
分批整经机用玻纤压辊的制作方法.pdf

海昌****姐淑

1/6
2/6

3/6
4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

分批整经机用玻纤压辊的制作方法.pdf
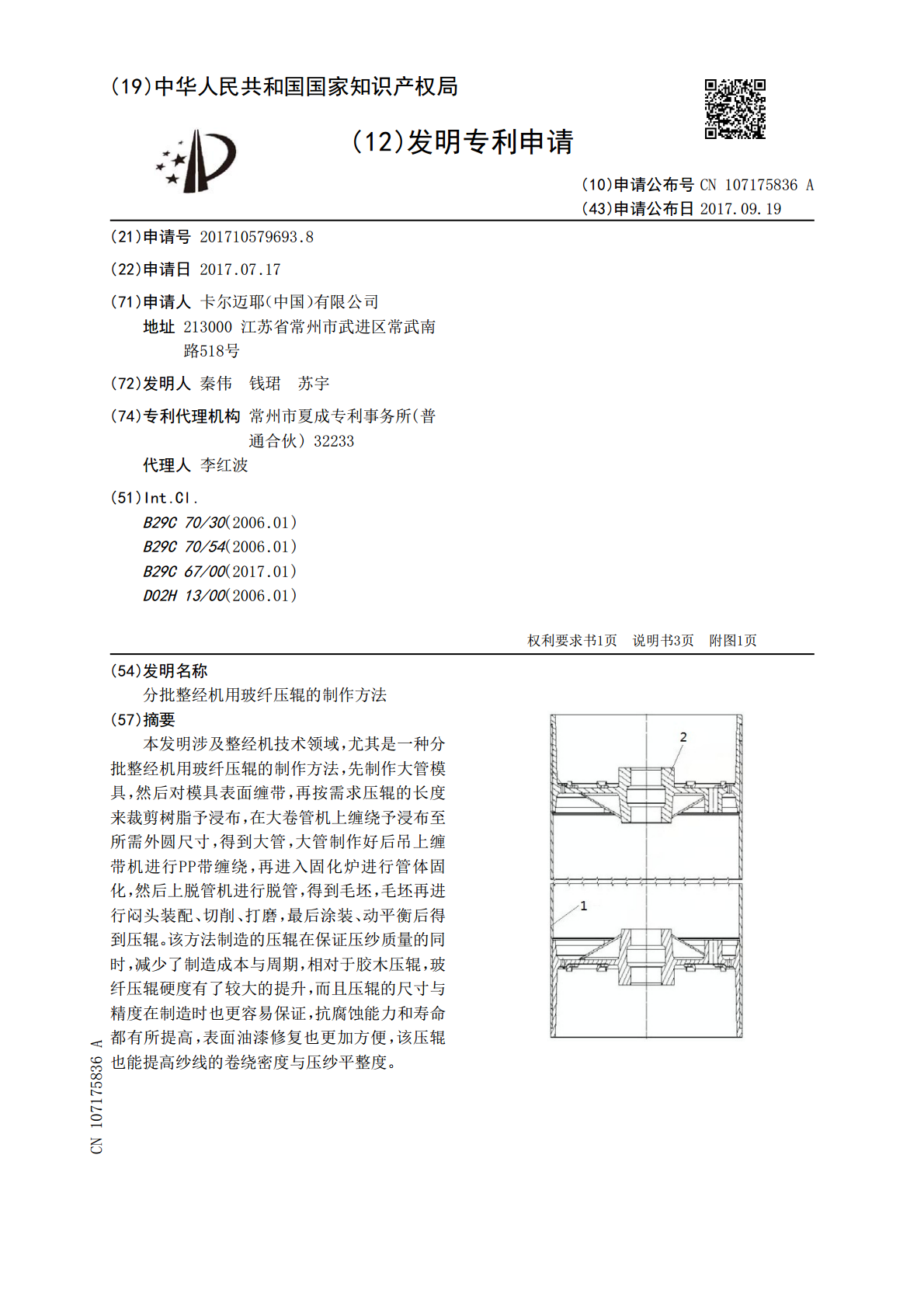
本发明涉及整经机技术领域,尤其是一种分批整经机用玻纤压辊的制作方法,先制作大管模具,然后对模具表面缠带,再按需求压辊的长度来裁剪树脂予浸布,在大卷管机上缠绕予浸布至所需外圆尺寸,得到