系统、共由一组炉前操作人员和一组主、副操作手操作。每台连铸连轧机组配置一个保温炉,一台除气箱、两个过滤室、两个收线笼。每个组合单元两台保温炉铝液出口相连接,可以独立或相互满足两台轧机组铝液的需求;每台保温炉内设两个独立的保温室,两个保温室可以独立或交替满足一台轧机组对铝液的需求。

一种铝杆连铸连轧用结晶轮.pdf
本发明提供一种铝杆连铸连轧用结晶轮,涉及铸轧技术领域。该基于一种铝杆连铸连轧用结晶轮,包括结晶轮体、拆分板和连接轴,所述连接轴设置在结晶轮体的中部,所述连接轴的前端面四周均固定连接有支撑杆,所述支撑杆的一端且相对于结晶轮体的内侧固定连接有缓冲中空圆形架,所述支撑杆的内侧且相对于缓冲中空圆形架的内侧固定连接有连接圆架,所述连接圆架的内侧贯穿设置有安置口,所述安置口设置有多个且等间距排列,所述安置口的中间设置有连接块,所述连接块的中部且相对于导水孔贯穿设置有安装孔,所述安装孔的内部且相对于导水孔设置有喷洒器。

一种铝杆连铸连轧生产线.pdf
本发明涉及铝杆生产轧制领域,具体是一种铝杆连铸连轧生产线,包括用于融化原料的铝炉,用于冷却固化金属液体的浇铸机,用于牵引浇铸机成型铝杆的滚剪牵引装置,用于铝杆轧制成型的连轧机,用于收线的收线装置。本发明收线装置不用引杆油,在保证铝合金杆表面无划伤的同时避免了铝合金杆散热油烟污染,此外在连轧机通过设置润滑油及乳化液循环系统,润滑油单独对轴承、齿轮进行润滑冷却,乳化液单独对轧件进行冷却,有效避免传统乳化液对轴承、齿轮造成磨损,延长连轧机的轴承、齿轮的使用寿命,避免生产过程因轴承、齿轮快速老化磨损而造成的堵杆、
一种6061铝合金圆杆的连铸连轧制备方法.pdf
本发明涉及一种6061铝合金圆杆的连铸连轧制备方法,属于铝合金圆杆加工技术领域。该方法包括:铝液熔炼、铝液合金化、铝液电磁搅拌、铝液精炼、铝液转炉、铝液在线除气、铝液在线过滤、铝液控流、铝液连续铸造、铝坯在线矫直、铝坯中频感应炉加热、铝坯粗轧、铝坯精轧、成品圆杆在线雾化淬冷、成品圆杆自动绕线和成品卷打包这些大步骤;本发明采用连铸连轧生产的6061铝合金圆杆,表面无裂纹、起皮、氧化皮;抗拉强度和伸长率高,物理性能稳定。生产效率高,能耗低,绿色低碳,易于推广应用。
用于配套铝连铸连轧生产线的铝混合炉群.pdf
本发明涉及一种用于配套铝连铸连轧生产线的铝混合炉群,其中,所述铝混合炉群包括多个铝混合炉,各所述铝混合炉分别与带保温盖的流槽连通,其中,为每座所述铝混合炉配设有电解铝液注入装置、铝水搅拌装置、炉内精炼装置、燃烧器及燃烧控制系统、炉体倾动装置、出铝控制系统、在线除气和过滤装置,其中,所述铝混合炉具有炉体倾动液压缸,所述炉体倾动液压缸被设计为适于在所述出铝控制系统的控制下旋转倾动所述铝混合炉,从而将所述铝混合炉内的熔融铝液通过流槽输送到连铸机。