
一种热处理炉用烧嘴的脉冲控制方法.pdf

映雁****魔王

1/4
2/4

3/4

4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种热处理炉用烧嘴的脉冲控制方法.pdf
本发明公开了一种热处理炉用烧嘴的脉冲控制方法,包括以下步骤:S1、当炉膛温度按比例调控达到工艺的设定温度时,将烧嘴均调到最小负荷,若此时炉膛温度还升,则进入S2;S2、关闭其余烧嘴,将第一烧嘴在最小负荷下运行设定时间后,启动第二烧嘴并关闭第一烧嘴;S3、按照步骤S2的方式依次启动第三烧嘴、第四烧嘴直至最后一个烧嘴后,再启动第一烧嘴,如此循环直至热处理保温结束,使得炉膛温度始终保持在设定的加热功率中。本发明相较于现有技术,在热处理炉的保温阶段,只有一个烧嘴处在工作状态,烧嘴互相轮换启动,炉膛温度在±3℃,铝
一种加热炉烧嘴用脉冲控制及脉冲炉的炉温控制方法.pdf
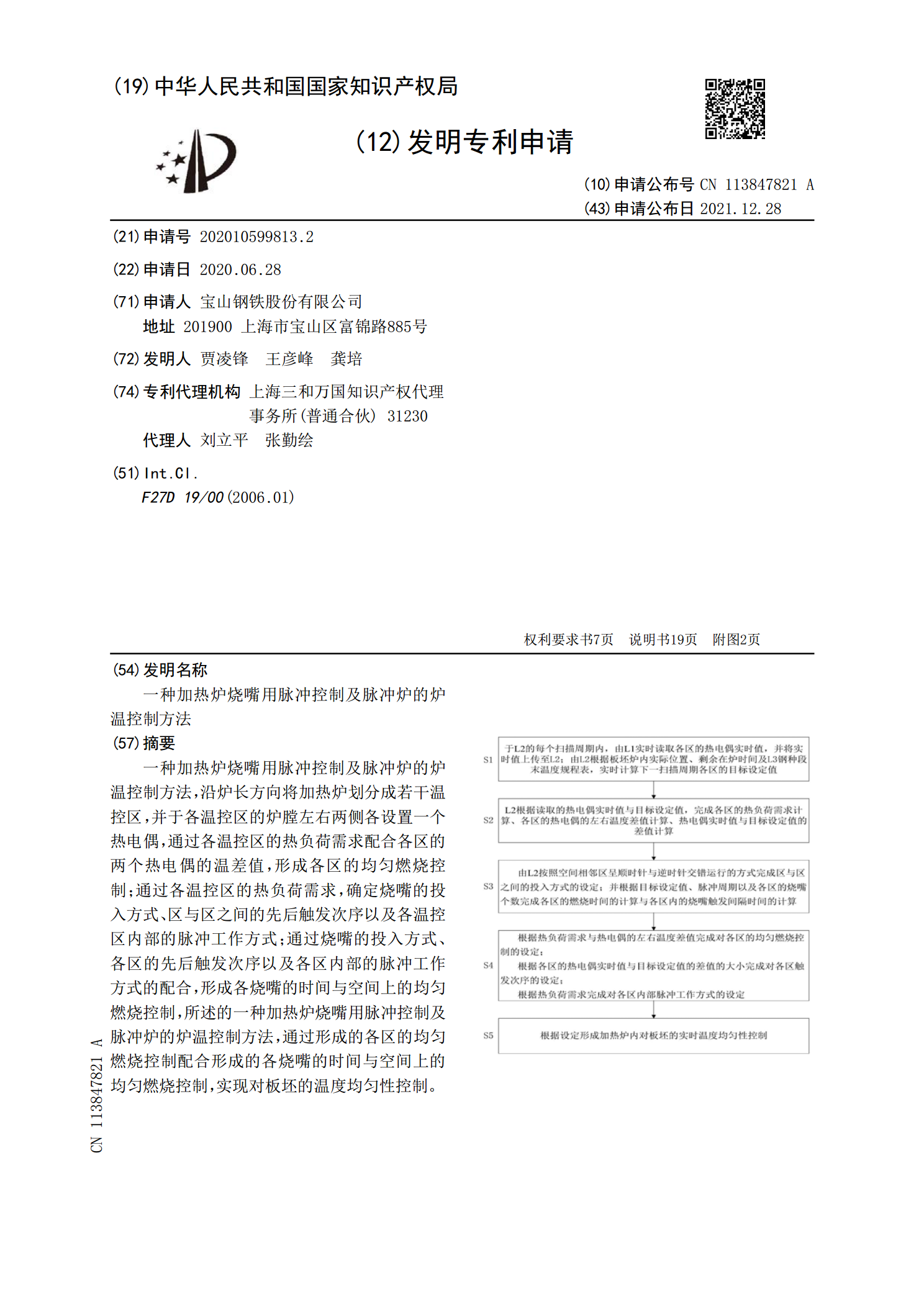
一种加热炉烧嘴用脉冲控制及脉冲炉的炉温控制方法,沿炉长方向将加热炉划分成若干温控区,并于各温控区的炉膛左右两侧各设置一个热电偶,通过各温控区的热负荷需求配合各区的两个热电偶的温差值,形成各区的均匀燃烧控制;通过各温控区的热负荷需求,确定烧嘴的投入方式、区与区之间的先后触发次序以及各温控区内部的脉冲工作方式;通过烧嘴的投入方式、各区的先后触发次序以及各区内部的脉冲工作方式的配合,形成各烧嘴的时间与空间上的均匀燃烧控制,所述的一种加热炉烧嘴用脉冲控制及脉冲炉的炉温控制方法,通过形成的各区的均匀燃烧控制配合形成
一种定位热处理炉故障烧嘴的方法.pdf
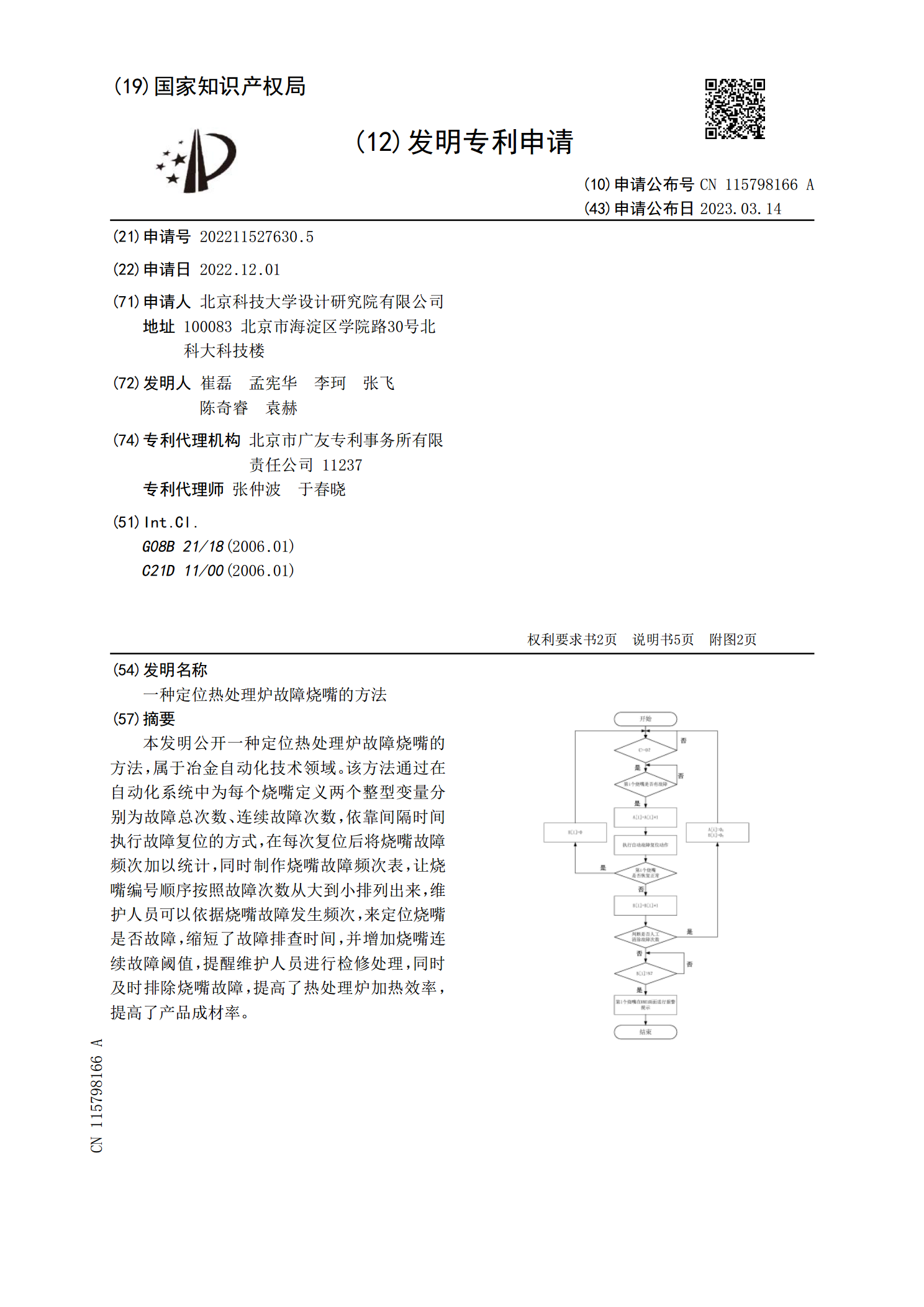
