
高效的铝合金熔模低压铸造生产方法.pdf

闪闪****魔王


1/5
2/5
3/5
4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

高效的铝合金熔模低压铸造生产方法.pdf
本发明涉及一种高效的铝合金熔模低压铸造生产方法,其特征是,包括以下步骤:(1)将铝锭放化熔化炉内,通电熔化铝锭,熔化温度为730±20℃,熔化时间为4‑5小时;(2)采用旋转除气机进行除气操作,通入纯度为99%的氩气除气除渣;(3)将熔化炉移至双升液管低压升液机下方,把两根升液管放下伸至熔化炉内的铝液中,取2串预热后的模壳移置双升液管低压浇注机上,将2串模壳的浇口和升液管压紧进行浇注;浇铸完后自动卸压,再替换未浇注的模壳;浇注后由于熔化炉中的液面下降,对熔化炉进行压力补偿;(4)浇注好的模壳使用脱壳机脱壳

铝合金消失模的低压铸造方法.pdf
本发明公开了一种铝合金消失模的低压铸造方法,包括:带有泡沫模样的泡沫浇口插入底部设有开口的砂箱的砂套内,填入散砂振动紧实的步骤;所述砂箱放置在保温炉上方,所述保温炉的浇口与所述砂套对准并密封的步骤;所述保温炉中通入压缩空气,将铝液从所述保温炉压入所述砂箱的步骤;浇注完成后,保持压力0.03-0.05MPa至铸件凝固的步骤;卸去压力,所述铝液回到保温炉中,移去压板,实施落砂,获得铝合金铸件的步骤。本发明的铝合金消失模的低压铸造方法制造的铸件质量好,组织晶粒细化,针孔、缩孔和缩松基本消失,密度增加;同时采用消
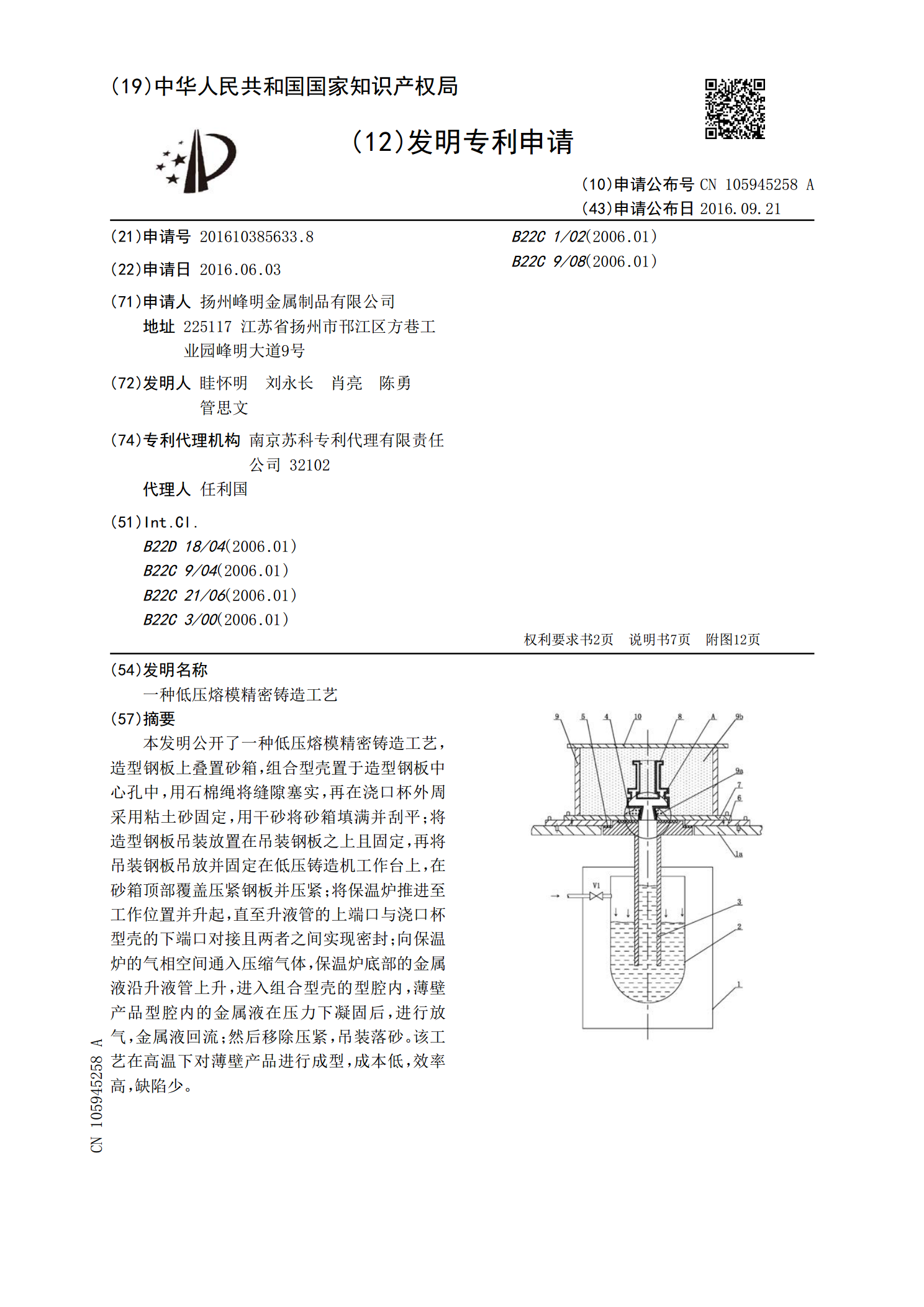
一种低压熔模精密铸造工艺.pdf
本发明公开了一种低压熔模精密铸造工艺,造型钢板上叠置砂箱,组合型壳置于造型钢板中心孔中,用石棉绳将缝隙塞实,再在浇口杯外周采用粘土砂固定,用干砂将砂箱填满并刮平;将造型钢板吊装放置在吊装钢板之上且固定,再将吊装钢板吊放并固定在低压铸造机工作台上,在砂箱顶部覆盖压紧钢板并压紧;将保温炉推进至工作位置并升起,直至升液管的上端口与浇口杯型壳的下端口对接且两者之间实现密封;向保温炉的气相空间通入压缩气体,保温炉底部的金属液沿升液管上升,进入组合型壳的型腔内,薄壁产品型腔内的金属液在压力下凝固后,进行放气,金属液回

