
一种提升管线钢生产效率的方法.pdf

雨星****萌娃

1/9
2/9

3/9
4/9
5/9
6/9
7/9
8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种提升管线钢生产效率的方法.pdf
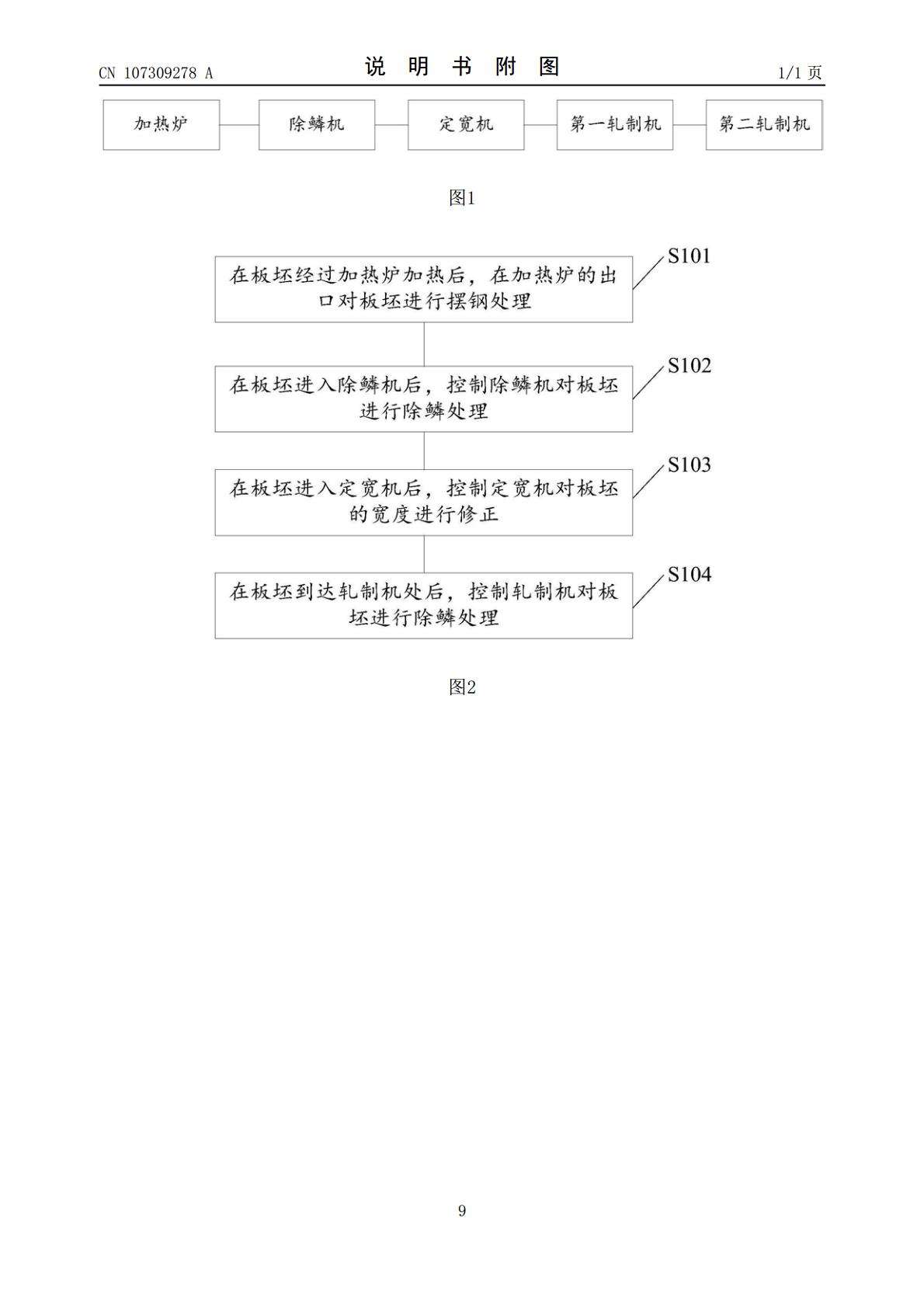
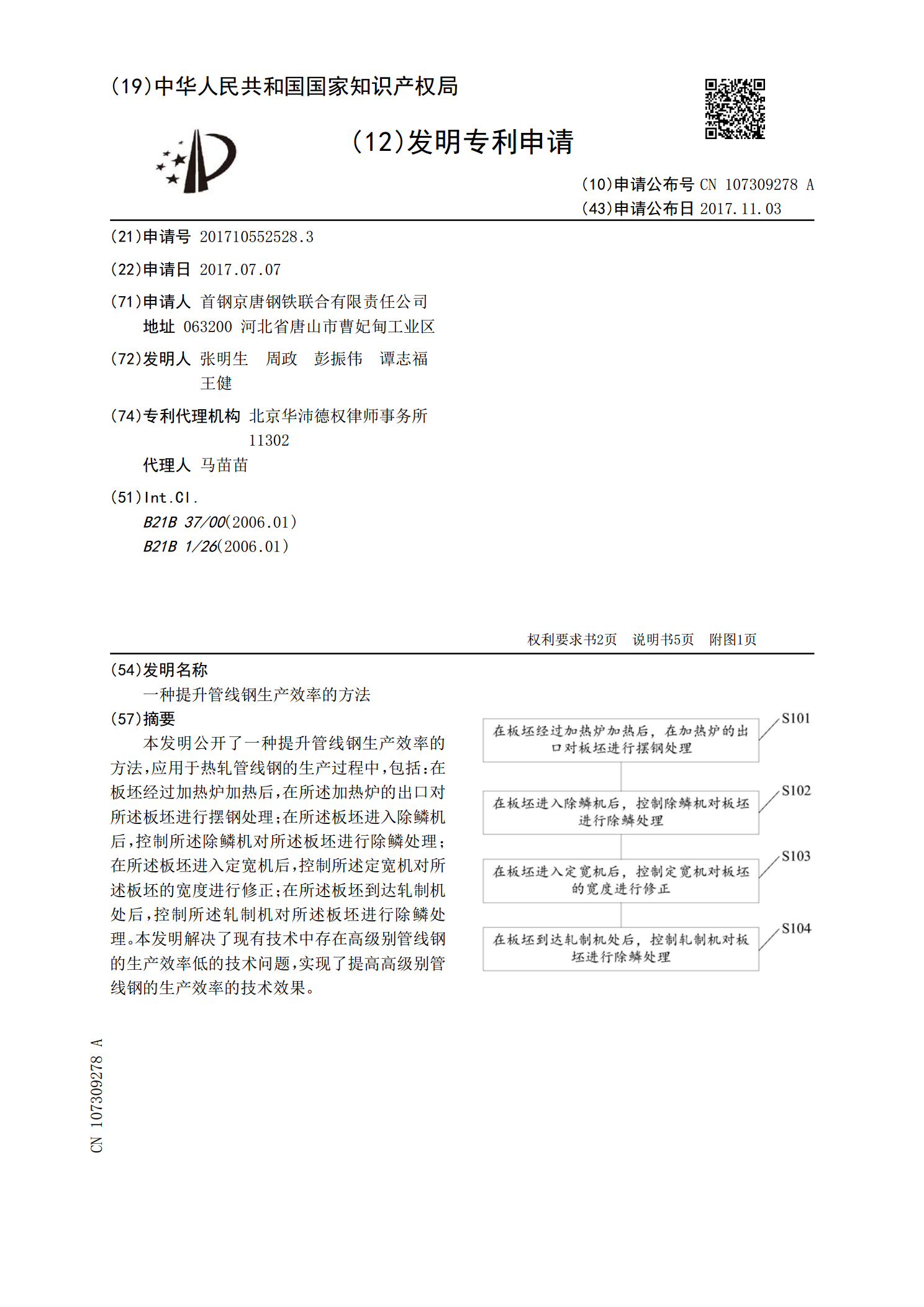
本发明公开了一种提升管线钢生产效率的方法,应用于热轧管线钢的生产过程中,包括:在板坯经过加热炉加热后,在所述加热炉的出口对所述板坯进行摆钢处理;在所述板坯进入除鳞机后,控制所述除鳞机对所述板坯进行除鳞处理;在所述板坯进入定宽机后,控制所述定宽机对所述板坯的宽度进行修正;在所述板坯到达轧制机处后,控制所述轧制机对所述板坯进行除鳞处理。本发明解决了现有技术中存在高级别管线钢的生产效率低的技术问题,实现了提高高级别管线钢的生产效率的技术效果。
