
搅拌摩擦焊拼焊板固溶时效一体化成形方法.pdf

宜然****找我

1/7
2/7
3/7
4/7
5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
搅拌摩擦焊拼焊板固溶时效一体化成形方法.pdf
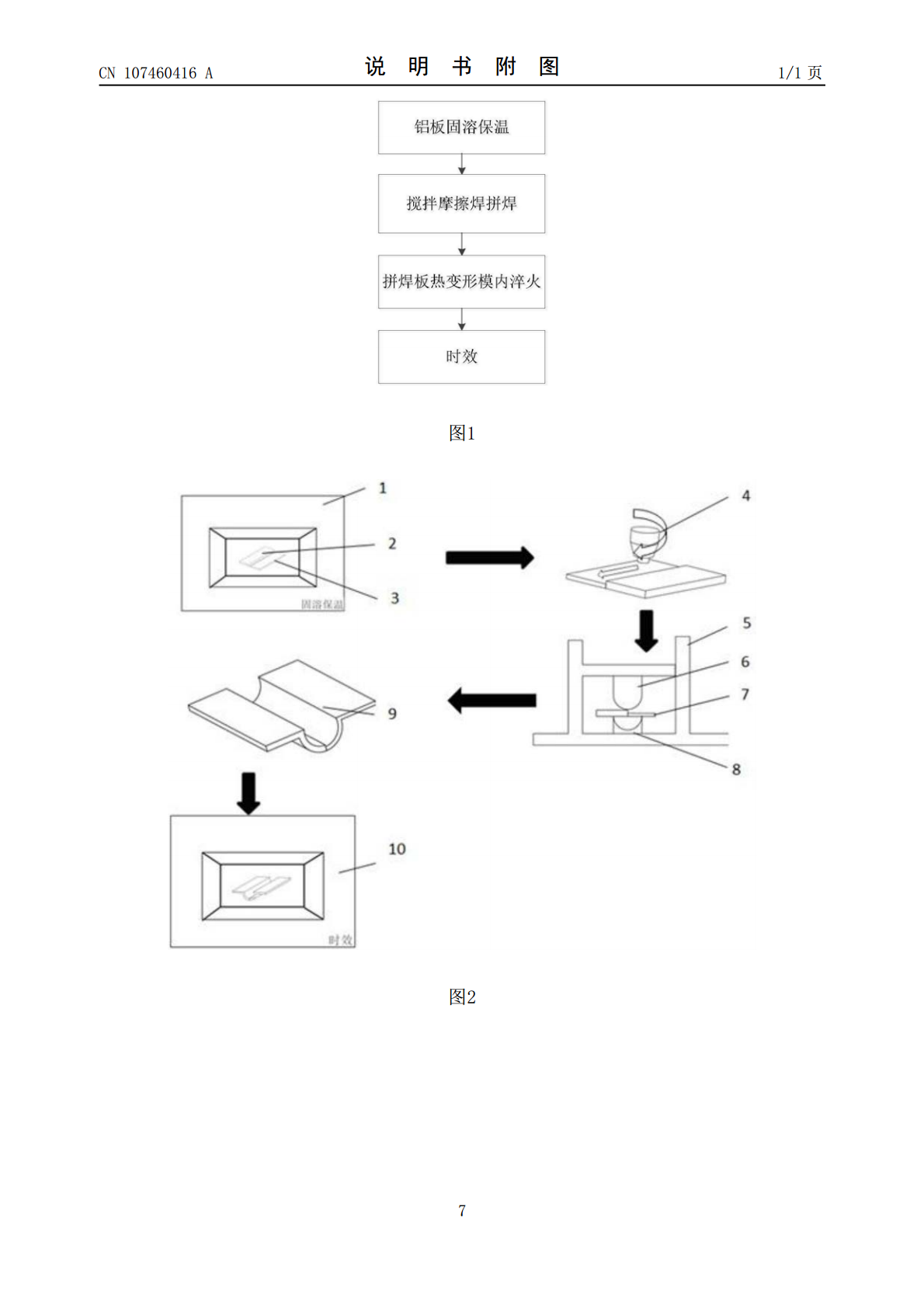
本发明公开了一种搅拌摩擦焊拼焊板固溶时效一体化成形方法,包括如下步骤:(1)固溶保温:将铝合金板进行固溶处理并保温。(2)搅拌摩擦焊拼焊板:利用搅拌摩擦焊设备将两块固溶后的铝合金板焊接在一起,获得搅拌摩擦焊拼焊板。(3)热变形和模内淬火:将搅拌摩擦焊拼焊板加热到固溶温度,然后立即移入带有水道的模具内进行冲压,同时进行模内淬火。(4)时效处理:变形得到的产品移入到时效炉中进行时效处理。采用本发明的方法,可以防止固溶处理导致搅拌摩擦焊拼焊板异常晶粒长大的问题,改善搅拌摩擦焊拼焊板的成形性和力学性能。同时能减少

