
一种短流程热冲压成形生产线设备及其生产工艺.pdf

一条****淑淑

1/8
2/8
3/8
4/8
5/8
6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种短流程热冲压成形生产线设备及其生产工艺.pdf
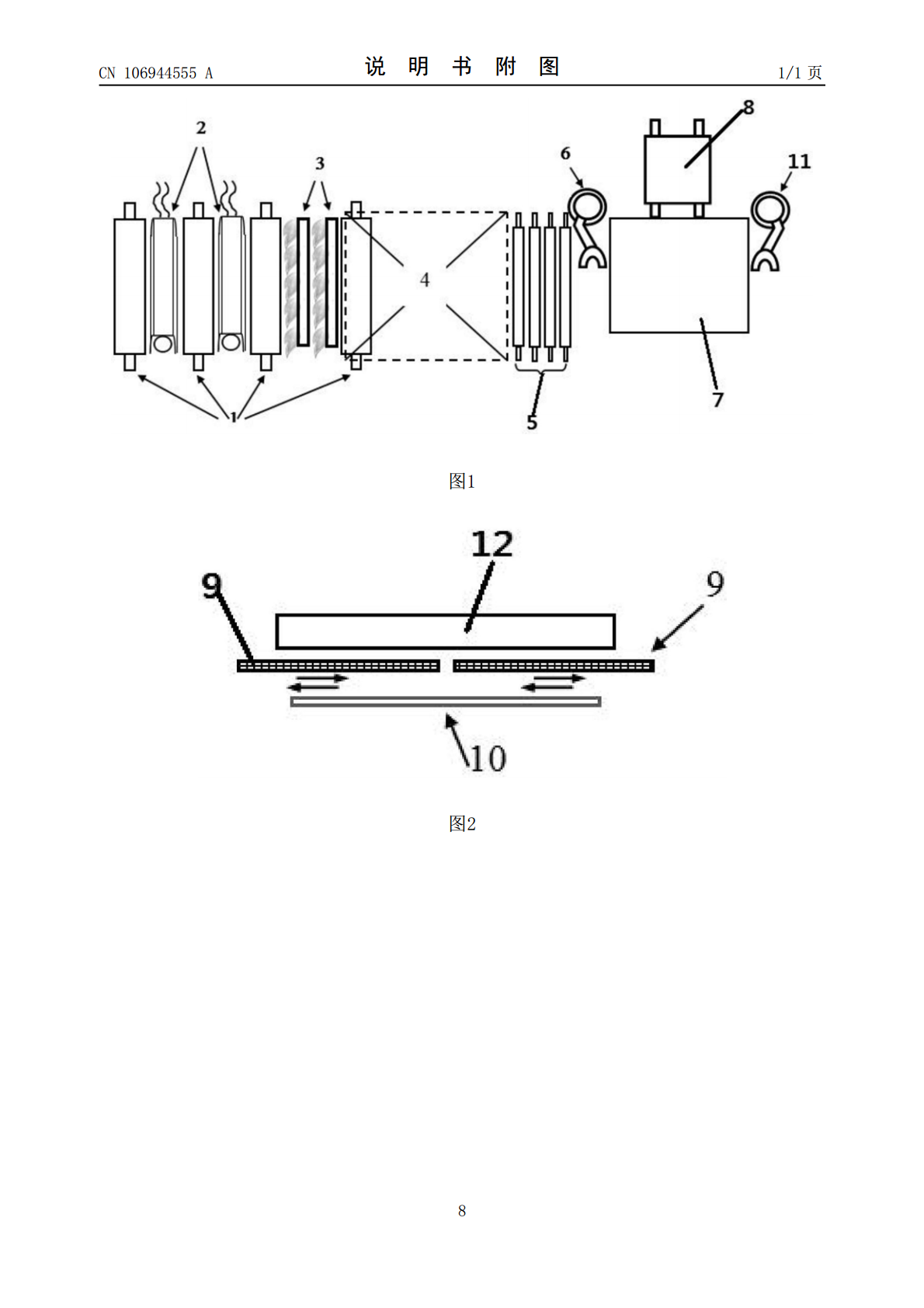
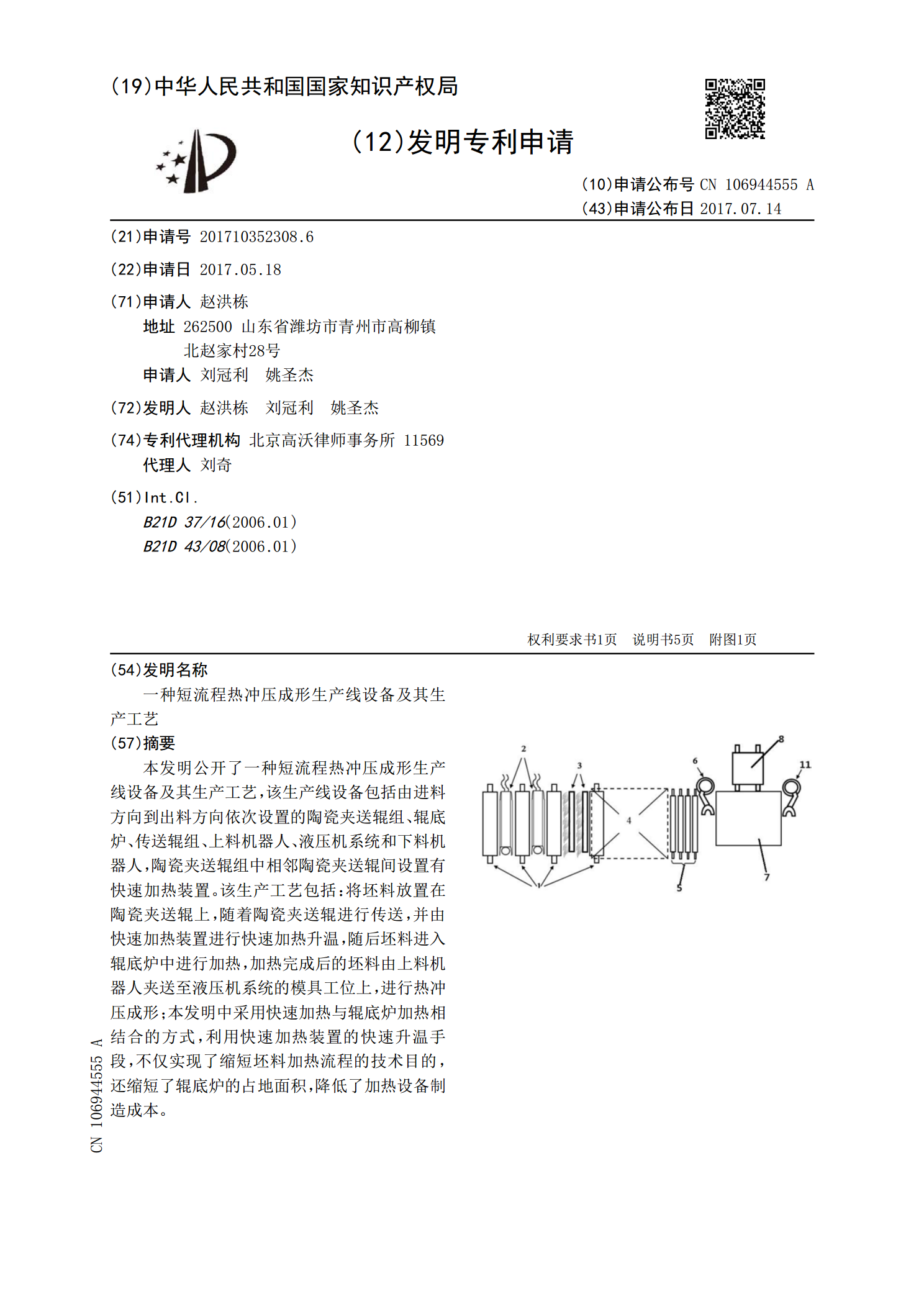
本发明公开了一种短流程热冲压成形生产线设备及其生产工艺,该生产线设备包括由进料方向到出料方向依次设置的陶瓷夹送辊组、辊底炉、传