
一种螺旋伞齿轮的热处理方法.pdf

猫巷****奕声

1/5
2/5
3/5
4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种螺旋伞齿轮的热处理方法.pdf
本发明公开了一种螺旋伞齿轮的热处理方法,包括装筐操作、进炉前清洗处理、渗碳处理、等温淬火处理、淬火后清洗处理、回火处理、空冷处理等步骤。本螺旋伞齿轮的热处理方法由于渗碳处理采用阶梯升温保温的加热方式,因此可以减小螺旋伞齿轮各部位的温差,消除加工应力的产生,减小因加热过快而导致的螺旋伞齿轮变形;由于在渗碳处理后采用等温淬火处理,因此恒定的油池温度确保螺旋伞齿轮冷却均匀,减小螺旋伞齿轮的变形,实现降低螺旋伞齿轮的热处理变形量、保证较高的螺旋伞齿轮热处理成品率。

一种螺旋伞齿轮的制备方法.pdf
本发明公开了一种螺旋伞齿轮,包括齿轮本体,所述齿轮本体的一端设有轮轴,所述齿轮本体和轮轴上均设有轴孔,所述轮轴的侧壁上沿周向等间距设有多个固定孔,所述齿轮本体的另一端设有氧化层,所述氧化层沿轴孔的周向设置,所述氧化层的外侧设有第一螺旋锥齿,所述第一螺旋锥齿的外侧设有第二螺旋锥齿,所述第一螺旋锥齿和第二螺旋锥齿之间设有凹槽。