
一种泵轴的加工方法.pdf

书生****12

1/4
2/4
3/4
4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种泵轴的加工方法.pdf
本发明提供了一种泵轴的加工方法,其步骤如下:1、选取钢柱材料为泵轴基体材料;2、将钢柱冲裁,制作成钢轴;3、清洗钢轴,采用一定配比的原料制成铜基粉末,在钢轴表面镀铜;4、在钢轴表面铺撒铜基粉末,放入烧结炉中烧结;5、将烧结好的钢轴进行热处理,进行回火处理后冷却至室温;6、将热处理后的钢轴机械加工成泵轴;7、对泵轴先用抛光轮进行抛光,然后进行氧化处理,最后对泵轴进行激光处理。通过对钢轴进行淬火处理,保证了液压泵轴的耐磨性,铜基粉末的配方可以有效提高其耐磨性,激光处理钢轴表面后,使得钢轴的表观硬度、耐磨性能和

一种锻件泵轴的加工方法.pdf
本发明公开了一种锻件泵轴的加工方法,包括以下步骤:a、浇注圆柱形坯料步骤,圆柱形坯料中化学成分重量百分比为:C0.26-0.350%,Mn1.2-2.2%,Si0.6-1.5,Cr1.6-2.0%,W0.42-0.8%,Cd?0.4-1.0%,Cu0.35~0.50%,P≤0.040%、S≤0.030%,余量为Fe及不可避免的夹杂质;浇注好的坯料空冷至150-200℃时,再以每小时50-60℃升温加热至750-800℃,保温3-4小时,炉冷至室温后,再以每小时100-120℃升温至1020-1050℃,保
化工离心泵轴的加工方法.pdf
化工离心泵轴的加工方法,包括以下步骤:1)、钻中心孔:用三爪卡盘夹毛坯外圆,用中心钻将轴两端中心孔钻好;2)、粗车:用机芯夹头将轴顶好,粗车各外圆保留0.2mm的加工余量,粗车各台阶长度保留1mm的加工余量;3)、调质处理;4)、精车:用机芯夹头将轴顶好,精车轴上最大外圆到图纸要求,精车各种螺纹至图纸要求,精车各台阶长度到图纸要求,并倒角;5)、磨削:将轴上其余部位外圆按图纸磨到尺寸;6)、检验:按图纸要求检验;7)、铣削:按图纸要求铣键槽;8)、检验:按图纸要求检验工序7。本发明加工方便,能保证加工精度

化工离心泵轴的加工方法.pdf
(19)中华人民共和国国家知识产权局(12)发明专利申请(10)申请公布号CN103386590A(43)申请公布日2013.11.13(21)申请号CN201310296359.3(22)申请日2013.07.16(71)申请人江苏亚梅泵业集团有限公司地址214500江苏省泰州市靖江市工业经济开发区新桥工业园区新江路8号(72)发明人王友宏;朱巧君(74)专利代理机构靖江市靖泰专利事务所代理人陆平(51)Int.CI权利要求说明书说明书幅图(54)发明名称化工离心泵轴的加工方法(57)摘要化工离心泵轴的
一种不锈钢轴、流体泵及不锈钢轴的加工方法.pdf
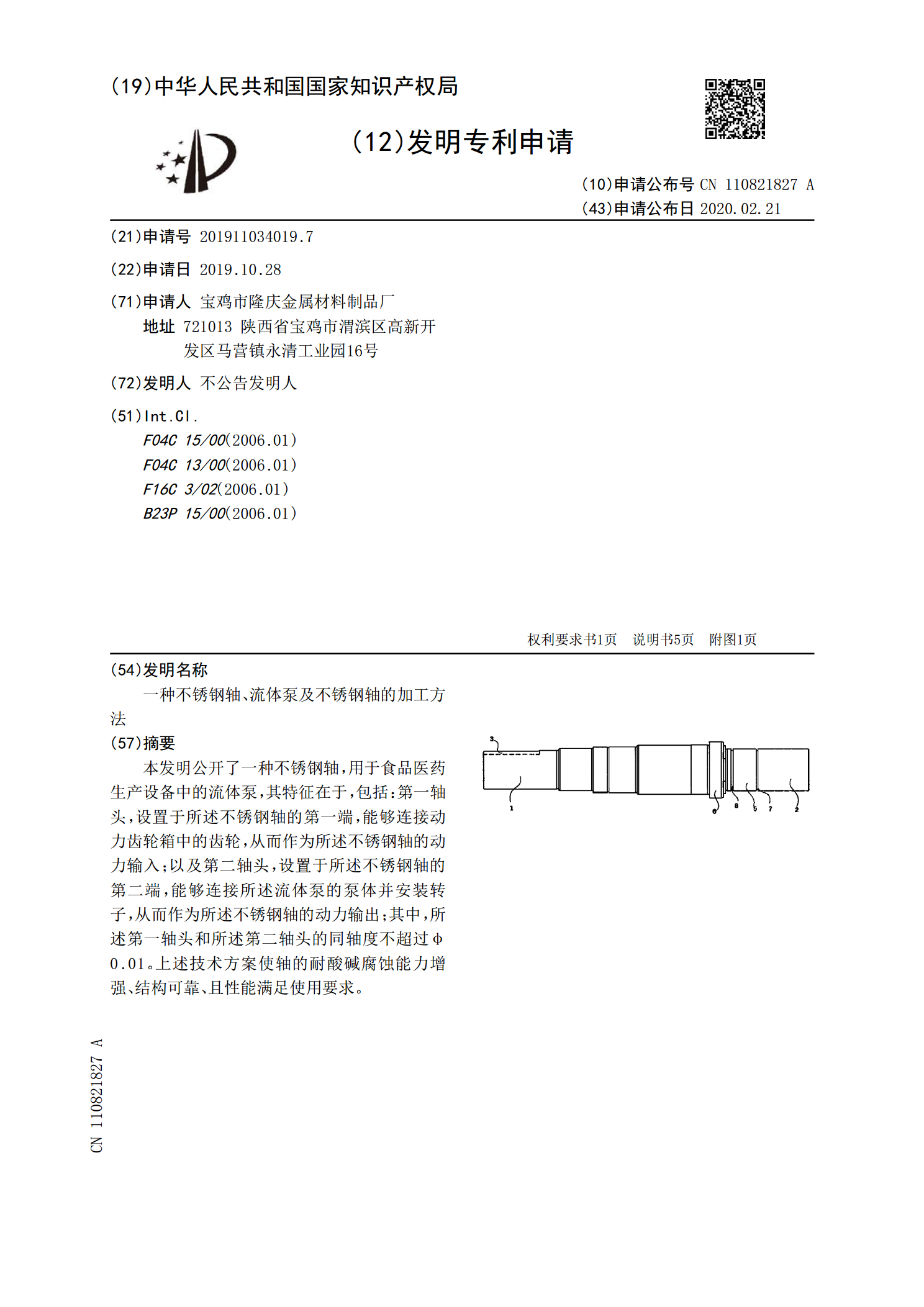
本发明公开了一种不锈钢轴,用于食品医药生产设备中的流体泵,其特征在于,包括:第一轴头,设置于所述不锈钢轴的第一端,能够连接动力齿轮箱中的齿轮,从而作为所述不锈钢轴的动力输入;以及第二轴头,设置于所述不锈钢轴的第二端,能够连接所述流体泵的泵体并安装转子,从而作为所述不锈钢轴的动力输出;其中,所述第一轴头和所述第二轴头的同轴度不超过φ0.01。上述技术方案使轴的耐酸碱腐蚀能力增强、结构可靠、且性能满足使用要求。