搅拌摩擦焊.doc
铝合金搅拌摩擦焊前言铝合金材料由于重量轻、抗腐蚀易成形等优点受到众多工业制造的青睐,随着这种材料的性能的不断提高,如新型牌号的硬铝、超硬铝等材料的出现,在航空、航天、高速列车、高速舰船等工业制造领域得到了越来越广泛的应用。但是,铝合金材料表面的致密的氧化层以及弧焊过程中较大变形等又限制了这种材料的进一步推广应运。一、原理搅拌摩擦焊这种连接技术与传统概念中的摩擦焊方法相似,焊接过程没有被焊材料的熔化,形成的是固相接头。对于铝合金材料要获得高效率、高质量的连续对接和搭接接头的焊接,目前在世界范围内公认搅拌摩擦
铝合金拼焊板成形加工工艺.pdf
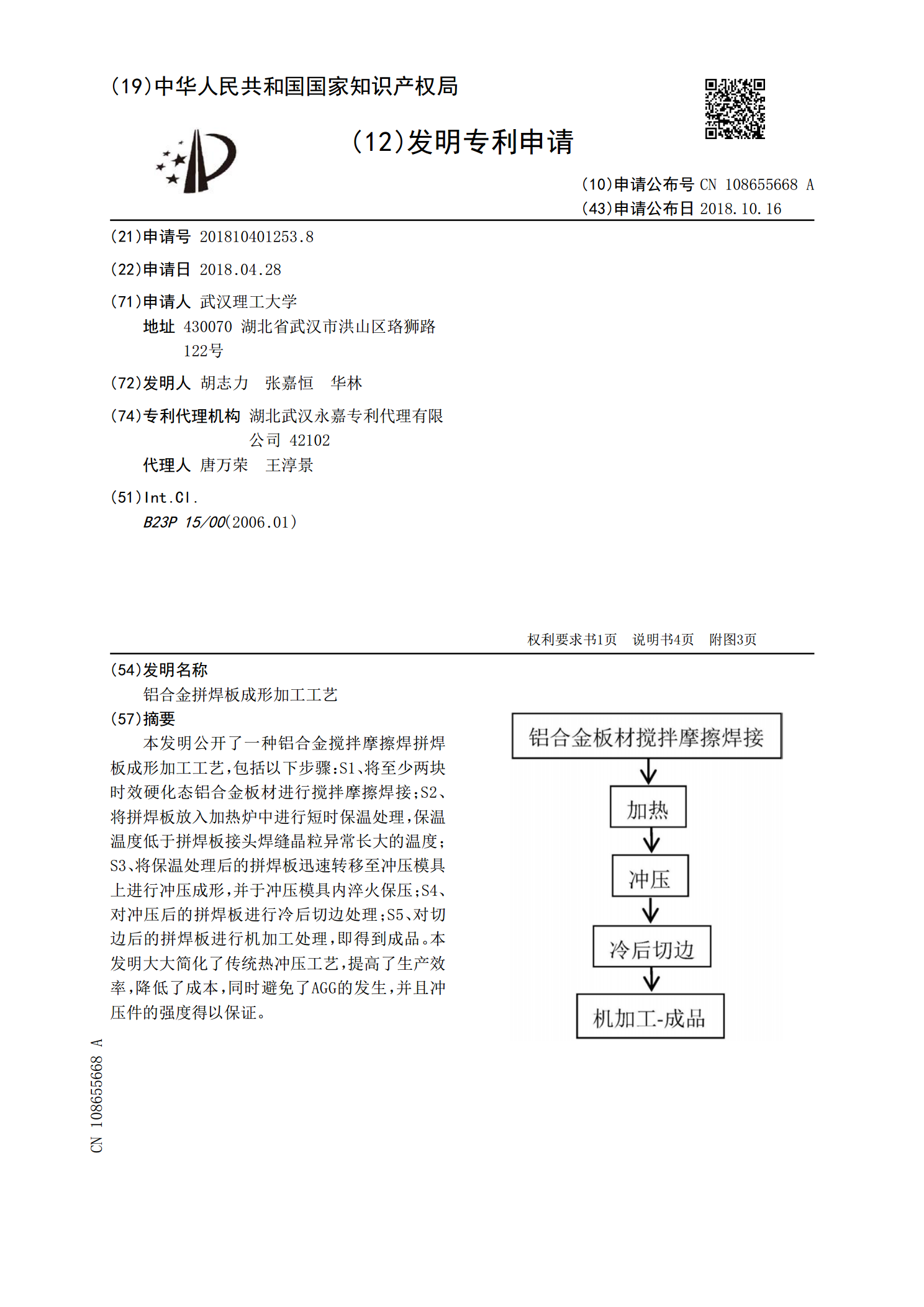
本发明公开了一种铝合金搅拌摩擦焊拼焊板成形加工工艺,包括以下步骤:S1、将至少两块时效硬化态铝合金板材进行搅拌摩擦焊接;S2、将拼焊板放入加热炉中进行短时保温处理,保温温度低于拼焊板接头焊缝晶粒异常长大的温度;S3、将保温处理后的拼焊板迅速转移至冲压模具上进行冲压成形,并于冲压模具内淬火保压;S4、对冲压后的拼焊板进行冷后切边处理;S5、对切边后的拼焊板进行机加工处理,即得到成品。本发明大大简化了传统热冲压工艺,提高了生产效率,降低了成本,同时避免了AGG的发生,并且冲压件的强度得以保证。

