
一种电机铁芯的加工工艺.pdf

小凌****甜蜜


1/5
2/5
3/5

4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种电机铁芯的加工工艺.pdf
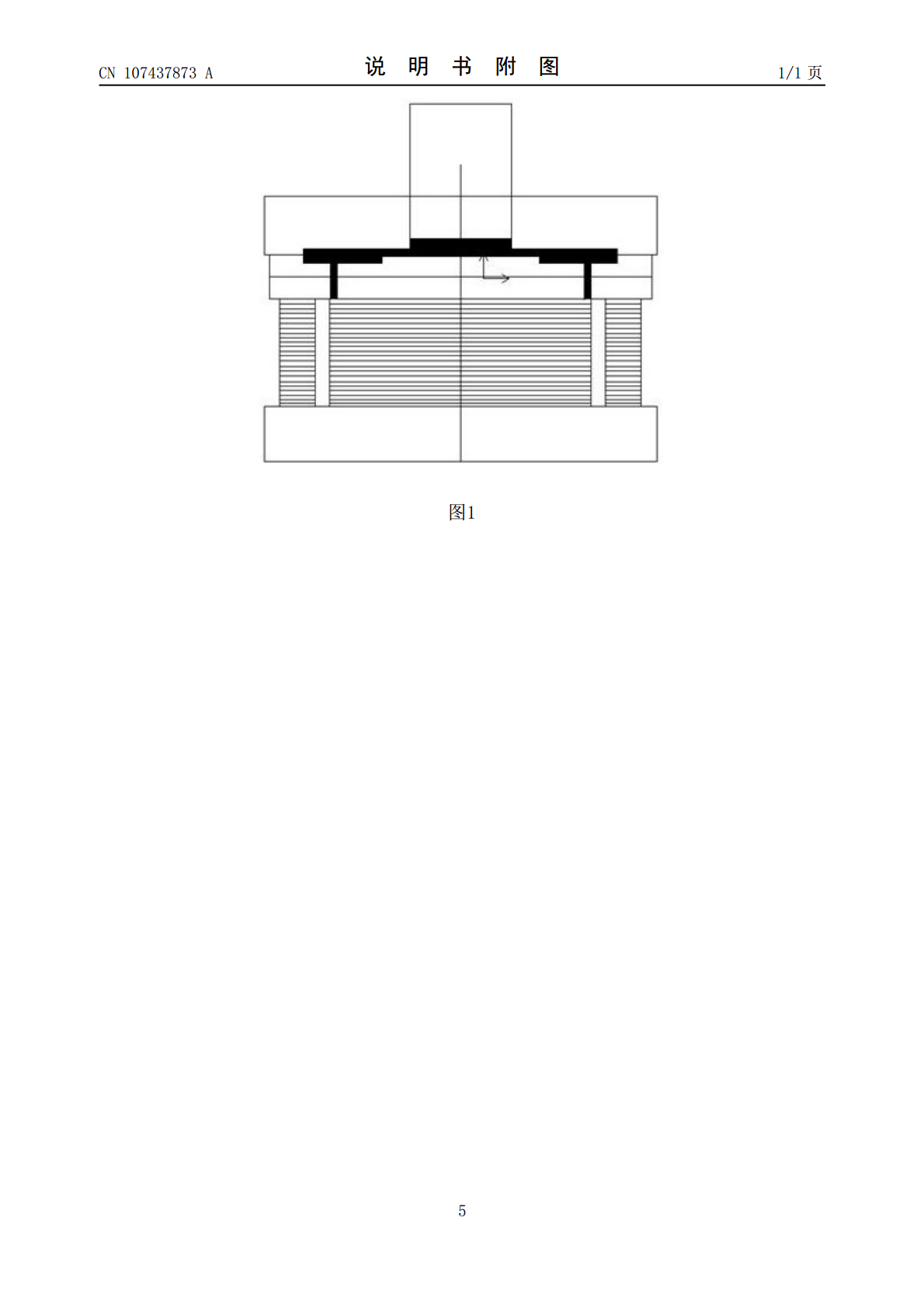
本发明公开了一种电机铁芯的加工工艺,包括以下步骤:第一步:检查自粘性冲片的平面度;第二步;粘结之前要仔细检查冲片表面,不能有油污灰尘,用干净抹布将表面抹干净,抹布上不能沾酒精和丙酮;第三步:粘结工装清理干净;第四步:每个叠片孔分别插入定位杆,保证自粘板的垂直度的要求,调整后保证冲片整齐;第五步:将粘结工作吊入油压机;第六步:粘结工装放烘炉中;第七步:从炉中取出粘结工装;第八步:检查端板平面度,通槽棒顺通。本发明与现有技术相比,有益效果在于:自粘板不产生退磁,达到定转子铁芯叠压性能,保证自粘冲片的外观质量,

一种电机铁芯滚漆加工方法.pdf
本发明涉及一种电机铁芯滚漆加工方法,主要解决现有技术中存在的工件周边会有残留油漆的技术问题,本发明通过采用包括工件升降机构、工件旋转机构3及供油管路,所述供油管路包括供储桶,设置于供储桶出口的供油泵7,与供油泵连接的油漆供管,与油漆供管导通连接的供液针头,与供液针头配合设置的滚刷,所述滚刷下方对应位置设有置油槽的技术方案,较好的解决了该问题,可用于电机铁芯滚漆工序中。

