
防止热处理炉炉底辊结瘤的钢板热处理方法.pdf

Ke****67

1/6
2/6
3/6
4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
防止热处理炉炉底辊结瘤的钢板热处理方法.pdf
本发明公开了一种防止热处理炉炉底辊结瘤的钢板热处理方法,包括如下步骤:1)将需要淬火或正火热处理的热轧态钢板的下表面进行抛丸处理;2)钢板入炉前通过辊道间的钢丝刷和树脂辊刷对钢板下表面进行清扫;3)对钢板的下表面进行质量检测,当质量不满足要求时重新进行步骤1)和2)中的抛丸和清扫操作直至质量合格;4)热轧态钢板进入辊底式连续热处理炉进行加热;5)利用高压水进行淬火处理或空冷进行正火。本发明具有操作简便、成本低、生产效率高等优势,且所生产的淬火或正火钢板下表面质量高,节省了大量的人力和经济投入。
无氧化热处理炉防止炉底辊结瘤的通炉方法.pdf
本发明涉及热处理炉的通炉方法,是一种无氧化热处理炉防止炉底辊结瘤的通炉方法,按以下步骤进行:在炉温高于800℃时,将炉内钢板清空,将装料炉门和出料炉门打开,将抛丸好的通炉钢板通过输送辊道从装料炉门送入炉内;当通炉钢板头部到达出料炉门位置时,将通炉钢板行进方向由正方向改为反方向,当通炉钢板尾部到达装料炉门位置时,再将通炉钢板行进方向由反方向改为正方向,如此循环3次。本发明通炉方法在炉温高于800℃及以上使用,利用钢的热延展性与体积不变定理,在高温下利用厚板自重将柔软的氧化铁皮碾压成与辊身紧密贴合的厚度较薄的
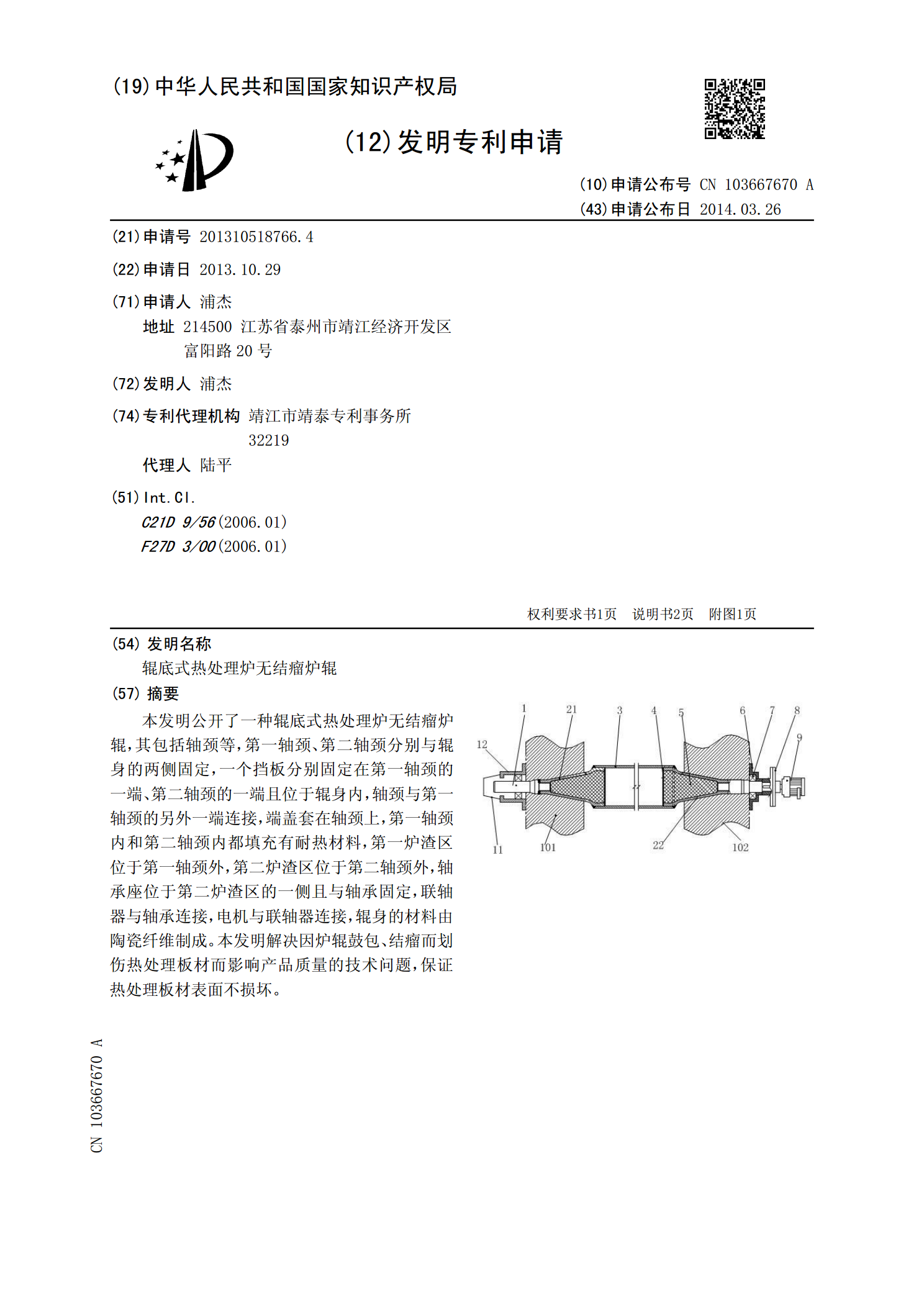
辊底式热处理炉无结瘤炉辊.pdf
本发明公开了一种辊底式热处理炉无结瘤炉辊,其包括轴颈等,第一轴颈、第二轴颈分别与辊身的两侧固定,一个挡板分别固定在第一轴颈的一端、第二轴颈