
一种油井管线用钢带及其制备方法.pdf

Ch****91

1/8
2/8
3/8
4/8

5/8
6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种油井管线用钢带及其制备方法.pdf
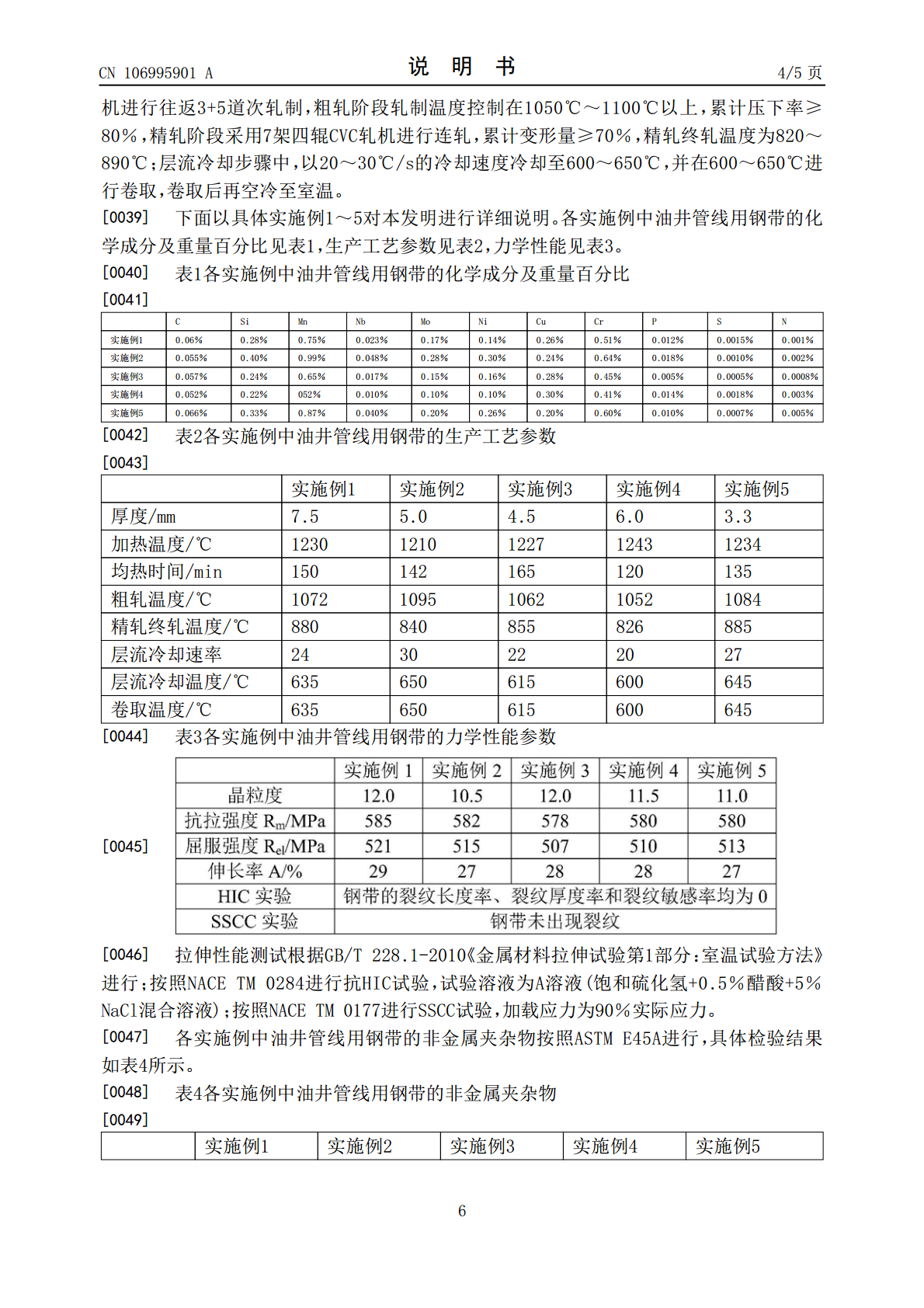
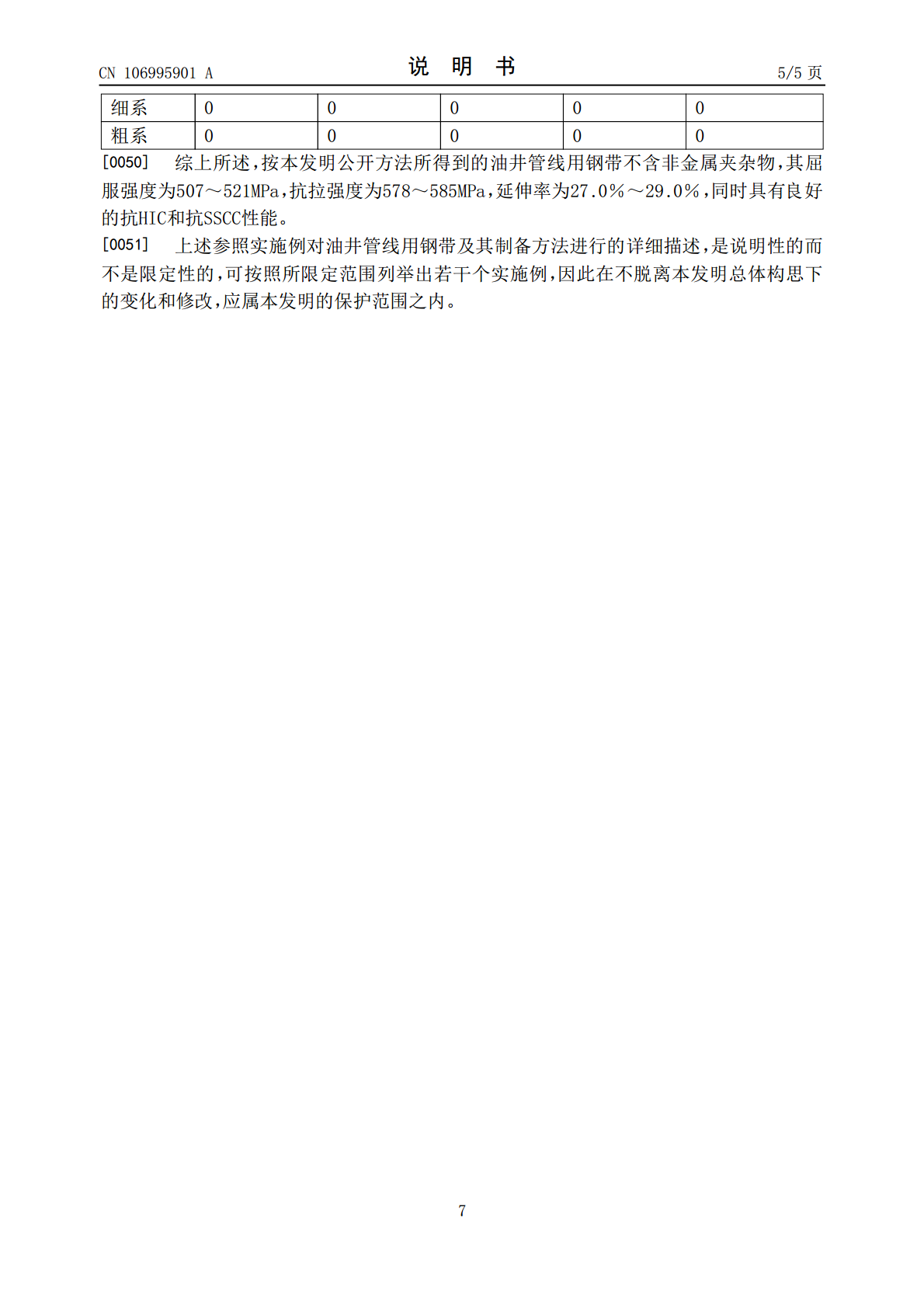
本发明公开了一种油井管线用钢带及其制备方法,所述油井管线用钢带所含化学成分及重量百分比为:C0.050~0.080%、Si0.20~0.40%、Mn0.50~1.00%、Nb0.010~0.050%、Mo0.10~0.30%、Ni0.10~0.30%、Cu0.20~0.30%、Cr0.40~0.65%、P≤0.020%、S≤0.002%、N≤0.005%;其余为Fe和不可避免的杂质元素。制备方法为:铁水深脱硫‑‑转炉顶底复合吹炼‑‑合金微调‑‑LF炉精炼‑‑板坯连铸‑‑连铸坯加热‑‑2机架