送辊组、上料机器人、液压机系统和下料机器人,陶瓷夹送辊组中相邻陶瓷夹送辊间设置有快速加热装置。该生产工艺包括:将坯料放置在陶瓷夹送辊上,随着陶瓷夹送辊进行传送,并由快速加热装置进行快速加热升温,随后坯料进入辊底炉中进行加热,加热完成后的坯料由上料机器人夹送至液压机系统的模具工位上,进行热冲压成形;本发明中采用快速加热与辊底炉加热相结合的方式,利用快速加热装置的快速升温手段,不仅实现
一种高强度钢板热冲压成形生产线及其生产工艺.pdf
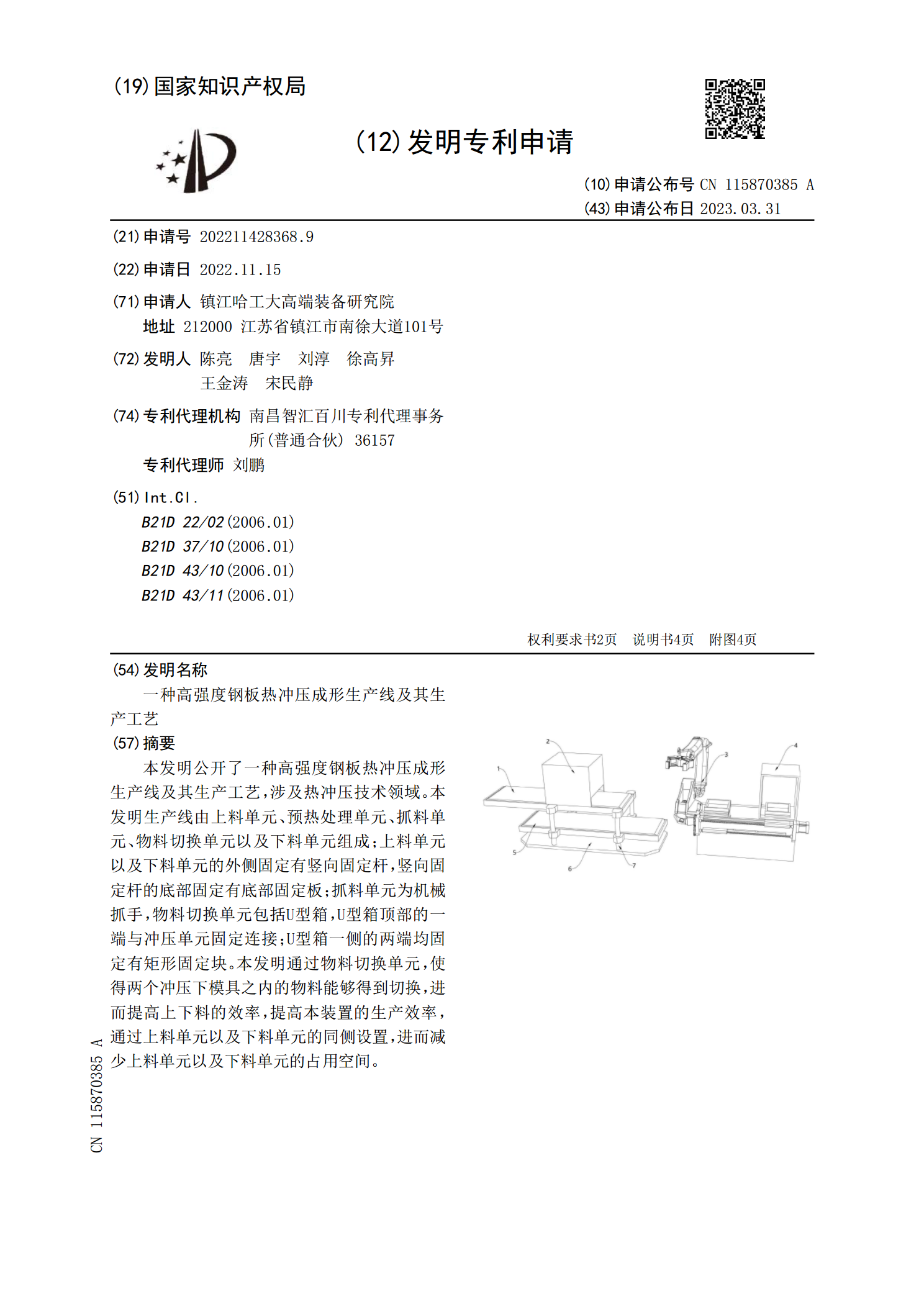