本发明通过第一螺旋锥齿和第二螺旋锥齿可以有效的进行运动和动力传递,且两者占用空间小,传动稳定,满足对传动性能的基本要求,通过氧化层可以大大提高齿轮本体的防腐性,固定孔保证齿轮在运行时的稳
一种螺旋伞齿轮的精加工方法.pdf
本发明公开了一种螺旋伞齿轮的精加工方法,包括齿部粗加工、让刀触角加工、热处理、安装轴或安装孔的精加工、硬齿面铣削加工、硬齿面研磨加工、成品检验等步骤。本螺旋伞齿轮的精加工方法由于采用铣齿+研磨的方式对螺旋伞齿轮进行加工,因此较磨齿加工方式具有提高加工效率、降低制造成本的优势;由于对螺旋伞齿轮齿轮轴或螺旋伞齿轮齿轮圈的安装轴部位或安装孔部位在热处理后直接加工至成品尺寸,因此为后续的硬齿面铣削加工提供了较好的基准,进而保证螺旋伞齿轮加工质量;由于最后对完成硬齿面铣削加工的螺旋伞齿轮半成品的齿部进行研磨,因此可
一种新型螺旋伞齿轮的制备方法.pdf
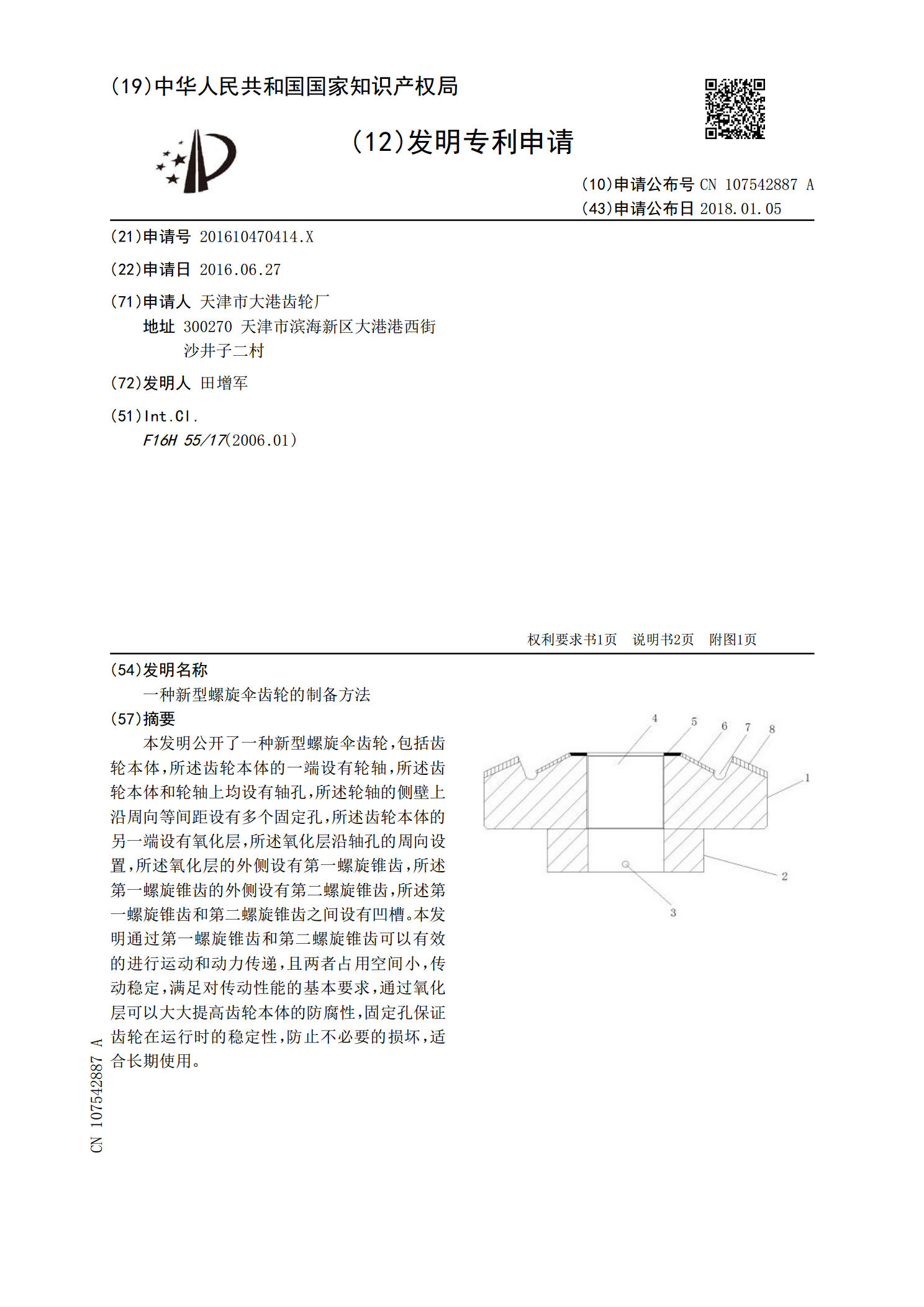