一种卷尺用弹簧钢带及其制备方法.pdf
本发明公开了一种卷尺用弹簧钢带及其制备方法,卷尺用弹簧钢带化学成分以质量百分数计含有:C:0.66~0.72%、Si:1.80~2.10%、Mn:0.80~1.10%、P≤0.020%、S≤0.020%、Ti≤0.0020%、Al≤0.010%,余量为Fe和不可避免的杂质。制备方法包括电炉初炼、LF精炼、VD精炼、连铸、铸坯加热、带钢轧制和带钢卷曲。本发明通过调整化学成分中的碳和硅含量,通过采用LF+VD夹杂物塑性化工艺获得洁净钢,采用控轧控冷工艺轧制获得均匀、细小组织和脱碳少的热轧钢带,其非金属夹杂总和
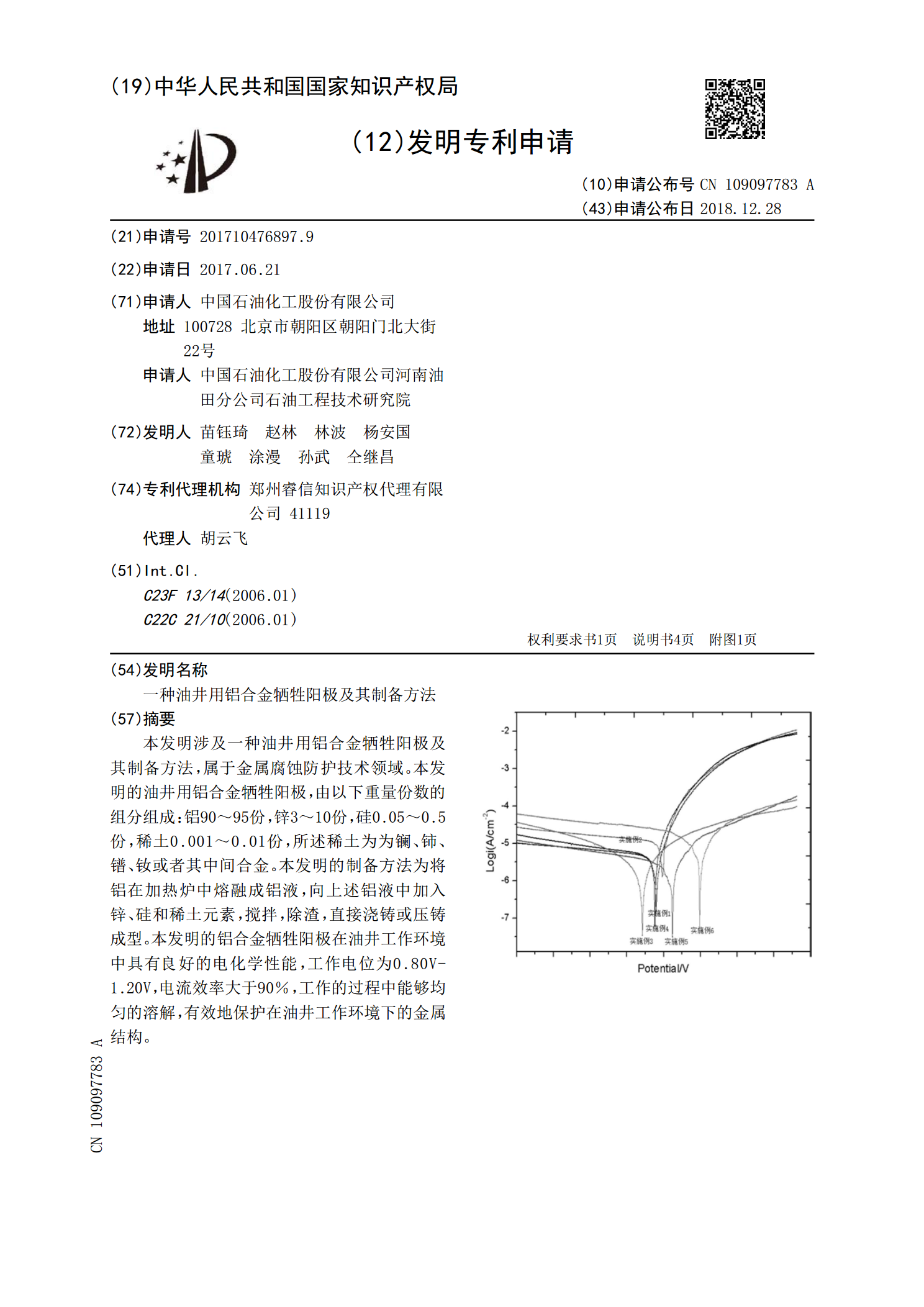
一种油井用铝合金牺牲阳极及其制备方法.pdf