本发明公开了一种高强度钢板热冲压成形生产线及其生产工艺,涉及热冲压技术领域。本发明生产线由上料单元、预热处理单元、抓料单元、物料切换单元以及下料单元组成;上料单元以及下料单元的外侧固定有竖向固定杆,竖向固定杆的底部固定有底部固定板;抓料单元为机械抓手,物料切换单元包括U型箱,U型箱顶部的一端与冲压单元固定连接;U型箱一侧的两端均固定有矩形固定块。本发明通过物料切换单元,使得两个冲压下模具之内的物料能够得到切换,进而提高上下料的效率,提高本装置的生产效率,通过上料单元以及下料单元的同侧设置,进而减少上料单元

高强度钢板热冲压成形生产线及其生产工艺.pdf
本发明涉及一种高强度钢板热冲压成形生产线及其生产工艺。主要由2.6*1800mm开卷线单元、落料堆垛单元、拆垛打标单元、20m加热炉单元、快速上料单元、800t压机单元、快速下料单元、1000*1800mm激光切割单元和1200*2000mm抛丸涂油单元组成,各单元有自己的PLC控制系统,各单元的PLC控制系统通过PROFIBUS工业总线与生产线主站PLC控制系统相连。生产工艺包括开卷、落料、预成型、拆垛、双料片检测、对中入炉、加热均匀奥氏体、快速出炉、压机上料、冲压淬火处理、下料、切割和涂油。效果主要体
热冲压成形工艺及热冲压成形构件.pdf
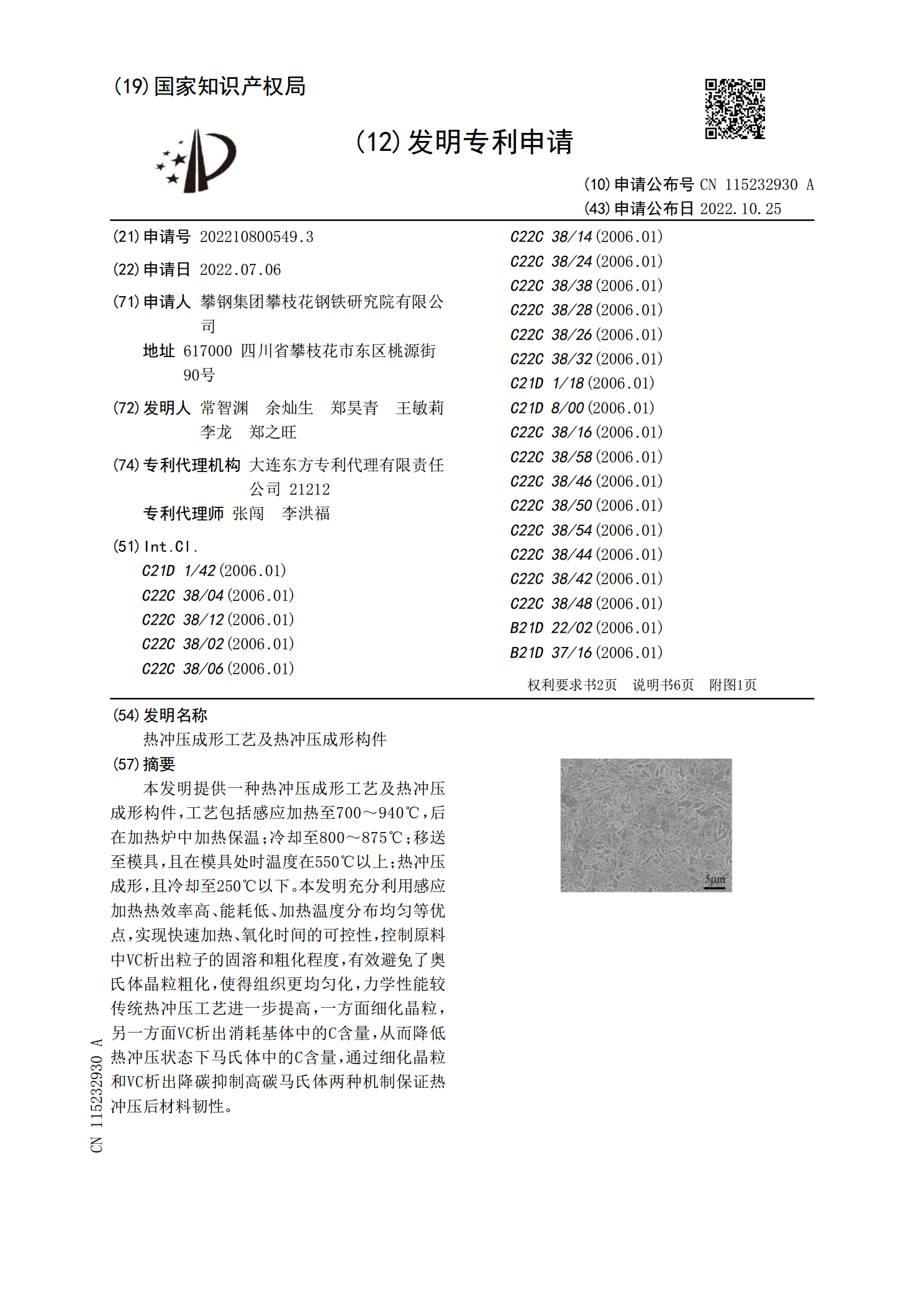
