
一种发泡铝成型生产加工工艺.pdf

是浩****32


1/10
2/10

3/10

4/10

5/10

6/10
7/10
8/10
9/10
10/10
亲,该文档总共17页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种发泡铝成型生产加工工艺.pdf
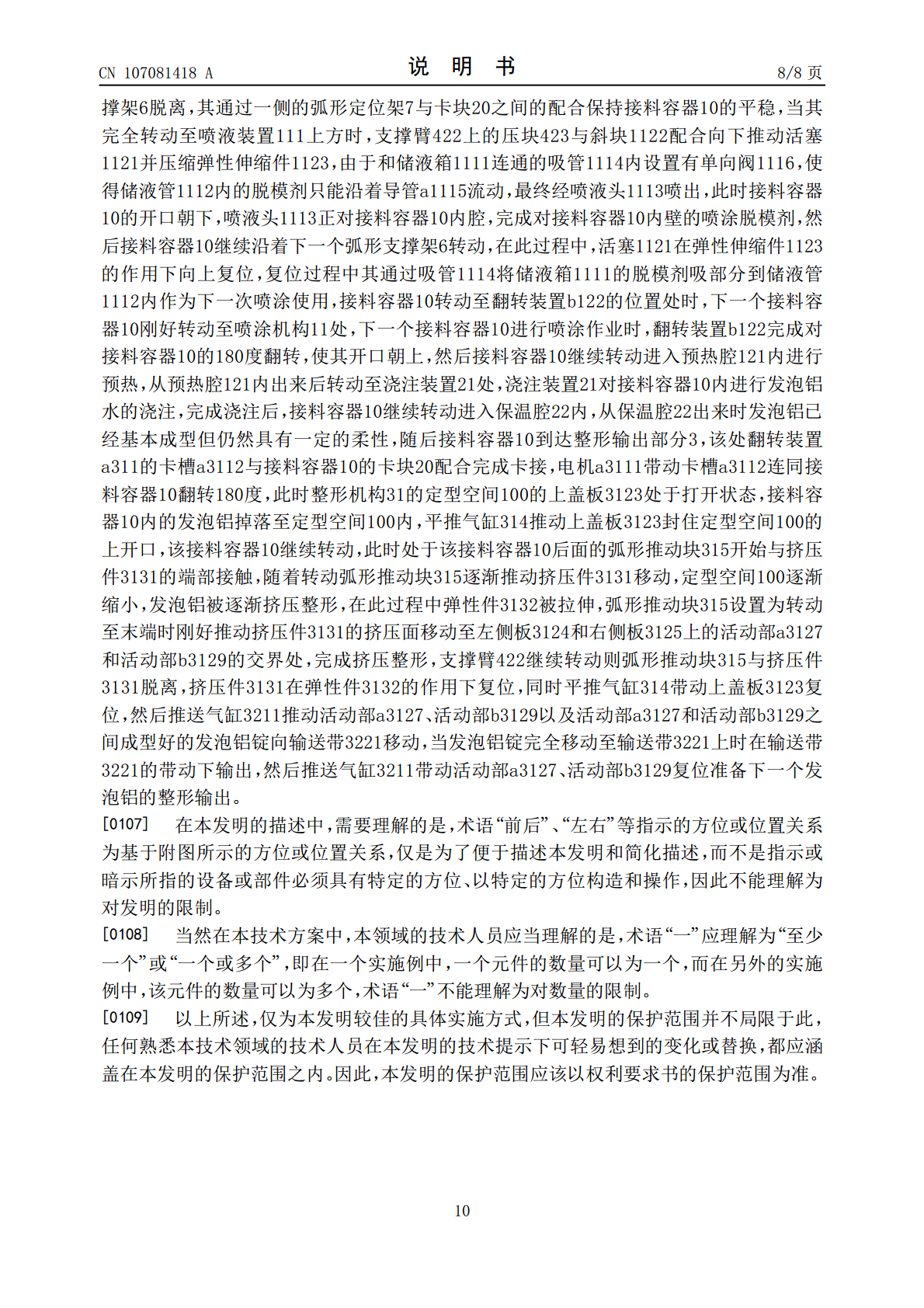
本发明涉及一种发泡铝成型生产加工工艺,包括以下步骤:a.喷涂工序,将接料容器转移至喷涂工位,对其内腔喷涂脱模剂;b.预热工序,将完成喷涂的接料容器转移至预热工位,完成翻转以及预热;c.浇注工序,将步骤b中的接料容器转移至浇注工位,将发泡铝水浇注至接料容器内;d.二次成型工序,将步骤c中的接料容器转移至二次成型工位之前处于保温状态,位于二次成型工位处的接料容器进行180度翻转使其内部发泡铝脱落至定型装置内进行二次成型;e.输出工序,将完成二次成型的发泡铝推送至输送工位,完成逐一自动输出;本发明克服了发泡铝生