本发明涉及一种油井用铝合金牺牲阳极及其制备方法,属于金属腐蚀防护技术领域。本发明的油井用铝合金牺牲阳极,由以下重量份数的组分组成:铝90~95份,锌3~10份,硅0.05~0.5份,稀土0.001~0.01份,所述稀土为为镧、铈、镨、钕或者其中间合金。本发明的制备方法为将铝在加热炉中熔融成铝液,向上述铝液中加入锌、硅和稀土元素,搅拌,除渣,直接浇铸或压铸成型。本发明的铝合金牺牲阳极在油井工作环境中具有良好的电化学性能,工作电位为0.80V‑1.20V,电流效率大于90%,工作的过程中能够均匀的溶解,有效地
一种油井防砂用涂敷砂及其制备方法.pdf
本发明公开了一种油井防砂用涂敷砂及其制备方法,该涂覆砂包括A型涂敷砂和B型涂敷砂,其特征是:A型涂敷砂是在石英砂外依次包覆有机硅改性环氧树脂、酮亚胺类固化剂和外隔离剂羟甲基纤维素;B型涂敷砂是在石英砂表面依次包覆有脂环族环氧树脂、胺类固化剂和外隔离剂羟甲基纤维素。本发明中的涂敷砂包括A型涂敷砂和B型涂敷砂,两者混合发生协同增效作用,从而同时满足低温固化和高温开采的要求。本发明满足实际应用的要求,兼顾低温固化(最低40℃)形成较高强度,同时兼具良好的渗透率和耐受高温环境(280℃左右)下稳定工作,研发适用面

一种油井防砂用改性脲醛树脂及其制备方法.pdf
一种油井防砂用改性脲醛树脂,其特征是:是由以下组分按下述重量份数比组成:尿素:甲醛:正丁醇:树皮粉:邻苯二甲酸酐:六次甲基四胺=100:350~400:60~80:30~50:1~5:3~7,按配比将甲醛和六次甲基四胺投入反应器中,均匀搅拌待六次甲基四胺全部溶解后第一次加入尿素,20min内升温到95℃,保温30min后加入正丁醇和树皮粉使温度保持在88-90℃,加入邻苯二甲酸酐,调溶液ph至保持在4.5-5.0之间,在此温度下继续反应90min后用30%氢氧化钠溶液调ph值7.5-8.0,第二次加入尿素