本发明提供一种热冲压成形工艺及热冲压成形构件,工艺包括感应加热至700~940℃,后在加热炉中加热保温;冷却至800~875℃;移送至模具,且在模具处时温度在550℃以上;热冲压成形,且冷却至250℃以下。本发明充分利用感应加热热效率高、能耗低、加热温度分布均匀等优点,实现快速加热、氧化时间的可控性,控制原料中VC析出粒子的固溶和粗化程度,有效避免了奥氏体晶粒粗化,使得组织更均匀化,力学性能较传统热冲压工艺进一步提高,一方面细化晶粒,另一方面VC析出消耗基体中的C含量,从而降低热冲压状态下马氏体中的C含量
热冲压成形用钢材、热冲压成形工艺及成形构件.pdf
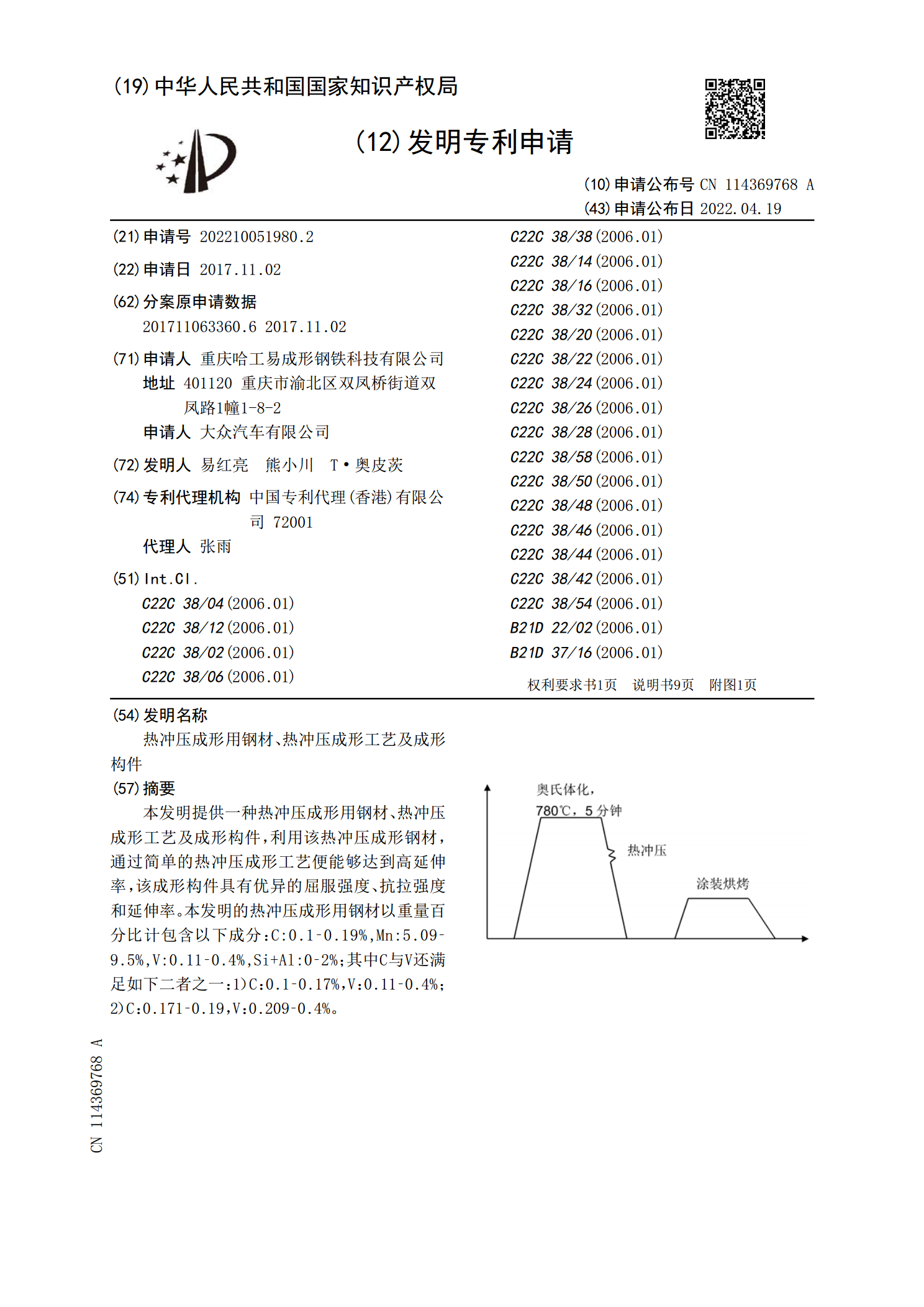
本发明提供一种热冲压成形用钢材、热冲压成形工艺及成形构件,利用该热冲压成形钢材,通过简单的热冲压成形工艺便能够达到高延伸率,该成形构件具有优异的屈服强度、抗拉强度和延伸率。本发明的热冲压成形用钢材以重量百分比计包含以下成分:C:0.1?0.19%,Mn:5.09?9.5%,V:0.11?0.4%,Si+Al:0?2%;其中C与V还满足如下二者之一:1)C:0.1?0.17%,V:0.11?0.4%;2)C:0.171?0.19,V:0.209?0.4%。