
一种热弯玻璃大弯折度加工装置及其加工方法.pdf

一只****懿呀


1/10

2/10

3/10

4/10

5/10
6/10

7/10

8/10

9/10

10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种热弯玻璃大弯折度加工装置及其加工方法.pdf
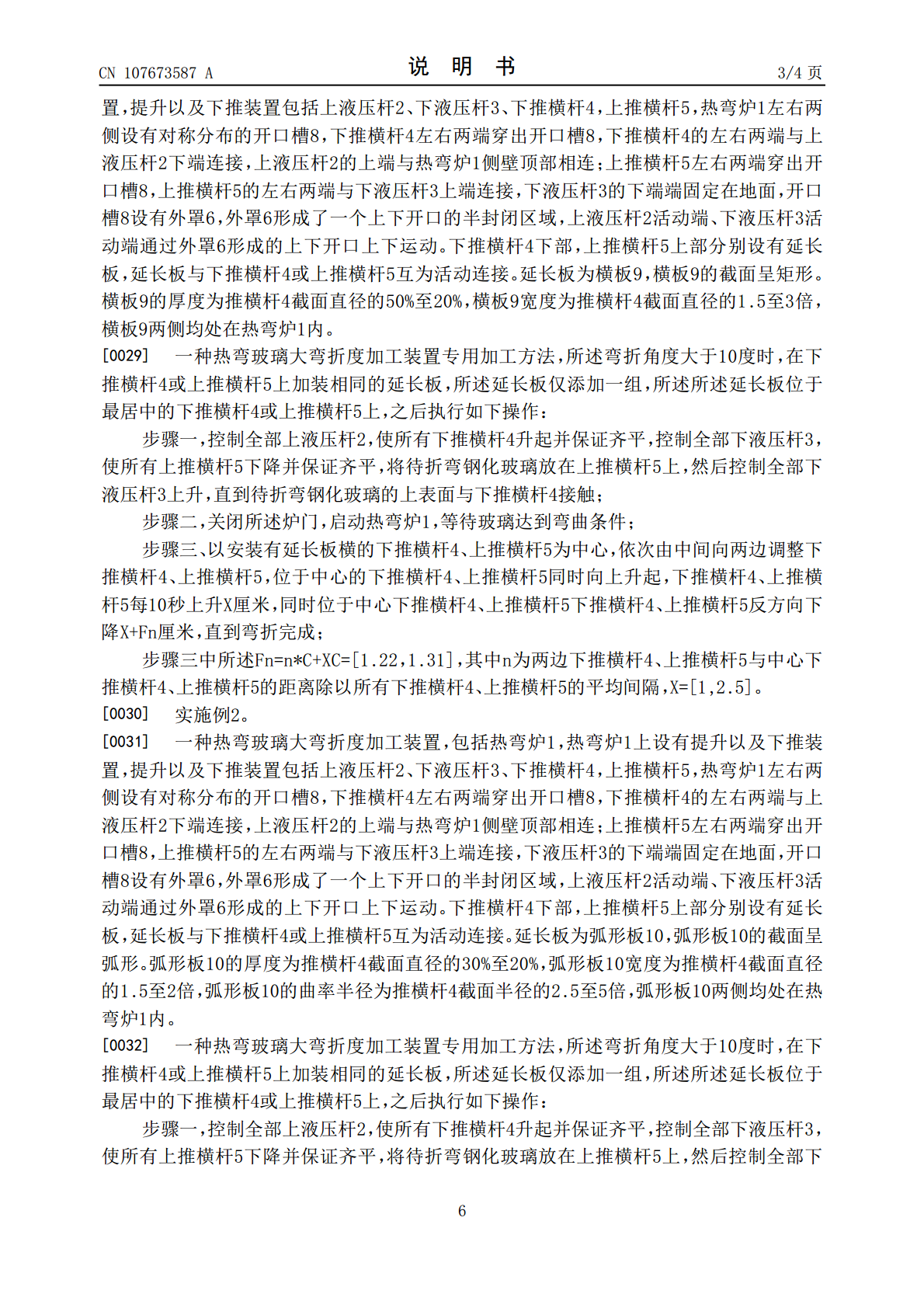
一种热弯玻璃大弯折度加工装置及其加工方法,涉及钢化玻璃热弯设备及其加工工艺,装置,包括热弯炉,热弯炉上设有提升以及下推装置,提升以及下推装置包括上液压杆、下液压杆、下推横杆,上推横杆,热弯炉左右两侧设有对称分布的开口槽,下推横杆左右两端穿出开口槽,下推横杆的左右两端与上液压杆下端连接,上液压杆的上端与热弯炉侧壁顶部相连;上推横杆左右两端穿出开口槽,上推横杆的左右两端与下液压杆上端连接,下液压杆的下端端固定在地面,开口槽设有外罩,外罩形成了一个上下开口的半封闭区域,上液压杆活动端、下液压杆活动端通过外罩形成
一种热弯玻璃桶加工装置及其加工方法.pdf
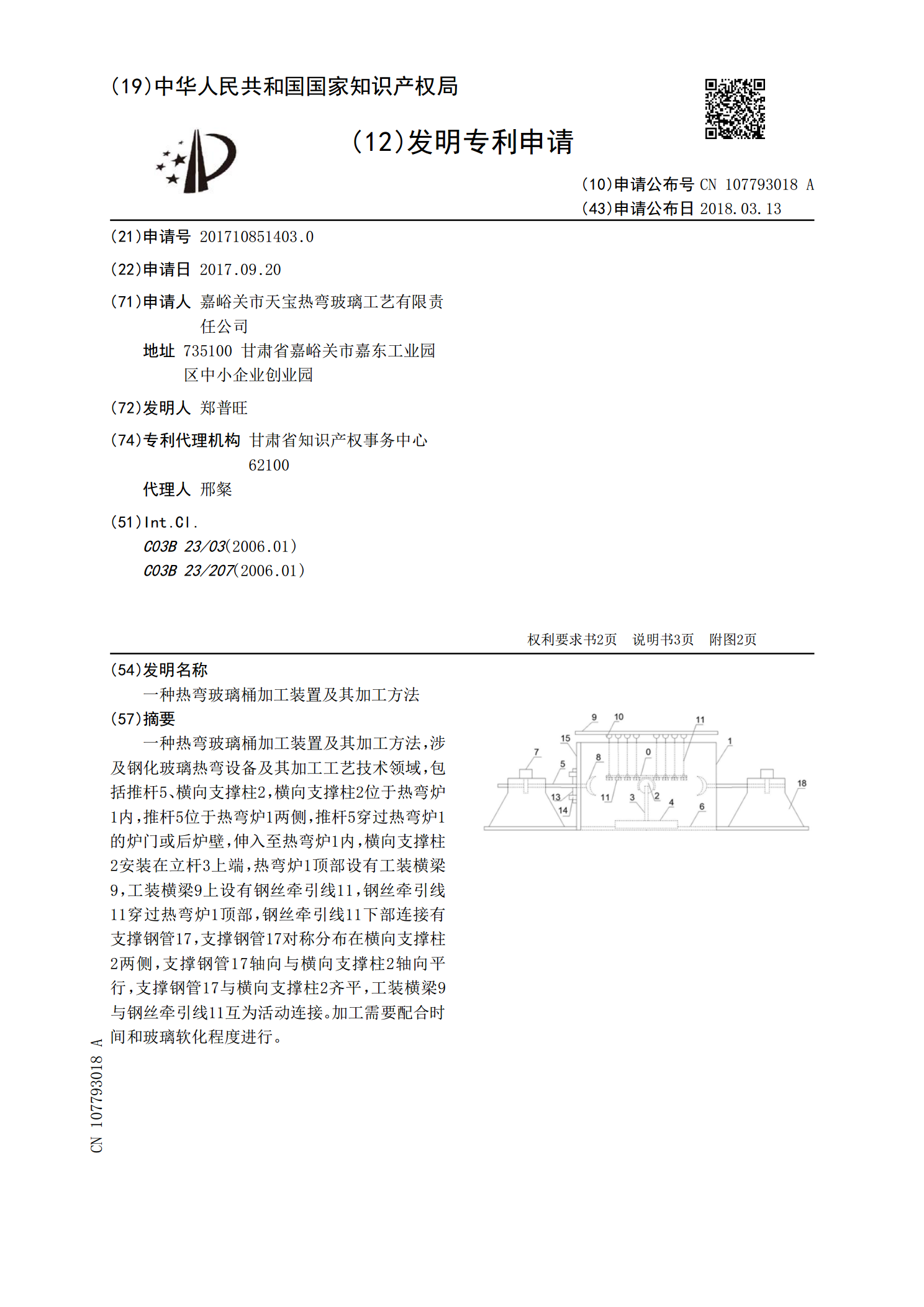
