
一种腕臂底座的加工方法.pdf

是立****92

1/4
2/4
3/4

4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种腕臂底座的加工方法.pdf
本发明公开了一种腕臂底座的加工方法,涉及机械零件生产方法技术领域,包括如下步骤:S1、选用直径为85mm圆钢,利用剪切机进行下料;S2、将步骤1的毛坯件放入中频加热炉加;S3、利用空气锤对步骤2得到工件的一端进行拔锤;S4、将拔锤后的工件放入摩压机内的成型模具热锻;S5、利用冲床对热锻后的工件进行切边、热校处理;S6、将热校后的工件进行热处理;S7、将热处理后的工件进行抛丸处理;S8、将抛丸后的工件进行冷校处理;S9、将抛丸、冷校处理以后的零件包装。本发明所公开的腕臂底座的加工方法,实现了批量生产,减少了

平腕臂底座螺栓断裂分析.docx
平腕臂底座螺栓断裂分析随着机械加工和制造技术的不断提高,机械零件的使用寿命和可靠性得到了大幅提升。然而,在使用过程中,零件疲劳失效仍然是一个不可避免的问题。本文将分析一个平腕臂底座螺栓断裂的案例,并探讨其失效原因和防范措施。一、案例介绍该案例是关于一辆重型货车的平腕臂底座螺栓断裂事故。该车为一辆自重50吨的大型货车,用于运输散装货物。在一次路试中,车辆行驶到一段路面较为崎岖的地方时,车主突然听到一声巨响,随后车辆的运转出现了异常,最终被迫停在路边。初步检查发现,车辆的平腕臂底座螺栓断裂,并且部分零件散落在

腕臂底座闭式锻造成型工艺研究.docx
腕臂底座闭式锻造成型工艺研究摘要:本文着眼于腕臂底座闭式锻造成型工艺的研究,通过对闭式锻造工艺的介绍、闭式锻造成型工艺的特点及应用过程、并结合腕臂底座的特点进行分析,进而提出相应的优化建议。研究表明,腕臂底座闭式锻造成型工艺具有成形精度高、物料利用率高、表面质量好等特点,因此值得进一步发展和应用。一、引言腕臂底座是指连接机械臂的中间部分,负责支撑机械臂运动。其材料通常采用铝合金,具有高强度、轻质等优点,广泛应用于工业机器人和自动化生产线中。在生产制造过程中,腕臂底座的成型工艺至关重要,既关系到产品质量,也

