
一种深冲镀锌门板用钢的冷轧生产工艺.pdf

邻家****文章

1/7
2/7
3/7
4/7
5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种深冲镀锌门板用钢的冷轧生产工艺.pdf
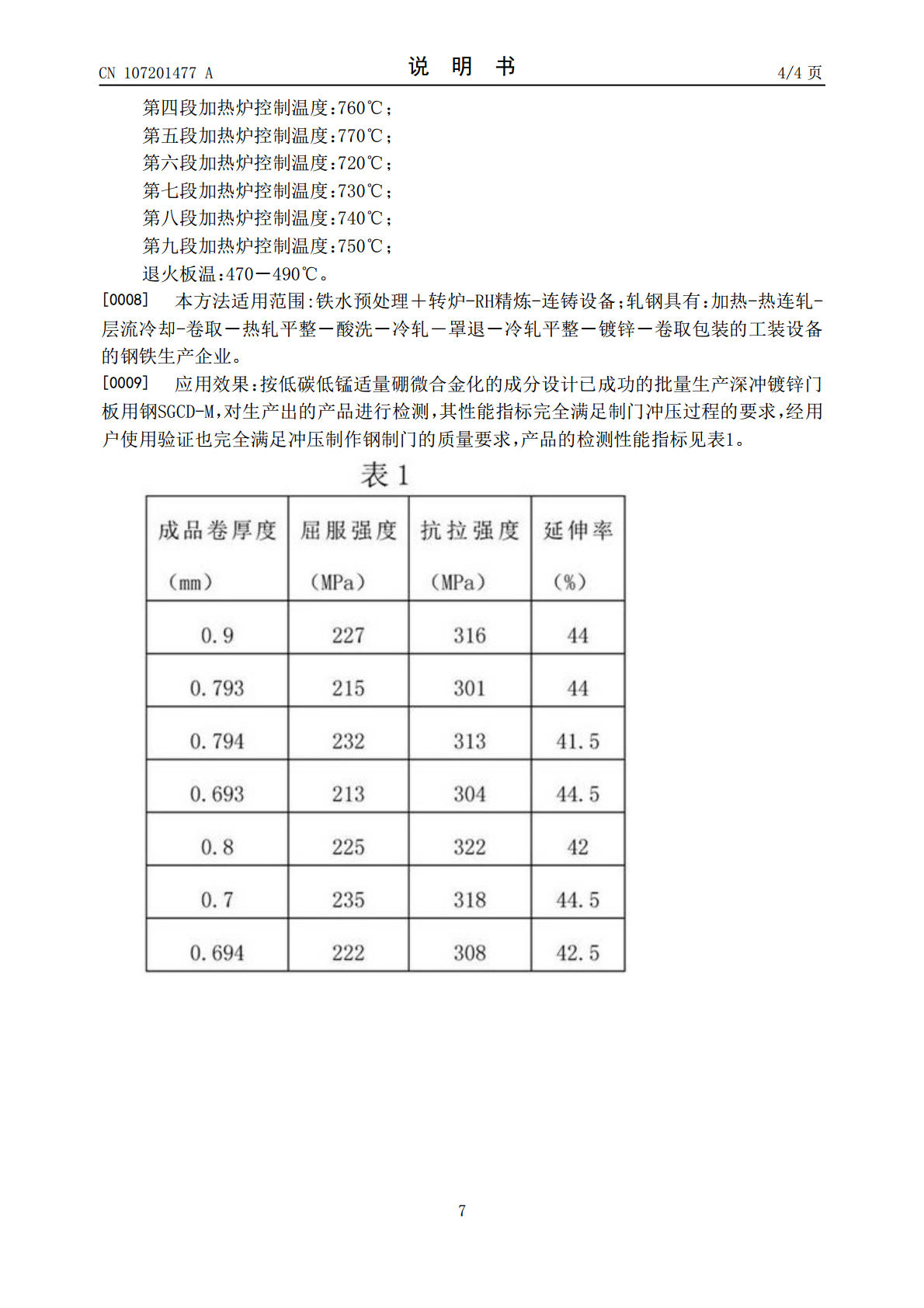
本发明公开了一种深冲镀锌门板用钢的冷轧生产工艺,在低碳、低锰含量的前提下,继而在添加微量硼合金化的成分设计基础上,控制冷轧压下率为70‑75%;冷轧罩退工序采用低的加热速度和高的退火温度730-710℃;冷轧平整工序采用延伸率模式,消除屈服平台;镀锌连退采用低的炉温、退火板温,保障带钢正常挂锌。此工艺达到满足镀锌门板用钢深冲加工的要求。