本发明公开了一种新型螺旋伞齿轮,包括齿轮本体,所述齿轮本体的一端设有轮轴,所述齿轮本体和轮轴上均设有轴孔,所述轮轴的侧壁上沿周向等间距设有多个固定孔,所述齿轮本体的另一端设有氧化层,所述氧化层沿轴孔的周向设置,所述氧化层的外侧设有第一螺旋锥齿,所述第一螺旋锥齿的外侧设有第二螺旋锥齿,所述第一螺旋锥齿和第二螺旋锥齿之间设有凹槽。本发明通过第一螺旋锥齿和第二螺旋锥齿可以有效的进行运动和动力传递,且两者占用空间小,传动稳定,满足对传动性能的基本要求,通过氧化层可以大大提高齿轮本体的防腐性,固定孔保证齿轮在运行时
一种螺旋伞齿轮.pdf
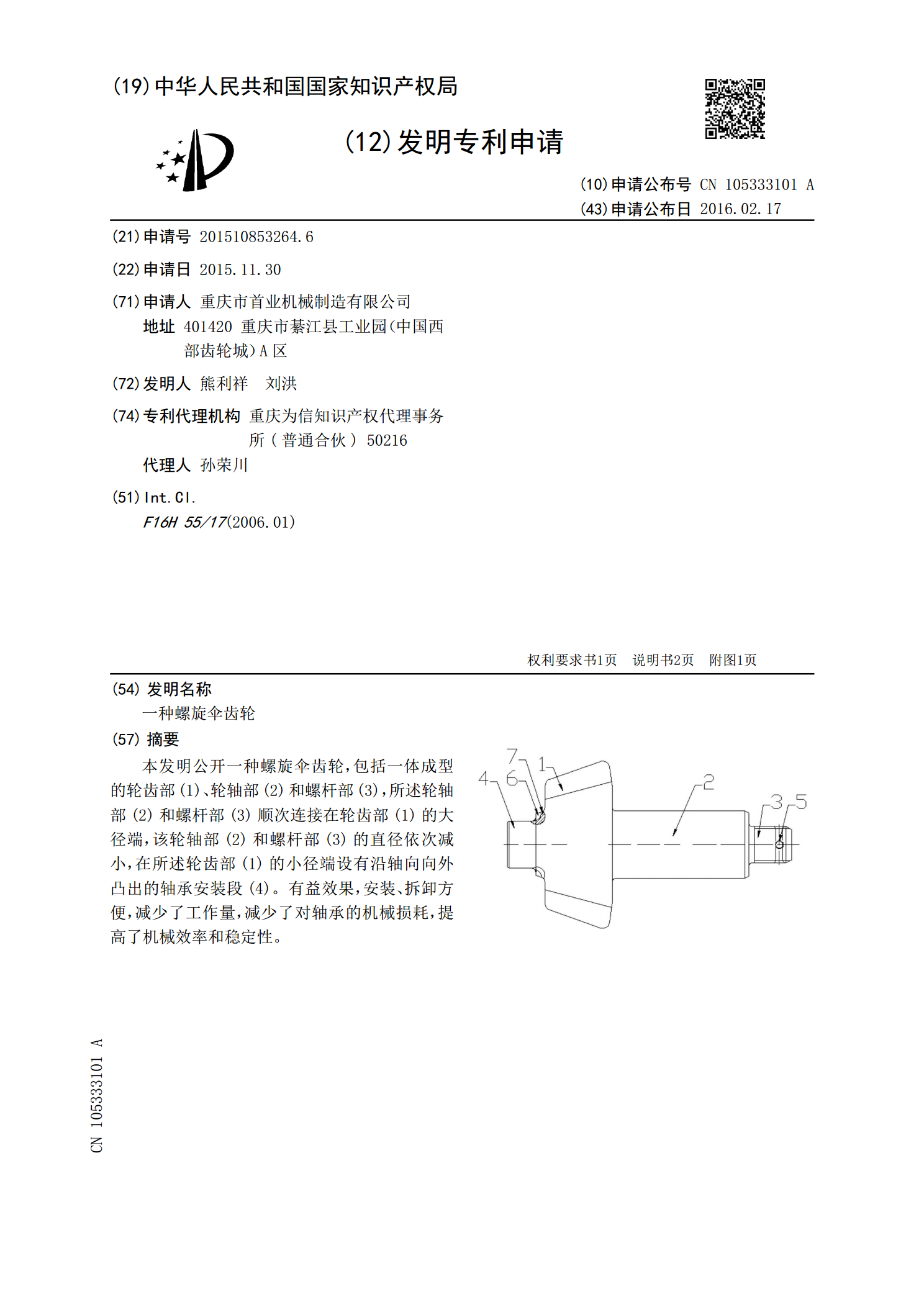
本发明公开一种螺旋伞齿轮,包括一体成型的轮齿部(1)、轮轴部(2)和螺杆部(3),所述轮轴部(2)和螺杆部(3)顺次连接在轮齿部(1)的大径端,该轮轴部(2)和螺杆部(3)的直径依次减小,在所述轮齿部(1)的小径端设有沿轴向向外凸出的轴承安装段(4)。有益效果,安装、拆卸方便,减少了工作量,减少了对轴承的机械损耗,提高了机械效率和稳定性。