腕臂安装方法.pdf
本公开涉及腕臂安装技术领域,具有提供了一种腕臂安装方法。该腕臂安装方法包括以下步骤:在机械臂上设置安装模板,在支撑架上设置预装模板,预装模板通过翻转机构安装在支撑架上;在支柱上安装两个腕臂底座;在预装模板上拼装腕臂,翻转机构带动预装模板翻转至竖直位置;机械臂带动安装模板移动到第一工作位,将拼装好的腕臂从预装模板移动到安装模板上并进行定位;机械臂带动安装模板移动到第二工作位,并将直腕臂和斜腕臂分别安装在两个腕臂底座上。本申请当机械臂将安装模板移动到设定位置进行安装时,工作人员可在预装模板上同步拼装下一个腕臂
一种腕臂装置.pdf
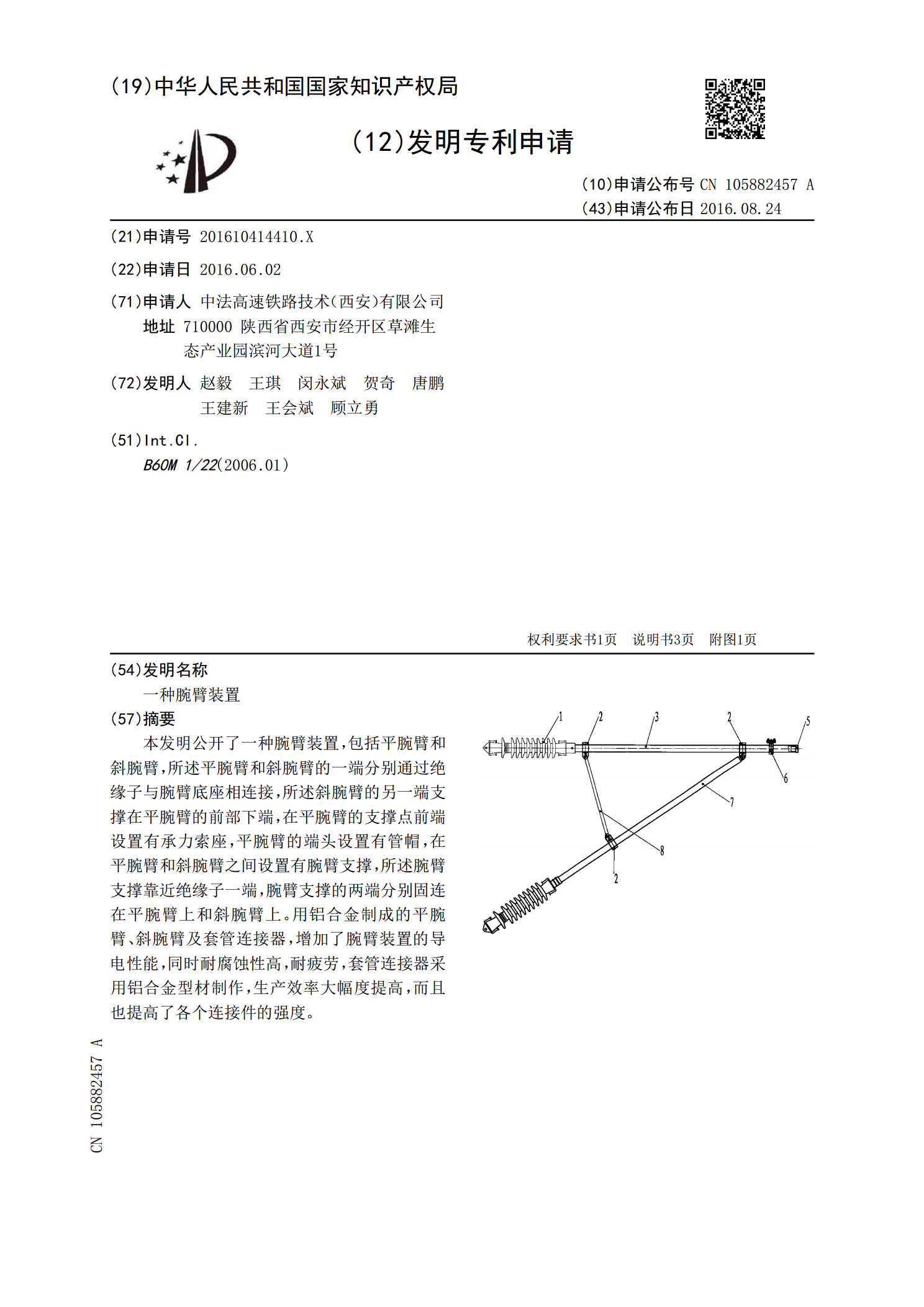
本发明公开了一种腕臂装置,包括平腕臂和斜腕臂,所述平腕臂和斜腕臂的一端分别通过绝缘子与腕臂底座相连接,所述斜腕臂的另一端支撑在平腕臂的前部下端,在平腕臂的支撑点前端设置有承力索座,平腕臂的端头设置有管帽,在平腕臂和斜腕臂之间设置有腕臂支撑,所述腕臂支撑靠近绝缘子一端,腕臂支撑的两端分别固连在平腕臂上和斜腕臂上。用铝合金制成的平腕臂、斜腕臂及套管连接器,增加了腕臂装置的导电性能,同时耐腐蚀性高,耐疲劳,套管连接器采用铝合金型材制作,生产效率大幅度提高,而且也提高了各个连接件的强度。