的一端且位于辊身内,轴颈与第一轴颈的另外一端连接,端盖套在轴颈上,第一轴颈内和第二轴颈内都填充有耐热材料,第一炉渣区位于第一轴颈外,第二炉渣区位于第二轴颈外,轴承座位于第二炉渣区的一侧且与轴承固定,联轴器与轴承连接,电机与联轴器连接,辊身的材料由陶瓷纤维制成。本发明解决因炉辊鼓包、结瘤而划伤热处理板材而影响产品质量的技术问题,保证热处理板材表面不损坏。
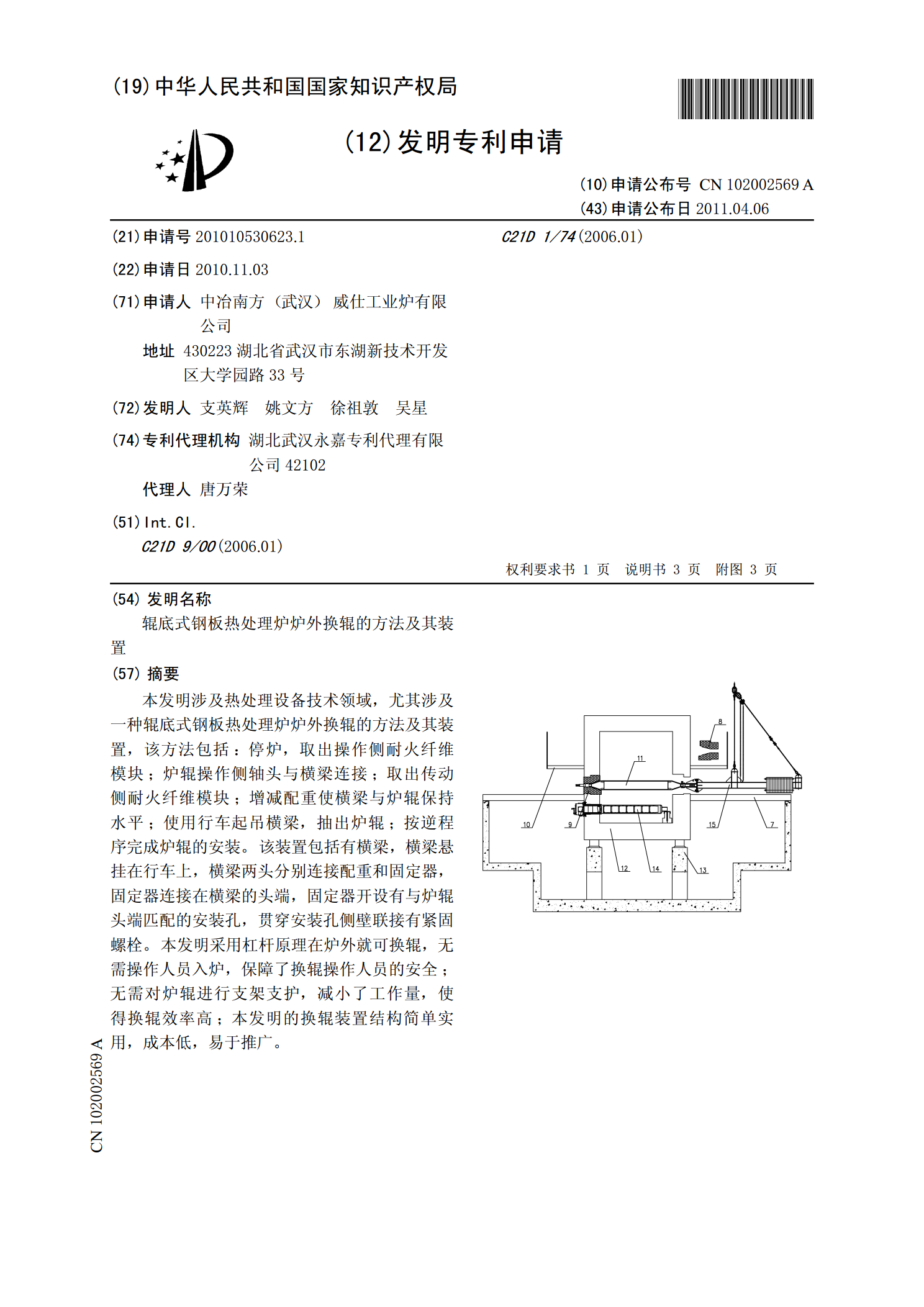
辊底式钢板热处理炉炉外换辊的方法及其装置.pdf
本发明涉及热处理设备技术领域,尤其涉及一种辊底式钢板热处理炉炉外换辊的方法及其装置,该方法包括:停炉,取出操作侧耐火纤维模块;炉辊操作侧轴头与横梁连接;取出传动侧耐火纤维模块;增减配重使横梁与炉辊保持水平;使用行车起吊横梁,抽出炉辊;按逆程序完成炉辊的安装。