
一种电机定子铁芯的热装工艺.pdf

书生****12


1/4
2/4
3/4
4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种电机定子铁芯的热装工艺.pdf
本发明提供一种电机定子铁芯的热装工艺,该工艺的装配步骤如下:第一步,将已经加工好的电机机座放入加热炉,在加热炉中对机座进行加热和保温;第二步,待加热炉内机座的温度稳定后,将机座从加热炉中取出,再将定子铁芯通过吊具装入机座内,通过机座内的挡台固定好位置,然后将机座自然冷却;第三步,机座在冷却至室温的过程中通过热胀冷缩将定子铁芯抱紧,即完成电机定子铁芯的热装过程。本发明的热装工艺步骤少、工艺简单,定子铁芯能够牢固的安装在机座内,并且安装位置准确。
定子铁芯、定子及电机.pdf
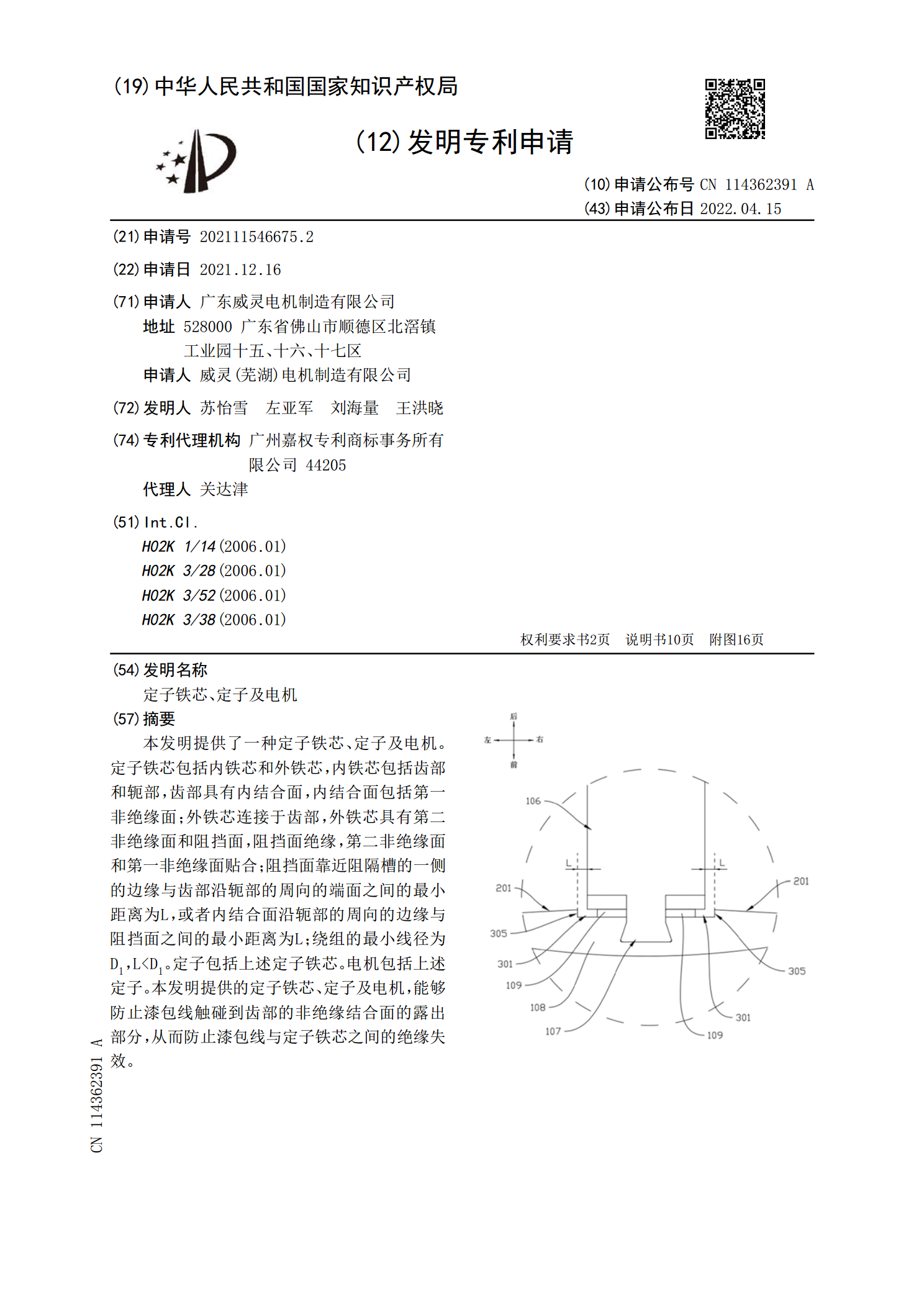
本实用新型提供了一种定子铁芯、定子及电机。定子铁芯包括内铁芯和外铁芯,内铁芯包括齿部和轭部,齿部具有内结合面,内结合面包括第一非绝缘面;外铁芯连接于齿部,外铁芯具有第二非绝缘面和阻挡面,阻挡面绝缘,第二非绝缘面和第一