
铝合金拼焊板成形加工工艺.pdf

光誉****君哥

1/9
2/9
3/9
4/9
5/9
6/9
7/9
8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
铝合金拼焊板成形加工工艺.pdf
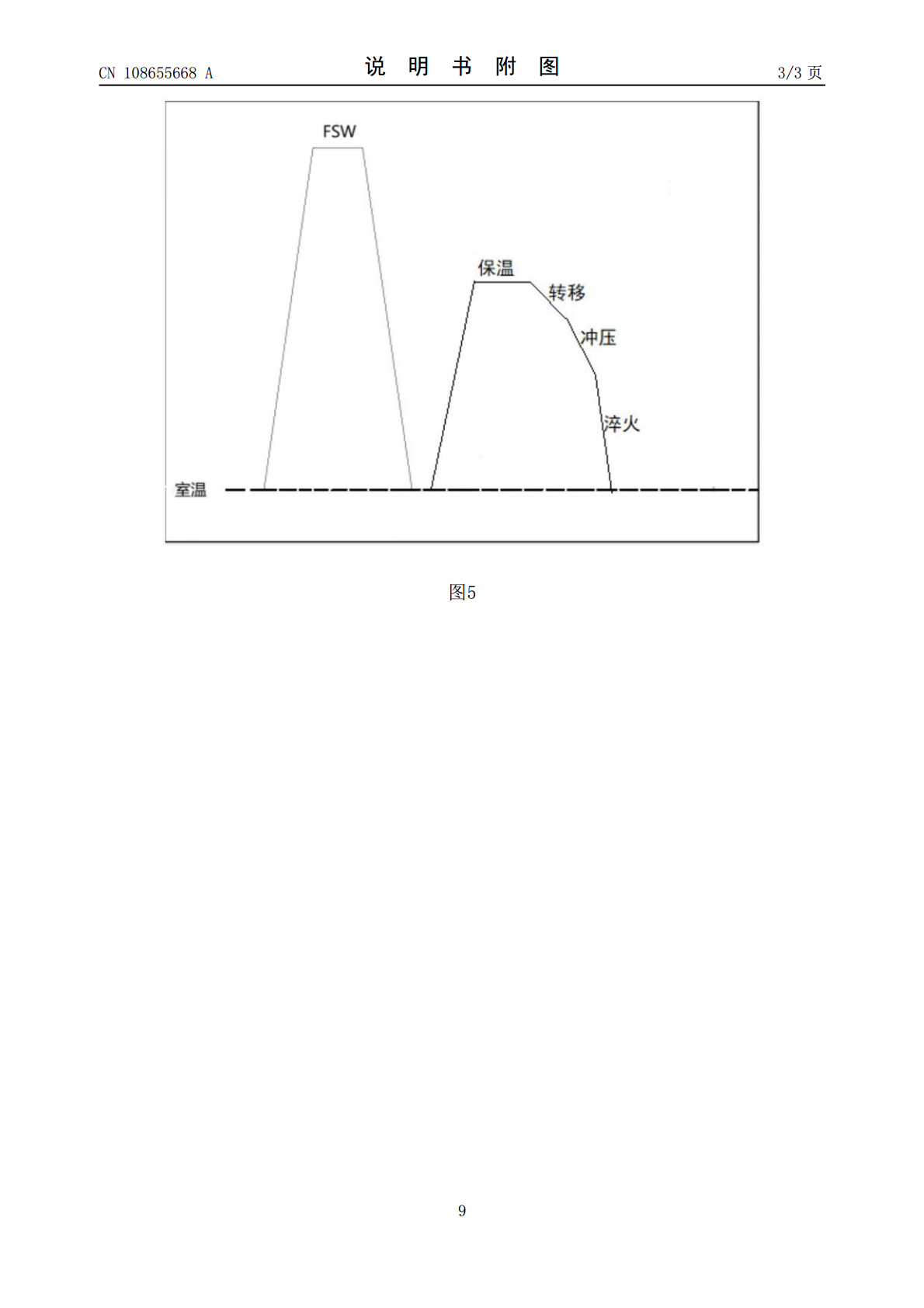
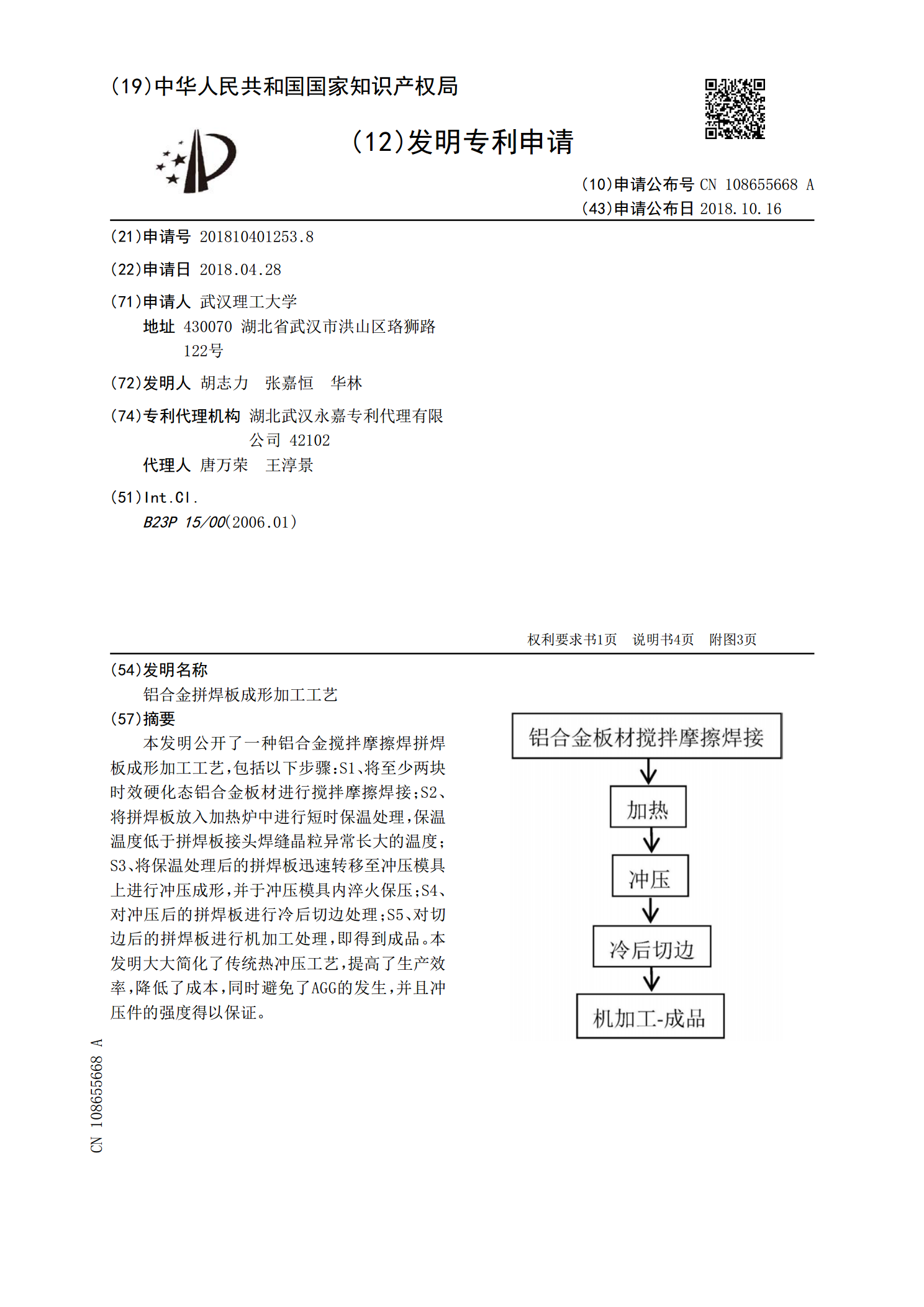
本发明公开了一种铝合金搅拌摩擦焊拼焊板成形加工工艺,包括以下步骤:S1、将至少两块时效硬化态铝合金板材进行搅拌摩擦焊接;S2、将拼焊板放入加热炉中进行短时保温处理,保温温度低于拼焊板接头焊缝晶粒异常长大的温度;S3、将保温处理后的拼焊板迅速转移至冲压模具上进行冲压成形,并于冲压模具内淬火保压;S4、对冲压后的拼焊板进行冷后切边处理;S5、对切边后的拼焊板进行机加工处理,即得到成品。本发明大大简化了传统热冲压工艺,提高了生产效率,降低了成本,同时避免了AGG的发生,并且冲压件的强度得以保证。