大管,大管制作好后吊上缠带机进行PP带缠绕,再进入固化炉进行管体固化,然后上脱管机进行脱管,得到毛坯,毛坯再进行闷头装配、切削、打磨,最后涂装、动平衡后得到压辊。该方法制造的压辊在保证压纱质量的同时,减少了制造成本与周期,相对于胶木压辊,玻纤压辊硬度有了较大的提升,而且压辊的尺寸与精度在制造时也更容易保证,抗腐蚀能力和寿命都有
一种多压辊分批整经机.pdf
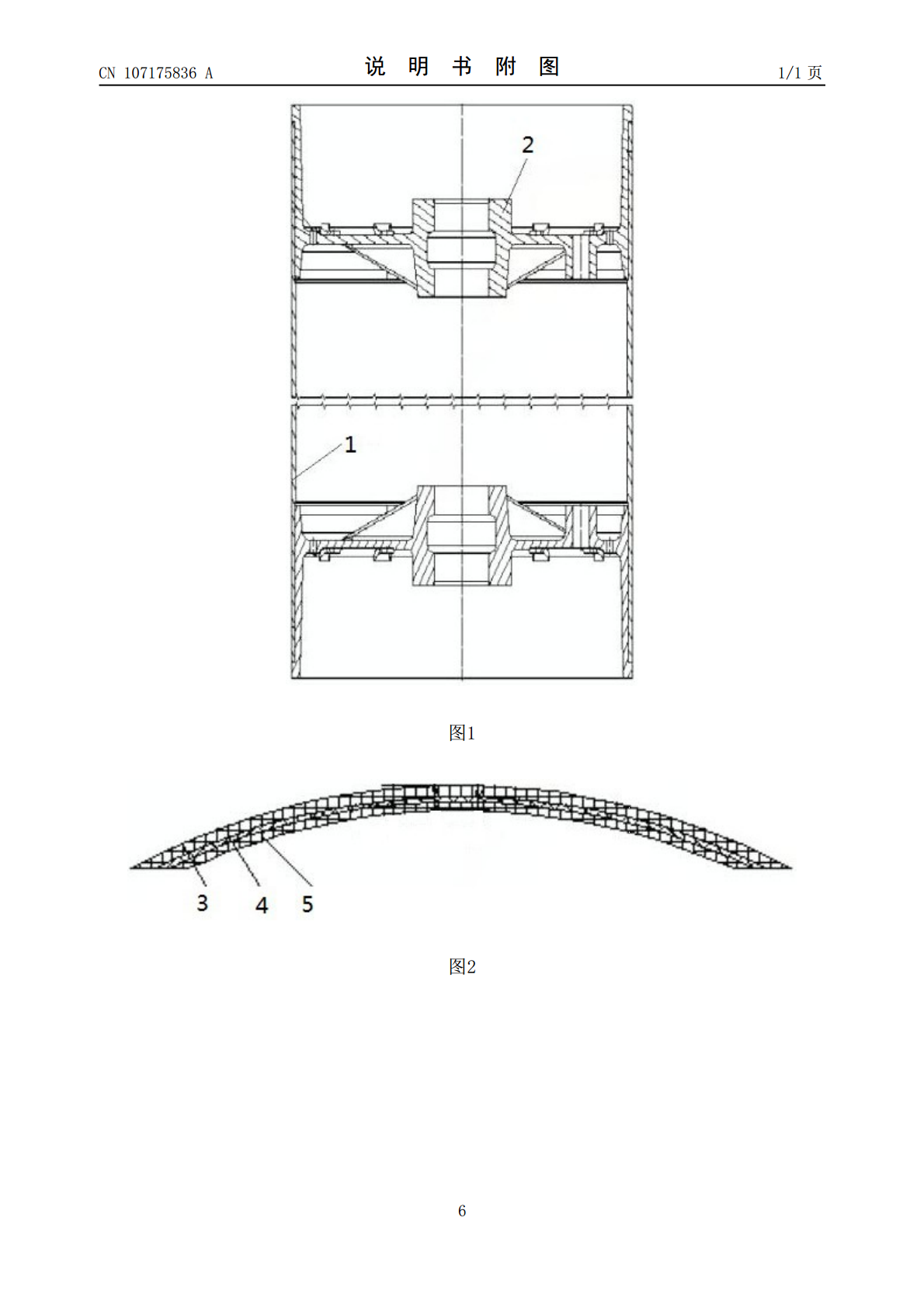
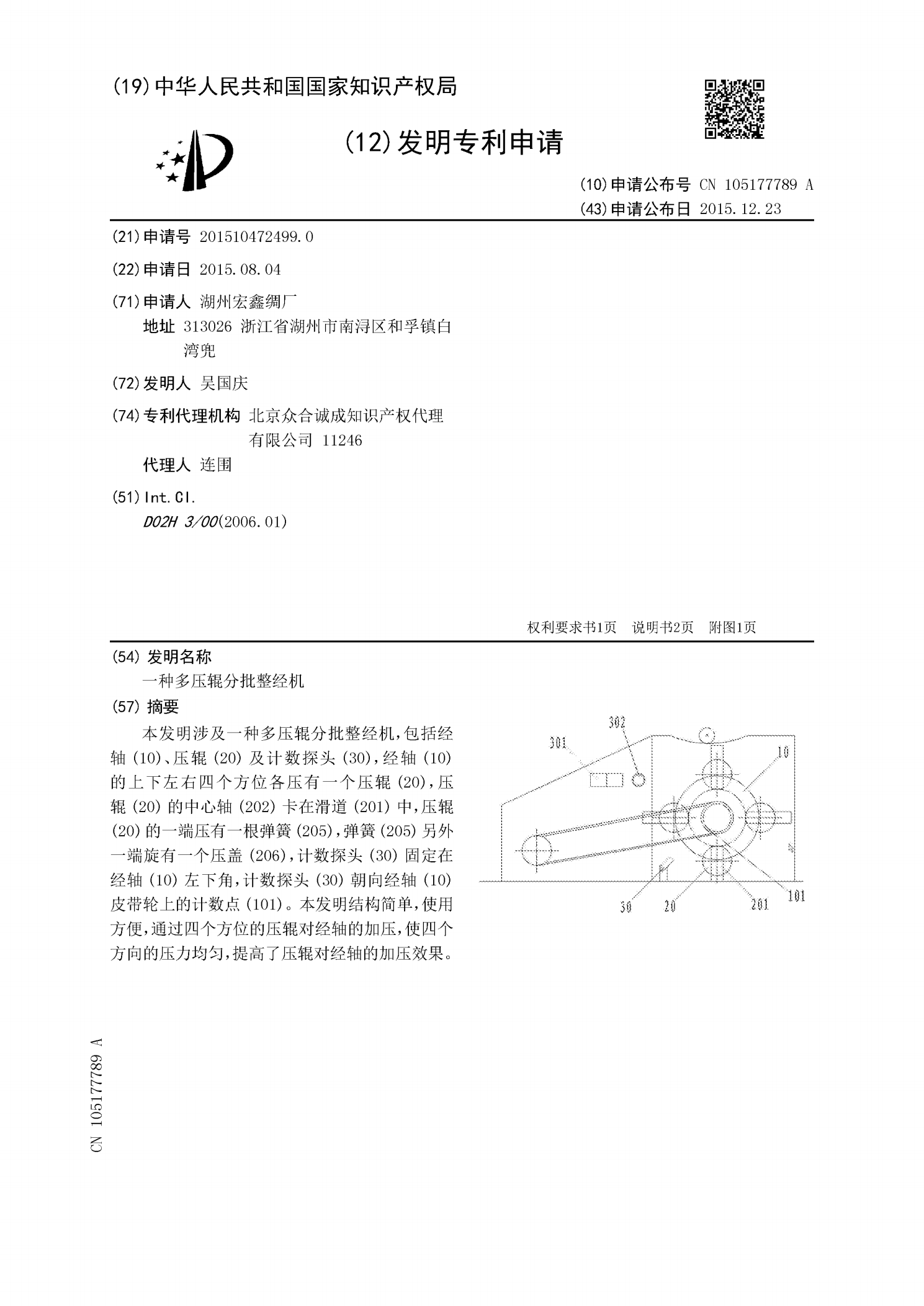
本发明涉及一种多压辊分批整经机,包括经轴(10)、压辊(20)及计数探头(30),经轴(10)的上下左右四个方位各压有一个压辊(20),压辊(20)的中心轴(202)卡在滑道(201)中,压辊(20)的一端压有一根弹簧(205),弹簧(205)另外一端旋有一个压盖(206),计数探头(30)固定在经轴(10)左下角,计数探头(30)朝向经轴(10)皮带轮上的计数点(101)。本发明结构简单,使用方便,通过四个方位的压辊对经轴的加压,使四个方向的压力均匀,提高了压辊对经轴的加压效果。