搅拌摩擦焊技术.ppt
1.1教学内容与目标1.2学情分析1.3教学设计搅拌摩擦焊1991年,英国焊接研究所(TheWeldingInstitute-TWI)发明了搅拌摩擦焊(FrictionStirWelding-FSW•1995年,英国焊接研究所在中国申请了搅拌摩擦焊技术发明专利,并于1999年正式获得国家专利局批准。2.2搅拌摩擦焊接的基本原理搅拌摩擦焊原理图焊接接头的示意图(V=14m/h)2.3搅拌摩擦焊接的重要工艺参数搅拌摩擦焊的工艺参数2.4搅拌摩擦焊接的特点搅拌摩擦焊具有的优点:搅拌摩擦焊存在的主要问题:搅拌摩擦

搅拌摩擦焊0.doc
搅拌摩擦焊搅拌摩擦焊的定义及原理搅拌摩擦焊(FrictionStirWelding,简称FSW)是基于摩擦焊技术的基本原理,由英国焊接研究所(TWI)于1991年发明的一种新型固相连接技术。与常规摩擦焊相比,其不受轴类零件的限制,可进行板材的对接、搭接、角接及全位置焊接。与传统的熔化焊方法相比,搅拌摩擦焊接头不会产生与熔化有关的如裂纹、气孔及合金元素的烧损等焊接缺陷;焊接过程中不需要填充材料和保护气体,使得以往通过传统熔焊方法无法实现焊接的材料通过搅拌摩擦焊技术得以实现连接;焊接前无须进行复杂的预处理,焊