激光拼焊板渐进成形工艺与回弹控制研究.doc
分类号TG306单位代码10618密级公开学号2120990001专业硕士学位论文激光拼焊板渐进成形工艺与回弹控制研究研究生姓名:郭秋华导师姓名及职称:安治国副教授申请专业学位类别工程硕士学位授予单位重庆交通大学论文提交日期2015年6月20日专业领域名称机械工程论文答辩日期2015年6月7日2015年6月20日ResearchonIncrementalFormingProcessandSpringbackControlofLaserTailor-WeldedADissertationSubmittedf
激光拼焊板渐进成形工艺与回弹控制研究.doc
分类号TG306单位代码10618密级公开学号2120990001专业硕士学位论文激光拼焊板渐进成形工艺与回弹控制研究研究生姓名:郭秋华导师姓名及职称:安治国副教授

激光拼焊板渐进成形工艺与回弹控制研究.doc
分类号TG306单位代码10618密级公开学号2120990001专业硕士学位论文激光拼焊板渐进成形工艺与回弹控制研究研究生姓名:郭秋华导师姓名及职称:安治国副教授申请专业学位类别工程硕士学位授予单位重庆交通大学论文提交日期2015年6月20日专业领域名称机械工程论文答辩日期2015年6月7日2015年6月20日ResearchonIncrementalFormingProcessandSpringbackControlofLaserTailor-WeldedADissertationSubmittedf
激光拼焊板渐进成形工艺与回弹控制研究.doc
分类号TG306单位代码10618密级公开学号2120990001专业硕士学位论文激光拼焊板渐进成形工艺与回弹控制研究研究生姓名:郭秋华导师姓名及职称:安治国副教授