
高环保轴承淬火新工艺.pdf

努力****向丝

1/4
2/4
3/4
4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

高环保轴承淬火新工艺.pdf
本发明公开了一种高环保轴承淬火新工艺,其技术方案是:轴承零件在920度~950度渗碳70~150小时,炉冷至880‑900度,进入20度~50度的水基淬火液中,淬火40秒~2分30秒至150度~230度,出炉空冷至50度~80度,进入高温回火600度9‑11小时~650度11‑13小时,最后出炉空冷到室温。降低轴承淬火速度,轴承零件在880‑900℃温度下侵入所述水基淬火液中,使表面积较大的高温轴承零件与水基淬火液接触,产生水蒸汽,变为白烟融到大气中。本发明淬火介质采用水基淬火液体,该水基淬火液为无逆溶性
一种高碳铬轴承的淬火工艺.pdf
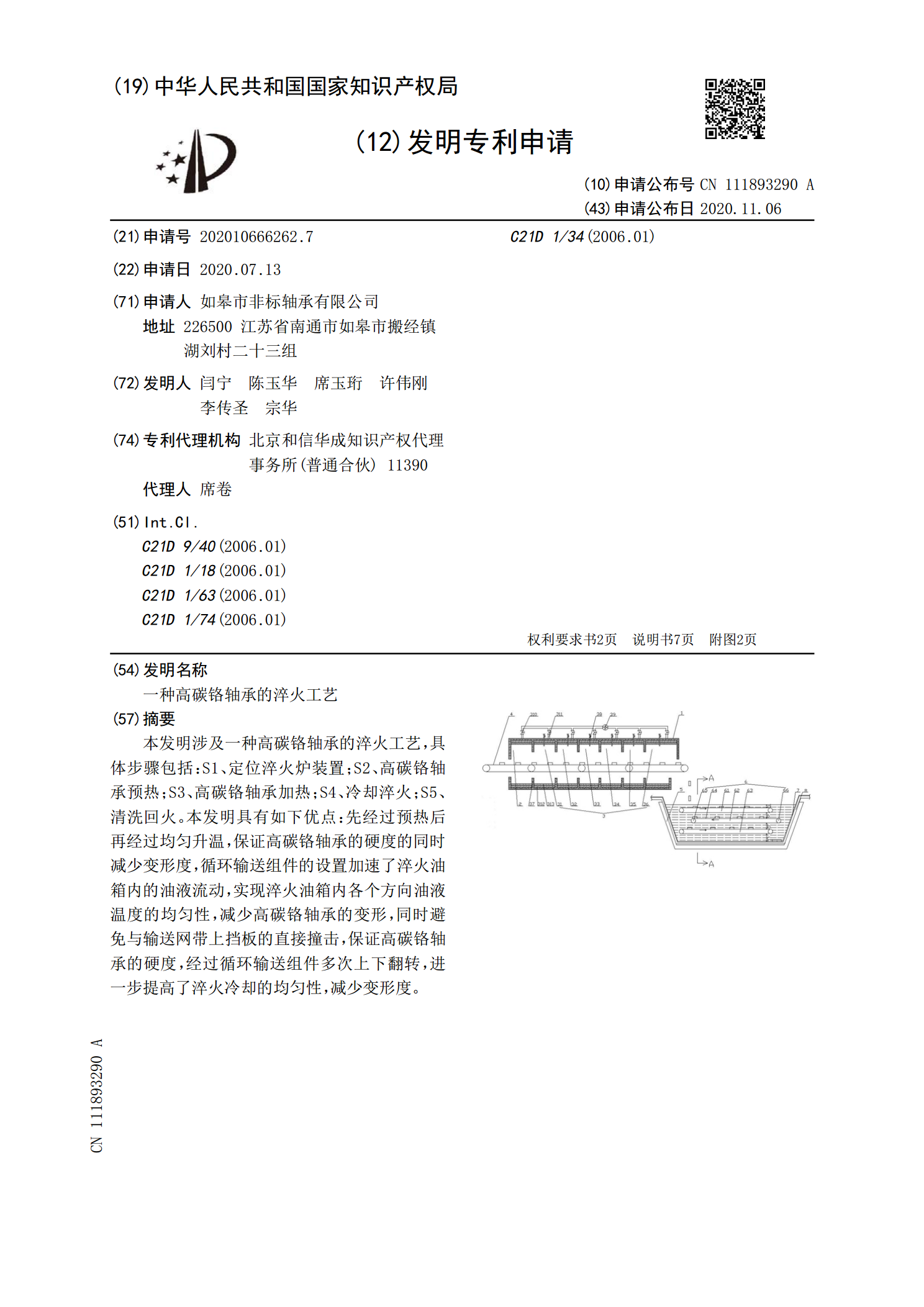
本发明涉及一种高碳铬轴承的淬火工艺,具体步骤包括:S1、定位淬火炉装置;S2、高碳铬轴承预热;S3、高碳铬轴承加热;S4、冷却淬火;S5、清洗回火。本发明具有如下优点:先经过预热后再经过均匀升温,保证高碳铬轴承的硬度的同时减少变形度,循环输送组件的设置加速了淬火油箱内的油液流动,实现淬火油箱内各个方向油液温度的均匀性,减少高碳铬轴承的变形,同时避免与输送网带上挡板的直接撞击,保证高碳铬轴承的硬度,经过循环输送组件多次上下翻转,进一步提高了淬火冷却的均匀性,减少变形度。

锤头淬火新工艺.docx
锤头淬火新工艺锤头淬火新工艺摘要:针对传统锤头淬火工艺中存在的一些问题,本文提出了一种新的锤头淬火工艺,旨在提高锤头的硬度和耐磨性。此新工艺采用了多阶段淬火和回火工艺,结合适当的工艺参数和材料选择,实现了锤头淬火过程中的晶体结构优化和组织改善,从而提高锤头的整体性能。通过实验验证,本文对比了传统工艺和新工艺的锤头性能,并对新工艺进行了经济性评估。结果表明,新工艺能够有效提高锤头的硬度和耐磨性,并具有一定的经济性优势。关键词:锤头;淬火;回火;硬度;耐磨性1.引言锤头是一种重要的施工工具,广泛应用于建筑施工

轴承钢淬火-.doc
国内铁路轴承等温淬火现状GCr15GCr18Mo〔SKF-24〕0.90~1.05%C、1.65~1.95%Cr、0.15~0.25%Mo、0.20~0.40%Mn230~240℃×3.5h100%BL等温淬火未采纳BL+M原因:↑αk、防止套圈脆断↑表层压应力防止过盈装配崩裂↓淬火变形工艺简单〔不回火〕3.3.设备自动生产线转底、推盘、输送带式周期式淬火冷却槽+等温槽+清洗槽硝盐等温〔50%KNO3+50%NaNo3+少量水〕清洗60~80℃水.南京浦镇车辆厂B等温淬火生产线X1轴承套圈GCr18Mo奥

轴承钢淬火.doc
国内铁路轴承等温淬火现状3.1.材料GCr15GCr18Mo(SKF-24)0.90~1.05%C、1.65~1.95%Cr、0.15~0.25%Mo、0.20~0.40%Mn3.2.HT工艺230~240℃×3.5h100%BL等温淬火未采用BL+M原因:↑αk、防止套圈脆断↑表层压应力防止过盈装配崩裂↓淬火变形工艺简单(不回火)3.3.设备自动生产线转底、推盘、输送带式周期式淬火冷却槽+等温槽+清洗槽硝盐等温(50%KNO3+50%NaNo3+少量水)清洗60~80℃水3.3.1.南京浦镇车辆厂B等温