一种电机定子铁芯斜槽的加工设备.pdf
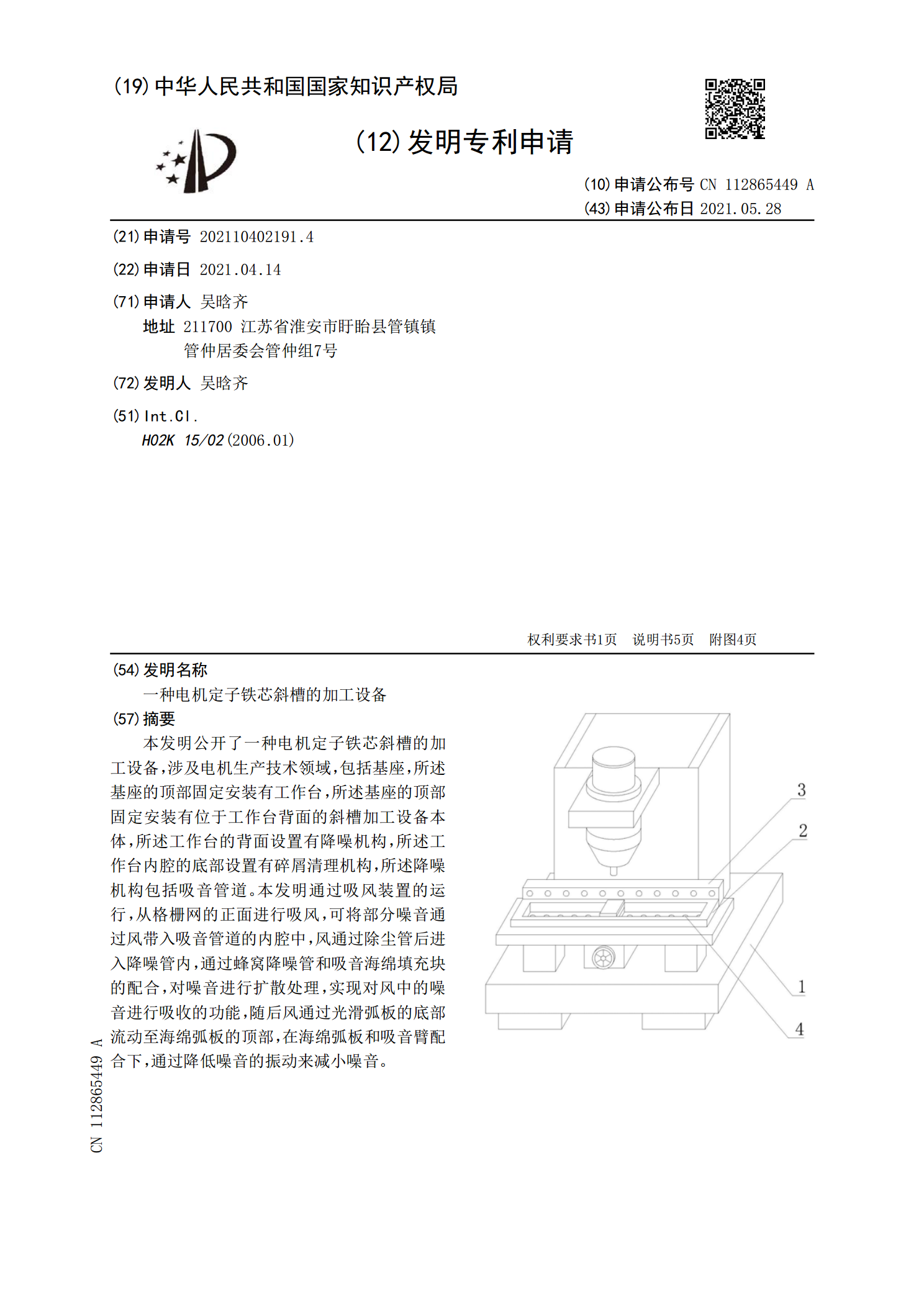
本发明公开了一种电机定子铁芯斜槽的加工设备,涉及电机生产技术领域,包括基座,所述基座的顶部固定安装有工作台,所述基座的顶部固定安装有位于工作台背面的斜槽加工设备本体,所述工作台的背面设置有降噪机构,所述工作台内腔的底部设置有碎屑清理机构,所述降噪机构包括吸音管道。本发明通过吸风装置的运行,从格栅网的正面进行吸风,可将部分噪音通过风带入吸音管道的内腔中,风通过除尘管后进入降噪管内,通过蜂窝降噪管和吸音海绵填充块的配合,对噪音进行扩散处理,实现对风中的噪音进行吸收的功能,随后风通过光滑弧板的底部流动至海绵弧板
一种电机定子铁芯斜槽的加工设备.pdf
本发明公开了一种电机定子铁芯斜槽的加工设备,涉及电机生产技术领域,包括基座,所述基座的顶部固定安装有工作台,所述基座的顶部固定安装有位于工作台背面的斜槽加工设备本体,所述工作台的背面设置有降噪机构,所述工作台内腔的底部设置有碎屑清理机构,所述降噪机构包括吸音管道。本发明通过吸风装置的运行,从格栅网的正面进行吸风,可将部分噪音通过风带入吸音管道的内腔中,风通过除尘管后进入降噪管内,通过蜂窝降噪管和吸音海绵填充块的配合,对噪音进行扩散处理,实现对风中的噪音进行吸收的功能,随后风通过光滑弧板的底部流动至海绵弧板

一种电机定子铁芯的热装工艺.pdf
本发明提供一种电机定子铁芯的热装工艺,该工艺的装配步骤如下:第一步,将已经加工好的电机机座放入加热炉,在加热炉中对机座进行加热和保温;第二步,待加热炉内机座的温度稳定后,将机座从加热炉中取出,再将定子铁芯通过吊具装入机座内,通过机座内的挡台固定好位置,然后将机座自然冷却;第三步,机座在冷却至室温的过程中通过热胀冷缩将定子铁芯抱紧,即完成电机定子铁芯的热装过程。本发明的热装工艺步骤少、工艺简单,定子铁芯能够牢固的安装在机座内,并且安装位置准确。