该装置包括有横梁,横梁悬挂在行车上,横梁两头分别连接配重和固定器,固定器连接在横梁的头端,固定器开设有与炉辊头端匹配的安装孔,贯穿安装孔侧壁联接有紧固螺栓。本发明采用杠杆原理在炉外就可换辊,无需操作人员入炉,保障了换辊操作人员的安全;无需对炉辊进行支架
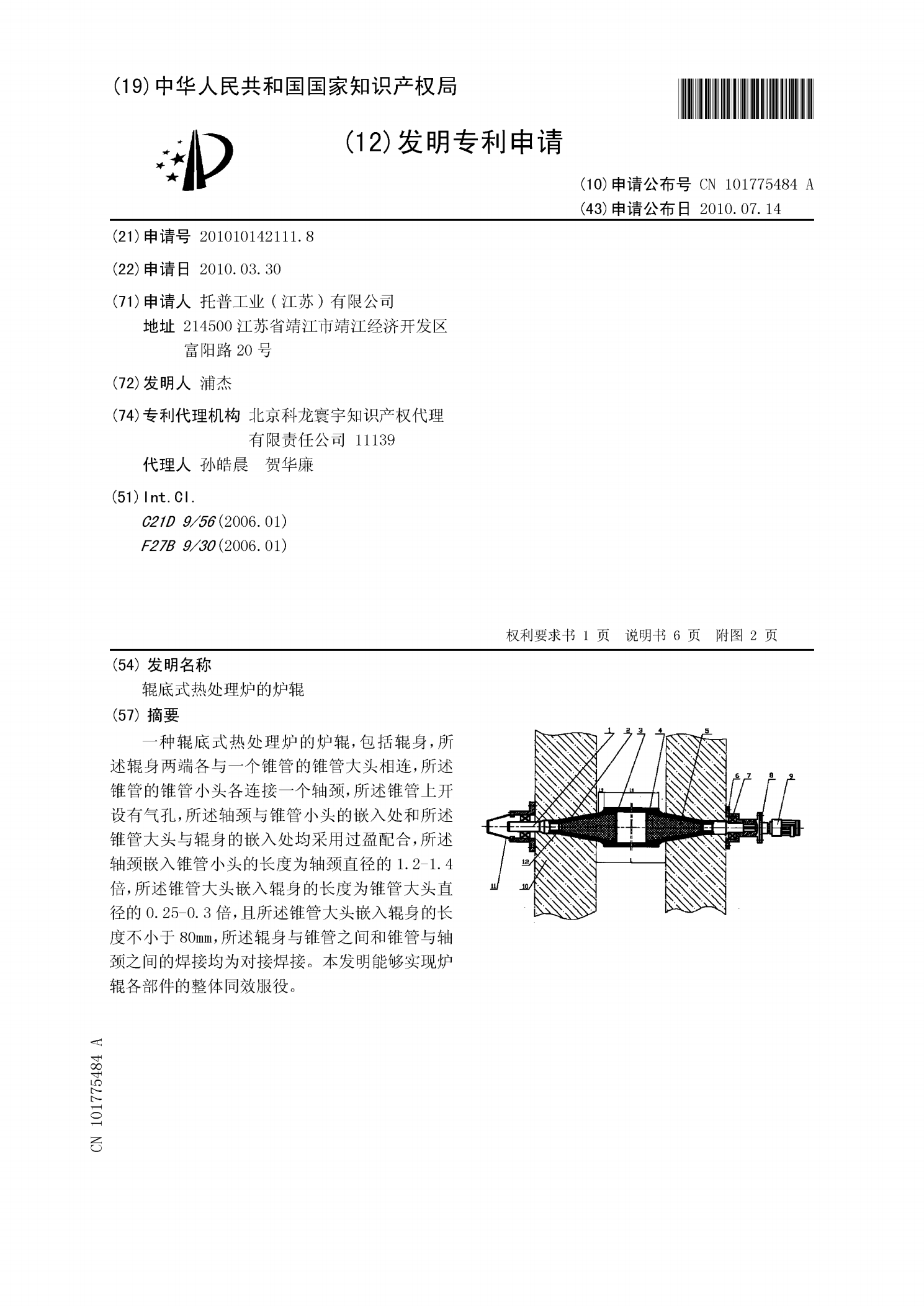
辊底式热处理炉的炉辊.pdf
一种辊底式热处理炉的炉辊,包括辊身,所述辊身两端各与一个锥管的锥管大头相连,所述锥管的锥管小头各连接一个轴颈,所述锥管上开设有气孔,所述轴颈与锥管小头的嵌入处和所述锥管大头与辊身的嵌入处均采用过盈配合,所述轴颈嵌入锥管小头的长度为轴颈直径的1.2-1.4倍,所述锥管大头嵌入辊身的长度为锥管大头直径的0.25-0.3倍,且所述锥管大头嵌入辊身的长度不小于80mm,所述辊身与锥管之间和锥管与轴颈之间的焊接均为对接焊接。本发明能够实现炉辊各部件的整体同效服役。