一种发泡铝二次成型加工生产线.pdf
本发明涉及一种发泡铝二次成型加工生产线,包括容器预处理部分,容器预处理部分包括用于对接料容器内壁进行喷涂脱模剂的喷涂机构以及用于将接料容器翻转至开口朝上并对其进行预热的预热机构;铝水浇注部分;整形输出部分,整形输出部分设置在铝水浇注部分后端,其包括用于取出接料容器内的铝锭并对铝锭进行挤压成型的整形机构以及设置在整形机构一侧的用于将完成整形后的铝锭输出的输出机构;还包括用于带动接料容器转动的转动机构,容器预处理部分、铝水浇注部分以及整形输出部分均设置在接料容器的转动轨迹上;本发明克服了发泡铝不能实现连续式出
一种采用螺杆套筒搅拌成型发泡的泡沫铝发泡系统及工艺.pdf
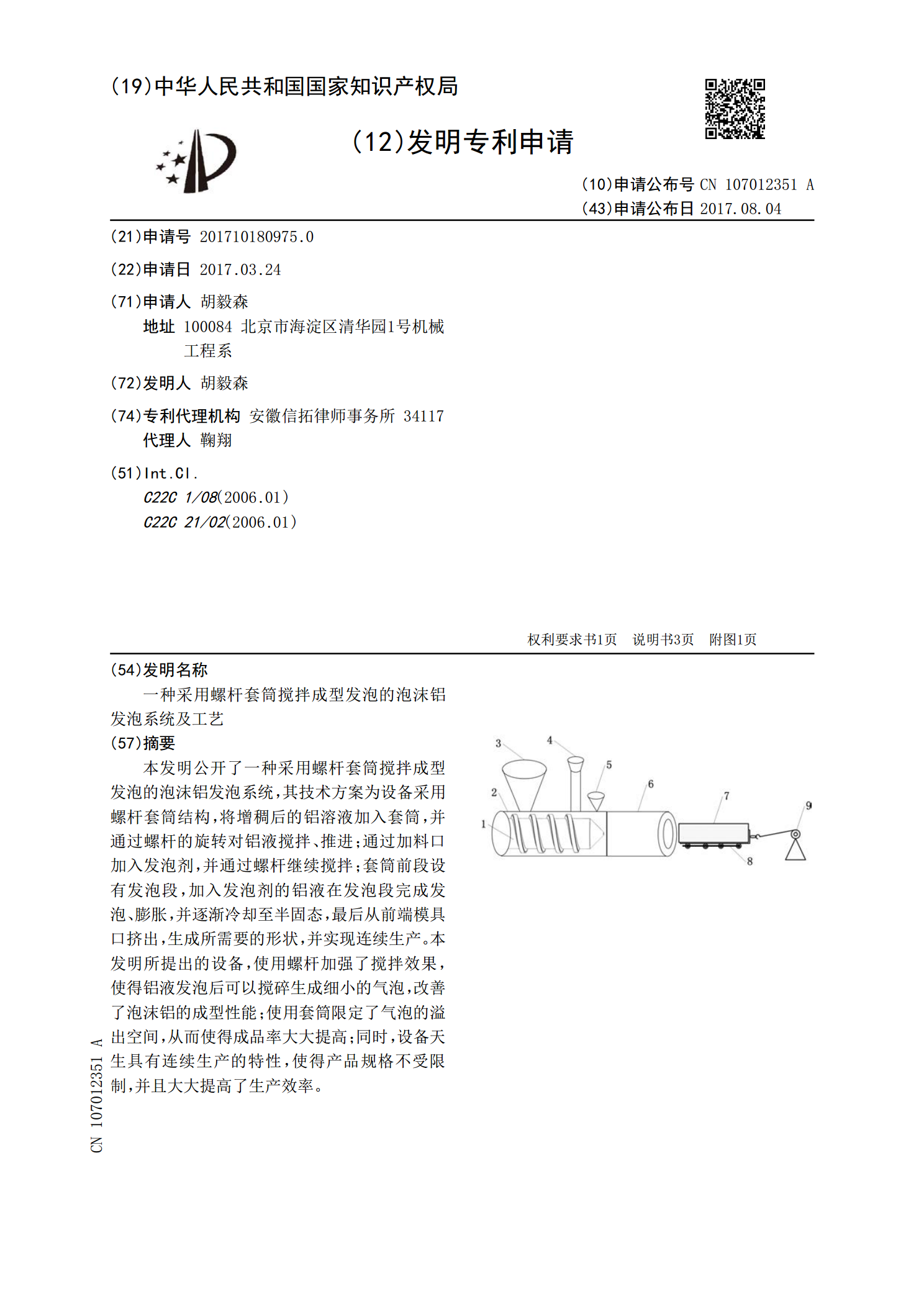
本发明公开了一种采用螺杆套筒搅拌成型发泡的泡沫铝发泡系统,其技术方案为设备采用螺杆套筒结构,将增稠后的铝溶液加入套筒,并通过螺杆的旋转对铝液搅拌、推进;通过加料口加入发泡剂,并通过螺杆继续搅拌;套筒前段设有发泡段,加入发泡剂的铝液在发泡段完成发泡、膨胀,并逐渐冷却至半固态,最后从前端模具口挤出,生成所需要的形状,并实现连续生产。本发明所提出的设备,使用螺杆加强了搅拌效果,使得铝液发泡后可以搅碎生成细小的气泡,改善了泡沫铝的成型性能;使用套筒限定了气泡的溢出空间,从而使得成品率大大提高;同时,设备天生具有连

