
一种离子氮化表面改性的钢制搅拌摩擦焊搅拌头的制备方法.pdf

景山****魔王


1/8
2/8

3/8

4/8

5/8

6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种离子氮化表面改性的钢制搅拌摩擦焊搅拌头的制备方法.pdf
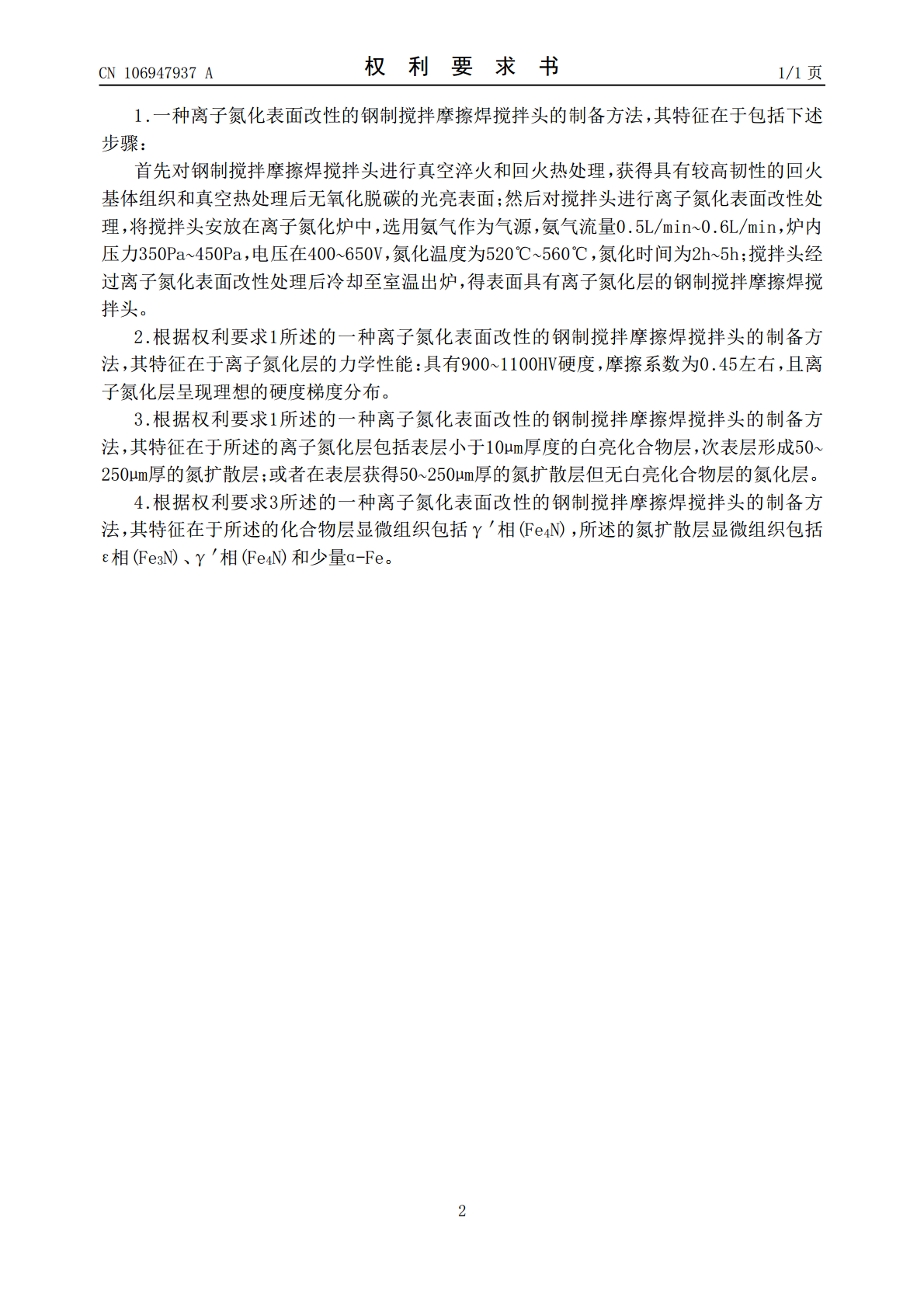
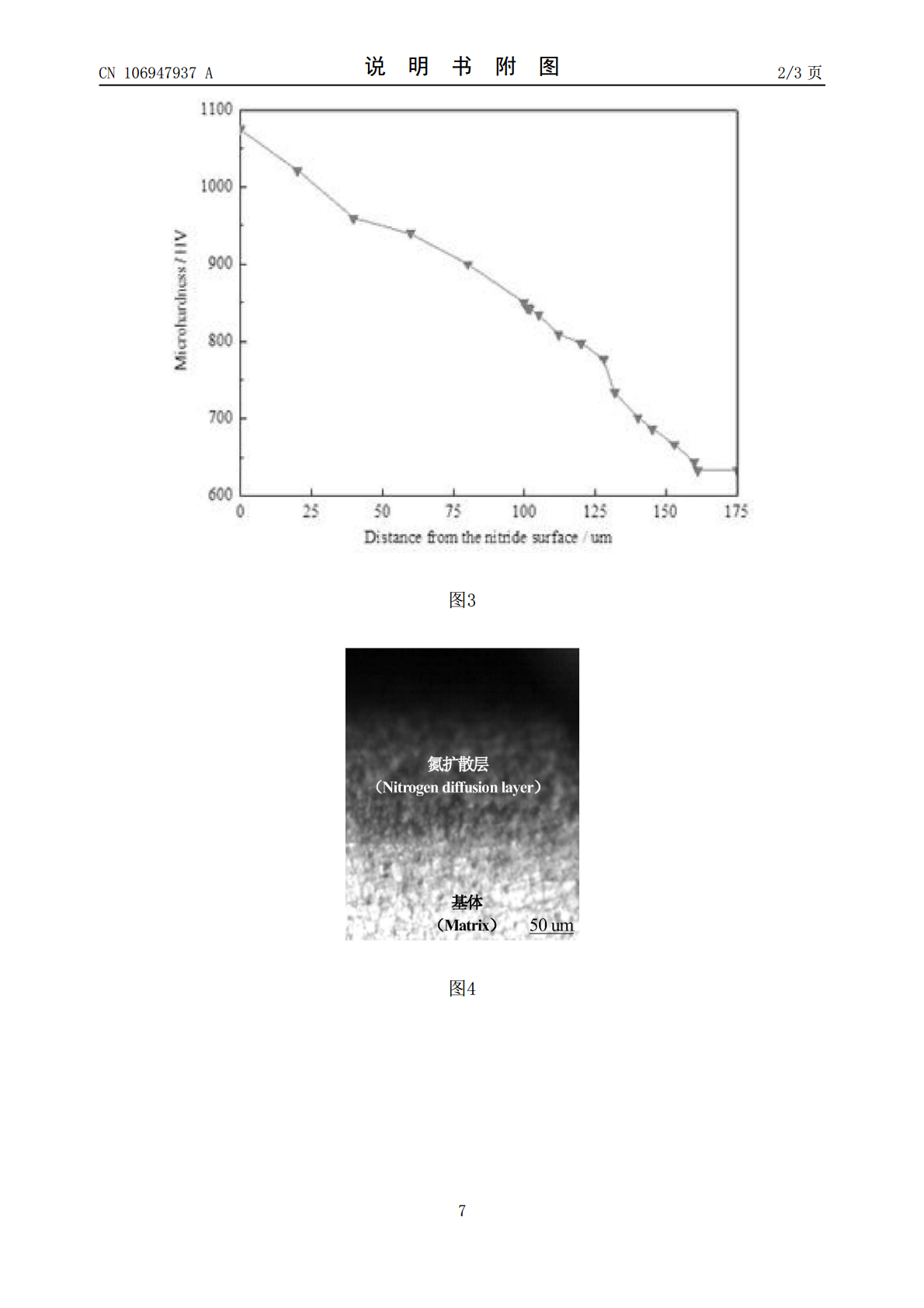
本发明涉及一种离子氮化表面改性的钢制搅拌摩擦焊搅拌头的制备方法,对预先经过真空淬火和回火热处理的钢制搅拌摩擦焊搅拌头本体进行离子氮化表面改性处理,搅拌头经过离子氮化表面改性处理后冷却至室温出炉。所制备的搅拌摩擦焊接搅拌头心部具有良好的冲击韧性,表层的离子氮化层使搅拌头具有高硬度、高耐磨性、良好的红硬性和优良的抗弯曲疲劳性能,氮化层从表层到基体呈现理想的硬度梯度分布,与基体结合力强,制造成本低,可显著延长搅拌头的使用寿命。
一种搅拌摩擦焊搅拌头材料以及搅拌头的制备方法.pdf
本发明公开了一种搅拌摩擦焊搅拌头材料以及搅拌头的制备方法,属于焊接用搅拌头制备技术领域。该搅拌摩擦焊搅拌头材料包括:按照重量百分比计的钨粉75‑85%和碳合金粉15‑25%,所述碳合金粉为碳化钛粉和碳化锆粉中的一种或两种组合。搅拌头的制备方法,包括:(1)按照上述配比将钨粉和碳合金粉混合后置于搅拌头模具中进行预成型处理,制得预成型坯体;(2)将所述预成型坯体置于炉中,随炉升温至2000‑2200℃,调节炉内压力为20‑25MPa,保温1‑1.5h,随炉自然冷却后制得。本发明制备的搅拌头具有优异的强度和耐磨