本发明公开一种定位热处理炉故障烧嘴的方法,属于冶金自动化技术领域。该方法通过在自动化系统中为每个烧嘴定义两个整型变量分别为故障总次数、连续故障次数,依靠间隔时间执行故障复位的方式,在每次复位后将烧嘴故障频次加以统计,同时制作烧嘴故障频次表,让烧嘴编号顺序按照故障次数从大到小排列出来,维护人员可以依据烧嘴故障发生频次,来定位烧嘴是否故障,缩短了故障排查时间,并增加烧嘴连续故障阈值,提醒维护人员进行检修处理,同时及时排除烧嘴故障,提高了热处理炉加热效率,提高了产品成材率。
高速烧嘴脉冲隧道炉.pdf
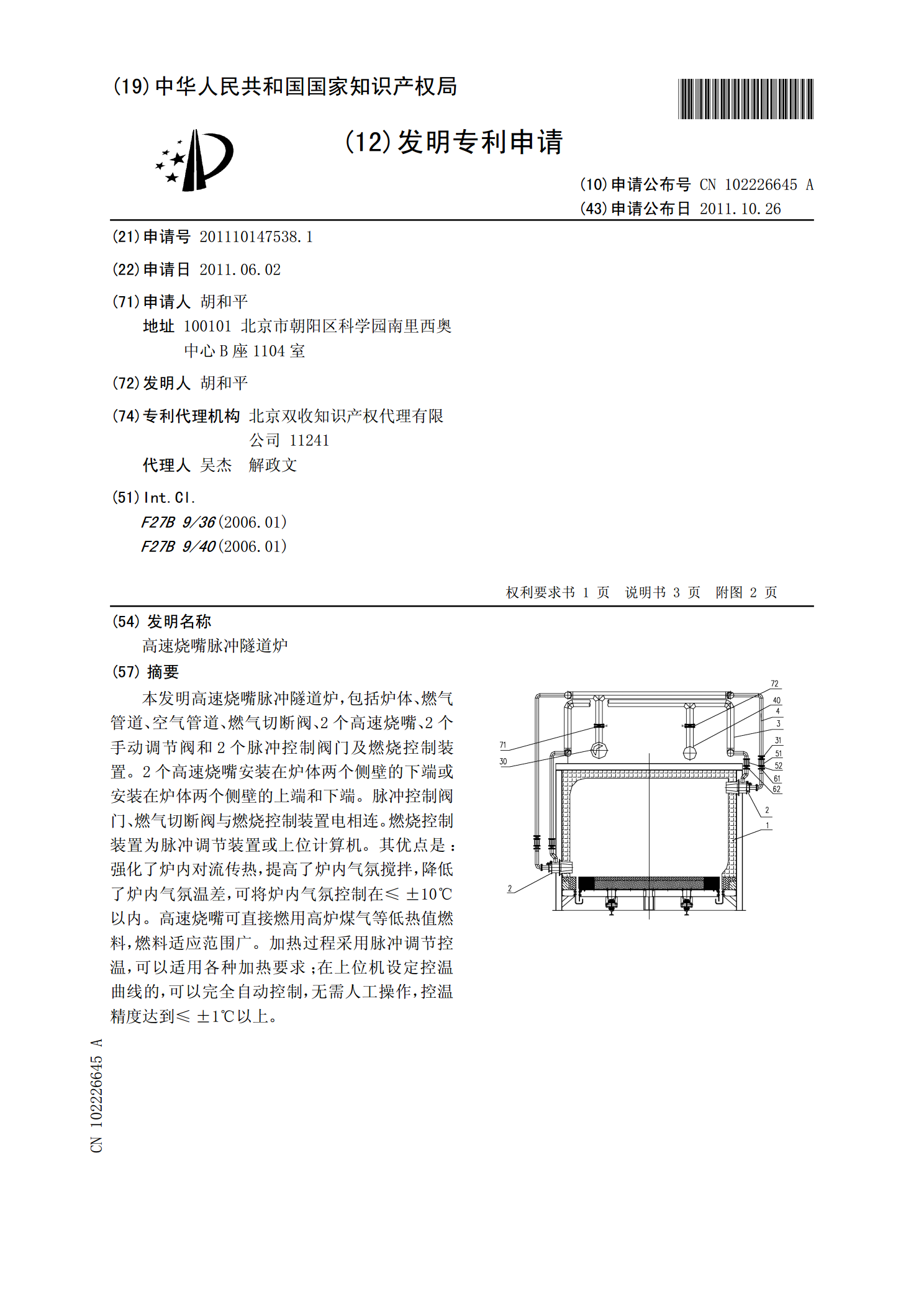
本发明高速烧嘴脉冲隧道炉,包括炉体、燃气管道、空气管道、燃气切断阀、2个高速烧嘴、2个手动调节阀和2个脉冲控制阀门及燃烧控制装置。2个高速烧嘴安装在炉体两个侧壁的下端或安装在炉体两个侧壁的上端和下端。脉冲控制阀门、燃气切断阀与燃烧控制装置电相连。燃烧控制装置为脉冲调节装置或上位计算机。其优点是:强化了炉内对流传热,提高了炉内气氛搅拌,降低了炉内气氛温差,可将炉内气氛控制在≤±10℃以内。高速烧嘴可直接燃用高炉煤气等低热值燃料,燃料适应范围广。加热过程采用脉冲调节控温,可以适用各种加热要求;在上位机设定控温

辊底式热处理炉烧嘴控制仿真研究.docx
辊底式热处理炉烧嘴控制仿真研究辊底式热处理炉是一种常用的热处理设备,在工业生产中广泛应用。烧嘴控制是辊底式热处理炉中重要的控制环节,对炉膛内温度分布的均匀性和炉内工件的加热效果具有至关重要的影响。本文通过仿真研究,旨在分析辊底式热处理炉烧嘴控制的关键问题和优化方法,提出合理的控制策略,以提高炉膛内温度分布的均匀性和热处理效果。首先,本文将研究对象确定为辊底式热处理炉烧嘴。辊底式热处理炉主要由炉膛、辊底、燃烧系统等组成,烧嘴作为炉膛中的热源,对炉内工件进行加热。烧嘴的控制与燃烧系统的工作状态密切相关,因此需