非绝缘面贴合;阻挡面靠近阻隔槽的一侧的边缘与齿部沿轭部的周向的端面之间的最小距离为L,或者内结合面沿轭部的周向的边缘与阻挡面之间的最小距离为L;绕组的最小线径为D<base:Sub>1</base:Sub>,L&lt;D<base:Sub>1</base:Sub>。定子包括上述定子铁芯
定子铁芯、定子及电机.pdf
本实用新型提供了一种定子铁芯、定子及电机。定子铁芯包括内铁芯和外铁芯,内铁芯包括齿部和轭部,齿部具有内结合面,内结合面包括第一非绝缘面;外铁芯连接于齿部,外铁芯具有第二非绝缘面和阻挡面,阻挡面绝缘,第二非绝缘面和第一非绝缘面贴合;阻挡面靠近阻隔槽的一侧的边缘与齿部沿轭部的周向的端面之间的最小距离为L,或者内结合面沿轭部的周向的边缘与阻挡面之间的最小距离为L;绕组的最小线径为D<base:Sub>1</base:Sub>,L&lt;D<base:Sub>1</base:Sub>。定子包括上述定子铁芯

一种电机定子冲片、电机定子铁芯、和电机.pdf
本发明公开了一种电机定子冲片、电机定子铁芯、和电机,有效解决了现有技术中电机NVH较高的技术问题。所述电机定子冲片的轭部沿着周向设置有若干道轴向的沟槽,沟槽中空置或填充阻尼介质。所述电机定子铁芯由若干所述电机定子冲片叠压组合而成或整体制成。所述电机包括电机壳体和所述电机定子铁芯,所述电机定子铁芯的外圆周面和电机壳体的内壁之间留有间隙,间隙中空置或填充阻尼介质。所述间隙/沟槽空置、或间隙/沟槽加阻尼介质的结构可以弱化定子产生的振动对电机壳体的激励,分别增加壳体和铁芯阻尼系数,降低壳体和铁芯响应频率,弱化振动
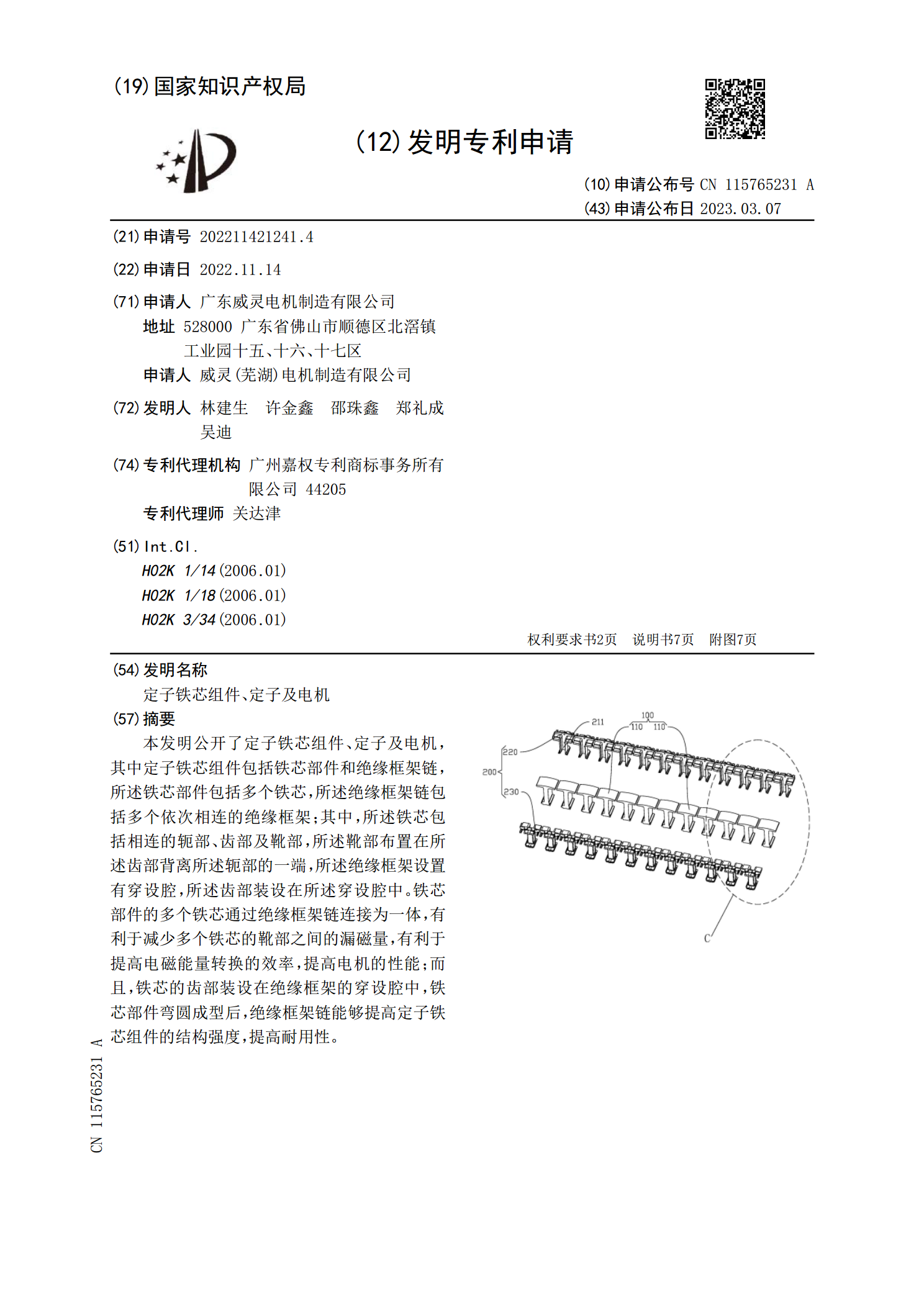
定子铁芯组件、定子及电机.pdf
本发明公开了定子铁芯组件、定子及电机,其中定子铁芯组件包括铁芯部件和绝缘框架链,所述铁芯部件包括多个铁芯,所述绝缘框架链包括多个依次相连的绝缘框架;其中,所述铁芯包括相连的轭部、齿部及靴部,所述靴部布置在所述齿部背离所述轭部的一端,所述绝缘框架设置有穿设腔,所述齿部装设在所述穿设腔中。铁芯部件的多个铁芯通过绝缘框架链连接为一体,有利于减少多个铁芯的靴部之间的漏磁量,有利于提高电磁能量转换的效率,提高电机的性能;而且,铁芯的齿部装设在绝缘框架的穿设腔中,铁芯部件弯圆成型后,绝缘框架链能够提高定子铁芯组件的结