用于整经机的压纱辊装置.pdf
本发明公开了一种用于整经机的压纱辊装置,涉及纺织机械技术。用于解决织轴卷绕的纱经质量较差的问题。它包括控制箱、位于控制箱顶部的电机、电器箱、滑轨、用于在滑轨上滑动的滑轮组件、摇臂总成以及压纱辊轴,所述控制箱位于整经机织轴的左后方,所述电器箱位于整经机织轴的右后方,所述滑轨左侧与控制箱侧壁连接,所述滑轨右侧与电器箱侧壁连接;所述摇臂总成包括第一摇臂、第二摇臂和固定转轴,所述第一摇臂上端连接滑轮组件,所述第二摇臂下端连接压纱辊轴,所述第一摇臂下端和第二摇臂上端通过固定转轴连接。提供了一种能控制加压大小,经纱湿

一种整经机压辊对中装置.pdf
本发明涉及一种整经机压辊对中装置,它包括左右两个压纱辊座(1),左右两个压纱辊座(1)之间设置有压辊组件(2),所述压纱辊座(1)下方沿左右方向设置有横移直线导轨(3),所述压纱辊座(1)底部设置有第一滑块(4),所述第一滑块(4)与横移直线导轨(3)相配合。本发明一种整经机压辊对中装置,它将压辊组件和压纱辊座作为一个整体,安装在直线导轨上,然后通过减速电机及螺杆传动,调整压辊左右位置,以确保压辊与经轴两边盘片都留有适量的间隙,保证整经质量及生产安全。

用玻纤纱束分散制做玻纤长纤毡加工方法.pdf
本发明是一种用玻纤纱束分散制做玻纤长纤毡加工方法,1)用玻纤纱束分散制做各种玻纤长丝毡;2)用凹、凸等径带有均匀间距及深度小沟纹分散涨力补偿的整理定型辊,对玻纤纱束进行分散、涨力补偿、定型整理;3)用凸型光滑球面梳理板沿玻纤纱运动方向进行匀速平滑梳理,使玻纤纱能够在分散后实现径向均匀排布;4)在匀速平滑梳理玻纤纱的梳理板上安装高频微型振动电机及高压静电发生器,保证玻纤纱在梳理过程实现均匀径向排布;5)实现玻纤纱束分散制做各种玻纤长丝毡过程中的玻纤纱束分散、涨力补偿平衡、梳理、整理定型。本发明不用窑炉,可节