冷轧深冲用钢生产工艺改进.docx
冷轧深冲用钢生产工艺改进随着现代工厂的发展,冷轧深冲用钢在工业中的重要性不断增强。但是现在的生产工艺依然有待改进,原因在于现有工艺存在一些问题,例如生产效率低下、成本较高、产品质量不稳定等。因此,针对这些问题,改进生产工艺成为当前行业发展的一大挑战。针对生产效率低下的问题,改进生产工艺可以采用自动化生产线的方式。通过自动化设备的应用,可以将一些重复性工作交给机器完成,提高生产效率。例如,采用自动化成型设备,可以实现零件的快速成型,大大减少了制造时间。同时,自动化生产线可以减少人工干预,从而降低生产成本。在
一种超深冲用低碳低硅冷轧热镀锌双相钢的制备方法.pdf
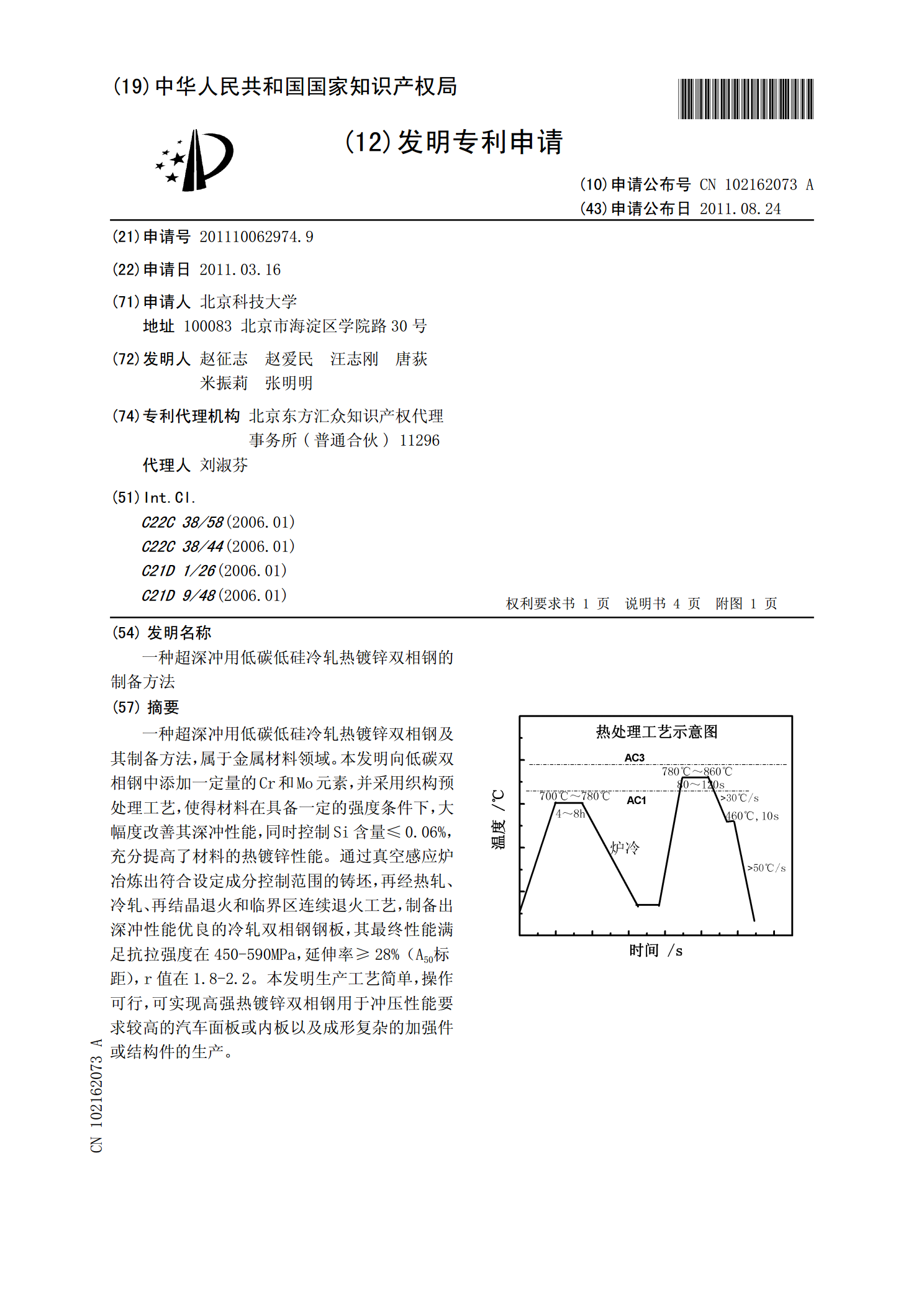
一种超深冲用低碳低硅冷轧热镀锌双相钢及其制备方法,属于金属材料领域。本发明向低碳双相钢中添加一定量的Cr和Mo元素,并采用织构预处理工艺,使得材料在具备一定的强度条件下,大幅度改善其深冲性能,同时控制Si含量≤0.06%,充分提高了材料的热镀锌性能。通过真空感应炉冶炼出符合设定成分控制范围的铸坯,再经热轧、冷轧、再结晶退火和临界区连续退火工艺,制备出深冲性能优良的冷轧双相钢钢板,其最终性能满足抗拉强度在450-590MPa,延伸率≥28%(A50标距),r值在1.8-2.2。本发明生产工艺简单,操作可行,

DC05冷轧特深冲钢生产工艺研究.docx
DC05冷轧特深冲钢生产工艺研究DC05冷轧特深冲钢生产工艺研究摘要:本文围绕DC05冷轧特深冲钢的生产工艺进行了研究。首先介绍了DC05钢的物理化学性质和应用领域,然后分析了DC05钢的生产流程和冷轧工艺对其性能的影响,最后探讨了DC05钢的特点和生产工艺的优化策略。关键词:DC05钢;冷轧;特深冲;生产工艺;优化策略1介绍DC05钢属于低碳钢,具有良好的焊接、成型和表面光洁度等优良性能,广泛应用于汽车、电器、家具等制造行业。目前,DC05钢的生产工艺已经趋于成熟,但如何进一步提高其特深冲性能,仍然是一

厚规格冷轧深冲用钢性能优化研究.docx
厚规格冷轧深冲用钢性能优化研究摘要本文针对厚规格冷轧深冲用钢,对其性能进行优化研究。通过对材料的化学成分、热处理工艺以及改变纯度等因素的影响进行分析,得出了一些优化措施。实验结果表明,采用适当的化学成分以及合适的热处理工艺是提高冷轧深冲用钢性能的重要手段。关键词:厚规格;冷轧深冲用钢;性能优化AbstractInthispaper,theperformanceofcold-rolleddeep-drawingsteelwiththickspecificationswasoptimizedthroughre