一种铝硅成型玻璃加工工艺.pdf
本发明涉及一种铝硅成型玻璃加工工艺,包括如下步骤:切割:准备铝硅玻璃,并用铝切割刀切割铝硅玻璃;磨边:使用磨边机对经过切割的所述铝硅玻璃进行磨边;喷粉:将325目的硅藻粉与水按1:8的比例进行混合得混合物,将经过磨边的所述铝硅玻璃送入粉箱并使用所述混合物对所述铝硅玻璃的表面进行喷涂;热弯:通过缓慢加热或连续加热对经过喷粉的所述铝硅玻璃进行预热,热弯炉内的温度调节至640?710℃,玻璃会开始在自身重力的作用下开始变形;本发明在现有的磨边机结构进行改进,改进后的磨边机在实际的工作过程中,能够实现固定、磨边和

一种铝硅成型玻璃加工工艺.pdf
本发明涉及一种铝硅成型玻璃加工工艺,包括如下步骤:切割:准备铝硅玻璃,并用铝切割刀切割铝硅玻璃;磨边:使用磨边机对经过切割的所述铝硅玻璃进行磨边;喷粉:将325目的硅藻粉与水按1:8的比例进行混合得混合物,将经过磨边的所述铝硅玻璃送入粉箱并使用所述混合物对所述铝硅玻璃的表面进行喷涂;热弯:通过缓慢加热或连续加热对经过喷粉的所述铝硅玻璃进行预热,热弯炉内的温度调节至640?710℃,玻璃会开始在自身重力的作用下开始变形;本发明在现有的磨边机结构进行改进,改进后的磨边机在实际的工作过程中,能够实现固定、磨边和