一种摩擦焊搅拌头的制造方法.pdf
本申请涉及一种摩擦焊搅拌头的制造方法,包括如下步骤:以H13模具钢锻造搅拌头粗胚,锻造比为3‑5;对所述粗胚进行机械加工,得到成型件;对所述成型件进行球化退火、真空淬火和真空回火,得到搅拌头。本申请实施例提供的摩擦焊搅拌头的制造方法,通过对H13模具钢进行锻造、球化退火,以及将真空淬火的温度控制在1000‑1040℃,使得搅拌头的钢材缺陷减少、组织结构优化、合金充分溶解且晶粒细化,大幅提高了搅拌头的韧性和寿命。

用于搅拌摩擦焊的搅拌头的清洗方法.pdf
用于搅拌摩擦焊的搅拌头的清洗方法,它涉及一种搅拌头的清洗方法。针对目前搅拌摩擦焊使用的搅拌头清洗时会划伤搅拌头表面且清洗速度慢的问题。所述方法由以下步骤完成:步骤一:将耐腐蚀金属团放入耐腐蚀容器中;步骤二:将清洗液注入耐腐蚀容器中;步骤三:让搅拌头旋转插入耐腐蚀容器中,使其充分浸入清洗液并与耐腐蚀金属团充分接触,耐腐蚀金属团固定在耐腐蚀容器的内壁上;步骤四:待搅拌头表面的粘附材料充分溶解之后,拔出搅拌头;步骤五:用水冲洗搅拌头,去除其表面残留的清洗液,随后使用吹风机将其吹干,获得干净的搅拌头,整个清洗过程

搅拌摩擦焊搅拌头的研究进展.docx
搅拌摩擦焊搅拌头的研究进展搅拌摩擦焊(frictionstirwelding,简称FSW)是一种新型焊接技术,于20世纪90年代初首次出现。搅拌摩擦焊通过不断转动和推进搅拌头,将工件材料加热至半固态状态并实现焊接。搅拌摩擦焊具有焊接速度快、焊缝质量高以及适用于多种材料等优点,因此被广泛应用于航空航天、汽车制造等领域。本文将对搅拌摩擦焊搅拌头的研究进展进行综述。首先,搅拌摩擦焊搅拌头的结构与设计是研究的关键。在早期的研究中,采用圆柱形搅拌头进行实验,但由于其焊接特性的限制,很难实现对大尺寸工件的焊接。因此,