低压铸造与离心铸造熔模复合型壳的应用.docx
低压铸造与离心铸造熔模复合型壳的应用随着近年来的科学技术的快速发展,人们对于铸造技术的研究和生产已经取得了许多重大的进步。其中,低压铸造和离心铸造作为两种广泛使用的铸造技术,在许多领域有着重要的应用。同时,熔模复合型壳作为铸造制造中的重要环节,也得到了越来越广泛的应用。本文将重点介绍低压铸造和离心铸造熔模复合型壳的应用。一、低压铸造低压铸造是一种高质量铸造技术,它通过对金属液体施加正压力来填充缸体腔,同时使用低压力即可完成铸造。低压铸造的废品率极低,产品精度高,表面质量好,通常应用于汽车、电器、医疗器械等
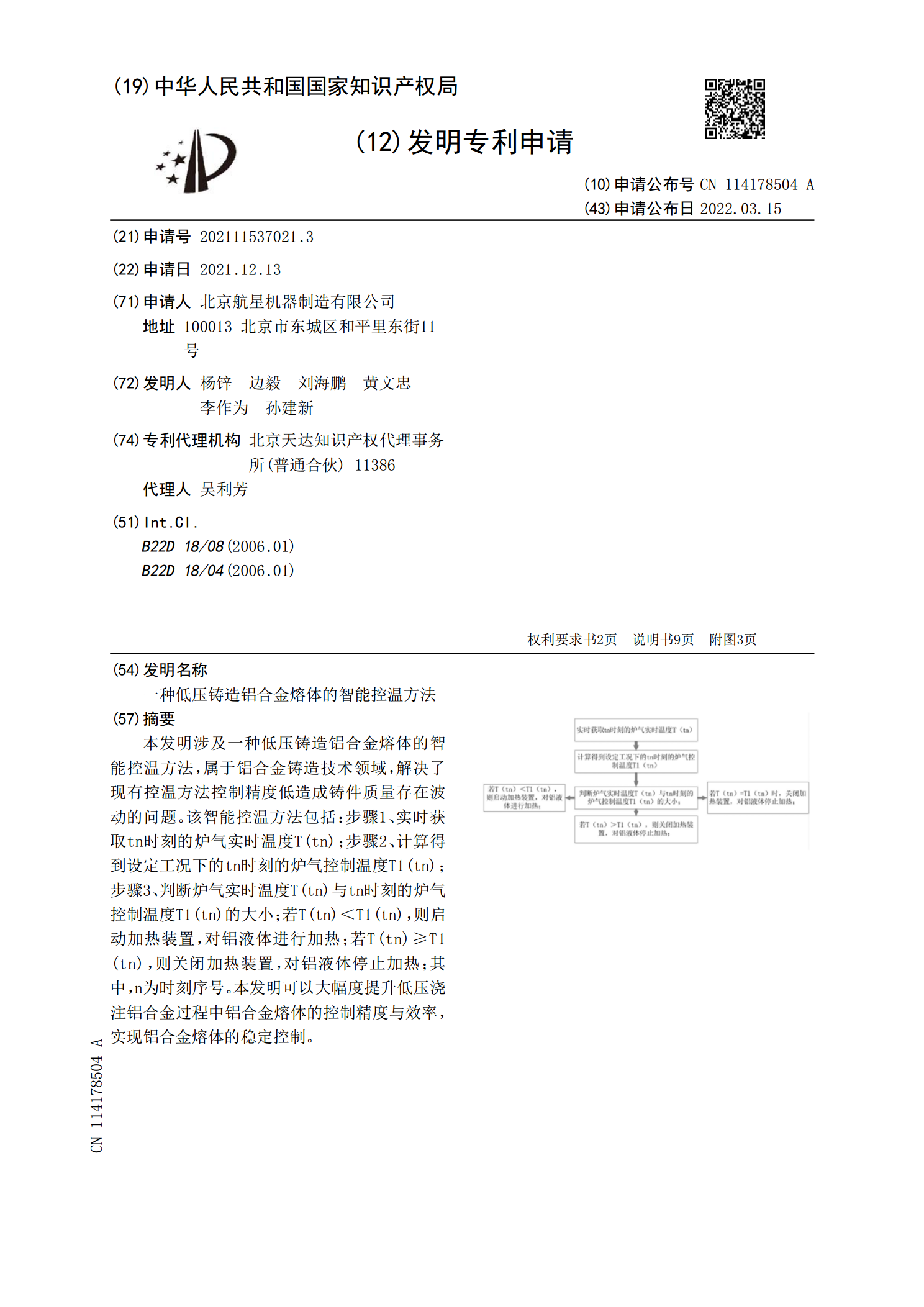
一种低压铸造铝合金熔体的智能控温方法.pdf
本发明涉及一种低压铸造铝合金熔体的智能控温方法,属于铝合金铸造技术领域,解决了现有控温方法控制精度低造成铸件质量存在波动的问题。该智能控温方法包括:步骤1、实时获取tn时刻的炉气实时温度T(tn);步骤2、计算得到设定工况下的tn时刻的炉气控制温度T1(tn);步骤3、判断炉气实时温度T(tn)与tn时刻的炉气控制温度T1(tn)的大小;若T(tn)<T1(tn),则启动加热装置,对铝液体进行加热;若T(tn)≥T1(tn),则关闭加热装置,对铝液体停止加热;其中,n为时刻序号。本发明可以大幅度提升低压浇