一种管线钢的生产方法.pdf
一种管线钢的生产方法,采用转炉—RH真空循环脱气精炼—LF精炼—VD真空脱气—CC连铸—加热炉加热—粗轧—精轧—Mulpic控冷—成品入库的生产工艺路线。化学成分质量百分比为:C=0.02~0.03,Si=0.20~0.30,Mn=1.00~1.20,P≤0.015,S≤0.005,Nb=0.04~0.05,Ti=0.008~0.02,Cu=0.10~0.15,Ni=0.10~0.15,Mo=0.10~0.15,余量为Fe。本发明采用低碳当量低Pcm值的成分设计,通过微合金化+两阶段轧制+Mulpic多功
一种管线钢的生产方法.pdf
一种管线钢的生产方法,采用转炉冶炼→LF精炼→VD真空脱气→连铸→加热炉加热→粗轧→精轧→Mulpic控冷→成品入库的工艺路线,包括合金元素的质量百分比为:C=0.03~0.06,Si=0.20~0.35,Mn=1.60~1.70,P≤0.015,S≤0.005,Nb=0.04~0.06,Ti=0.008~0.02,Ni=0.15~0.25,Cr=0.20~0.35,Mo=0.10~0.15,H≤0.0003,N≤0.005,O≤0.0015,余量为Fe;粗轧+精轧+Mulpic控冷的工艺方法:钢坯加热温
一种管线钢的生产方法.pdf
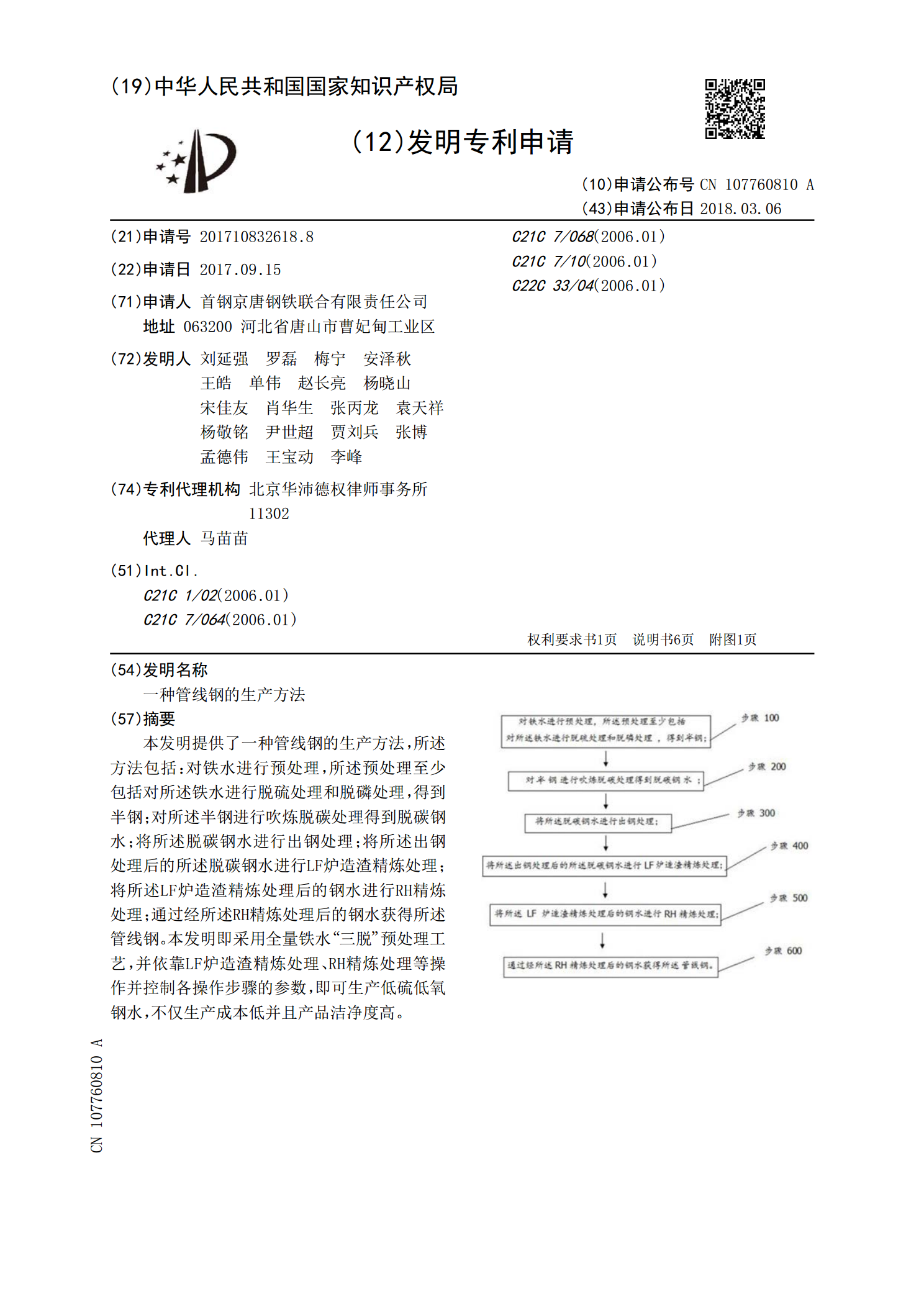
本发明提供了一种管线钢的生产方法,所述方法包括:对铁水进行预处理,所述预处理至少包括对所述铁水进行脱硫处理和脱磷处理,得到半钢;对所述半钢进行吹炼脱碳处理得到脱碳钢水;将所述脱碳钢水进行出钢处理;将所述出钢处理后的所述脱碳钢水进行LF炉造渣精炼处理;将所述LF炉造渣精炼处理后的钢水进行RH精炼处理;通过经所述RH精炼处理后的钢水获得所述管线钢。本发明即采用全量铁水“三脱”预处理工艺,并依靠LF炉造渣精炼处理、RH精炼处理等操作并控制各操作步骤的参数,即可生产低硫低氧钢水,不仅生产成本低并且产品洁净度高。
一种管线钢的生产方法.pdf
本发明提供了一种管线钢的生产方法,包括:将铁水包中的铁水依次进行扒渣处理、加入脱硫剂脱硫处理、再次扒渣处理,然后将铁水兑入脱磷转炉;向所述脱磷转炉的铁水中加入废钢和渣料,进行吹炼脱磷处理,然后将所得钢水兑入脱碳转炉;向所述脱碳转炉的钢水加入渣料,进行吹炼脱碳处理,得到脱碳钢水;将得到的脱碳钢水进行出钢处理,然后将钢水倒入钢包内;将所述钢包内的钢水进行RH精炼;将RH精炼后的钢水进行连铸机浇注。本发明提供的管线钢的生产方法,采用全量铁水“三脱”预处理工艺,无需二次精炼脱硫,依靠原辅料控制和转炉操作即可生产S