
一种不锈钢油封的表面处理方法.pdf

小忆****ng


1/5

2/5

3/5
4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种不锈钢油封的表面处理方法.pdf
本发明主要涉及密封材料领域,公开了一种不锈钢油封的表面处理方法,包括:清洗、抛光、变温、淬火、包装;方法简单,将铸造后的不锈钢油封清洗后去除表面杂质,便于后期均匀处理;对清洗件进行超声波抛光,金刚石悬液中加入甘油,对油封进行全面抛光,使粗糙度降至0.07μm,避免对机械产生磨损,延长机械和油封的使用寿命;抛光后先对油封进行冷冻,再缓慢加热后进行保温,促进加热炉内的二氧化碳渗入油封,增强油封的耐腐蚀性,能够降低不锈钢油封的结晶粒度,提高油封的强度、硬度和韧度,提高耐磨性,避免油封泄漏;加热后将油封置于过磷酸
一种不锈钢表面处理方法.pdf
本发明公开了一种不锈钢表面处理方法,包括如下步骤:采用Zr板作为源极,将源极打磨清理干净,基材采用304奥氏体不锈钢,采用多功能离子化学热处理炉进行渗锆处理,极间距20‑30mm,氩气工作气压30‑35Pa,保温温度1000‑1060℃,源极与阴极之间的电压差300‑350V,保温时间4‑5h;试样随炉冷却至室温。本发明操作简单方便、不会对环境造成污染;经过渗锆处理后,试样表面的硬度提高了约3倍,硬度由表及里逐渐降低,呈梯度分布;在不锈钢表面形成65μm、均匀致密的渗层;不锈钢基材的相对腐蚀速度分别是渗Z
一种不锈钢表面处理方法.pdf
本发明公开了一种不锈钢表面处理方法,包括如下步骤:采用Zr板作为源极,将源极打磨清理干净,基材采用304奥氏体不锈钢,采用多功能离子化学热处理炉进行渗锆处理,极间距20‑30mm,氩气工作气压30‑35Pa,保温温度1000‑1060℃,源极与阴极之间的电压差300‑350V,保温时间4‑5h;试样随炉冷却至室温。本发明操作简单方便、不会对环境造成污染;经过渗锆处理后,试样表面的硬度提高了约3倍,硬度由表及里逐渐降低,呈梯度分布;在不锈钢表面形成65μm、均匀致密的渗层;不锈钢基材的相对腐蚀速度分别是渗Z
一种不锈钢刀具的表面处理方法.pdf
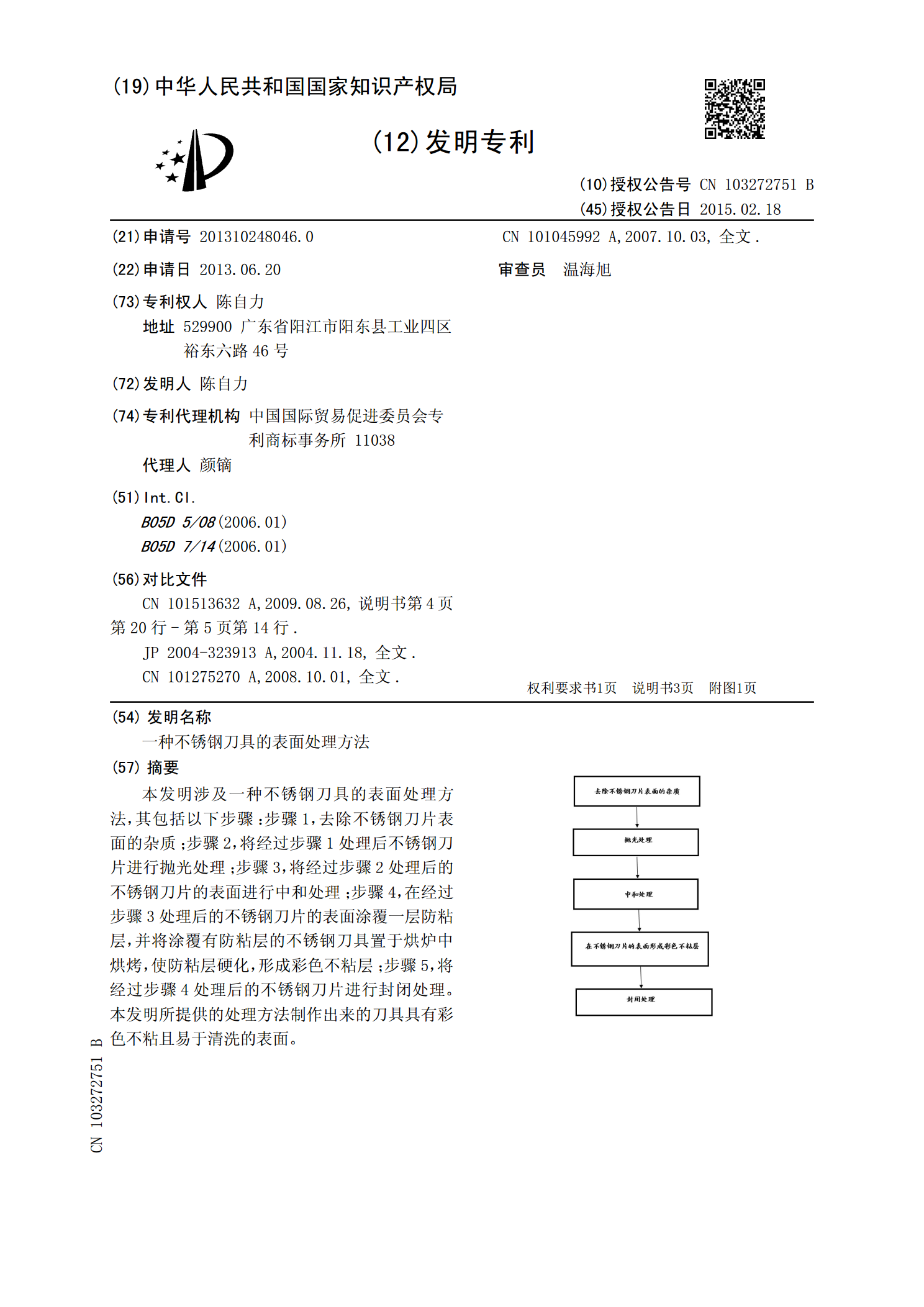
本发明涉及一种不锈钢刀具的表面处理方法,其包括以下步骤:步骤1,去除不锈钢刀片表面的杂质;步骤2,将经过步骤1处理后不锈钢刀片进行抛光处理;步骤3,将经过步骤2处理后的不锈钢刀片的表面进行中和处理;步骤4,在经过步骤3处理后的不锈钢刀片的表面涂覆一层防粘层,并将涂覆有防粘层的不锈钢刀具置于烘炉中烘烤,使防粘层硬化,形成彩色不粘层;步骤5,将经过步骤4处理后的不锈钢刀片进行封闭处理。本发明所提供的处理方法制作出来的刀具具有彩色不粘且易于清洗的表面。
一种不锈钢管件表面处理方法.pdf
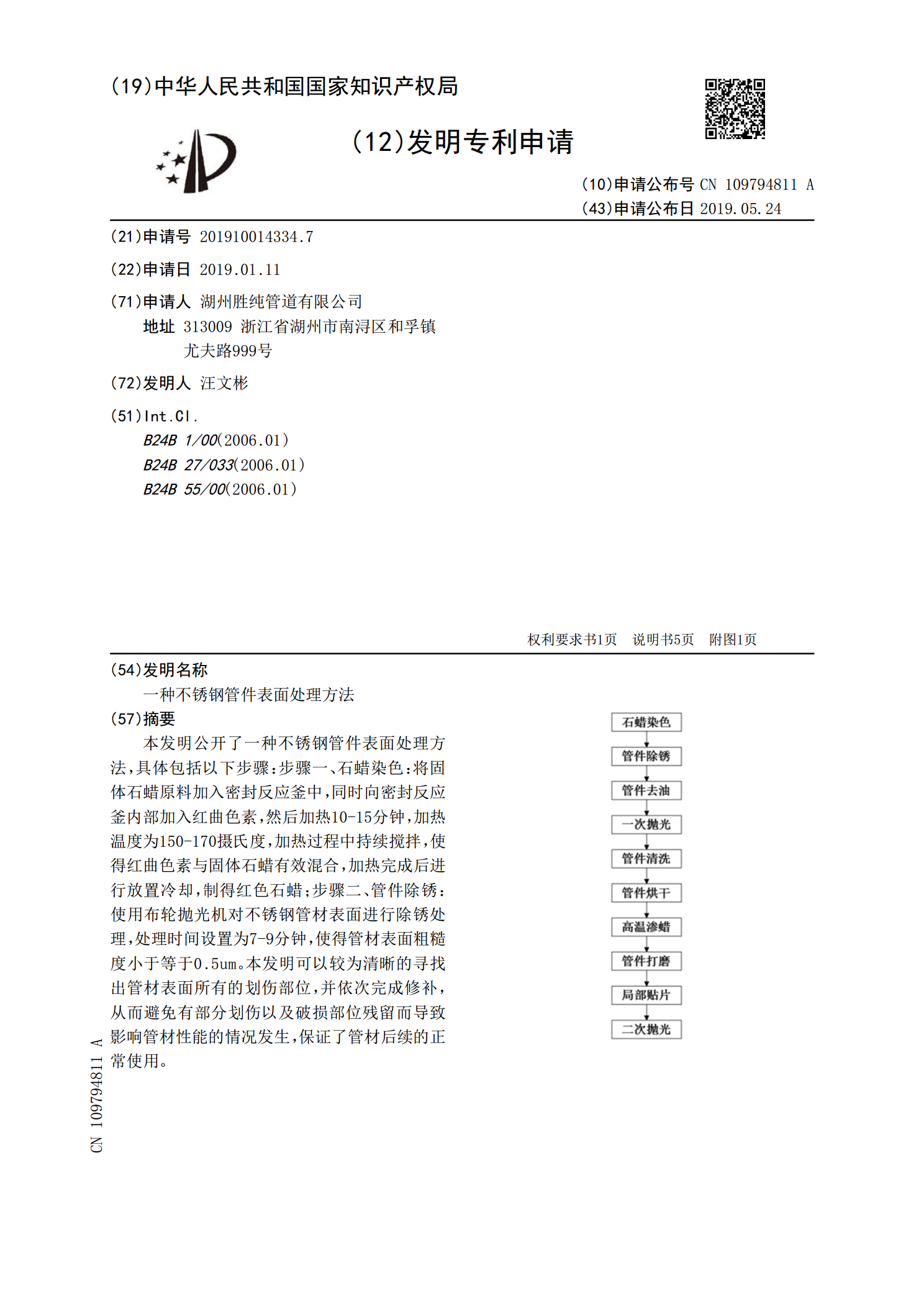
本发明公开了一种不锈钢管件表面处理方法,具体包括以下步骤:步骤一、石蜡染色:将固体石蜡原料加入密封反应釜中,同时向密封反应釜内部加入红曲色素,然后加热10‑15分钟,加热温度为150‑170摄氏度,加热过程中持续搅拌,使得红曲色素与固体石蜡有效混合,加热完成后进行放置冷却,制得红色石蜡;步骤二、管件除锈:使用布轮抛光机对不锈钢管材表面进行除锈处理,处理时间设置为7‑9分钟,使得管材表面粗糙度小于等于0.5um。本发明可以较为清晰的寻找出管材表面所有的划伤部位,并依次完成修补,从而避免有部分划伤以及破损部位