一种热弯玻璃桶加工装置及其加工方法,涉及钢化玻璃热弯设备及其加工工艺技术领域,包括推杆5、横向支撑柱2,横向支撑柱2位于热弯炉1内,推杆5位于热弯炉1两侧,推杆5穿过热弯炉1的炉门或后炉壁,伸入至热弯炉1内,横向支撑柱2安装在立杆3上端,热弯炉1顶部设有工装横梁9,工装横梁9上设有钢丝牵引线11,钢丝牵引线11穿过热弯炉1顶部,钢丝牵引线11下部连接有支撑钢管17,支撑钢管17对称分布在横向支撑柱2两侧,支撑钢管17轴向与横向支撑柱2轴向平行,支撑钢管17与横向支撑柱2齐平,工装横梁9与钢丝牵引线11互为

一种热弯玻璃小弧度加工装置及其加工方法.pdf
一种热弯玻璃小弧度加工装置及其加工方法,涉及钢化玻璃热弯设备及其加工工艺技术领域,装置,包括热弯炉1,热弯炉1内设有抬升装置,抬升装置包括水平提升杆2、横梁3、绞盘电机4、钢丝绳10,横梁3位于热弯炉1上方,绞盘电机4安装在横梁3上,每个绞盘电机4的绞盘上都绕有钢丝绳10,钢丝绳10穿过热弯炉1上的开孔14,与热弯炉1内的设有水平提升杆2相连,两个绞盘电机4对应一个水平提升杆2,过热弯炉1防止有升降推车8,升降推车8两侧的横边与水平提升杆2相接触,升降推车8两侧的横边设有与水平提升杆2对应的凹陷。所述加工
一种热弯玻璃加工方法.pdf
本发明公开了一种热弯玻璃加工方法,属于热弯玻璃技术领域,以解决单室间歇式热弯炉产量低、加工时间长的问题。方法包括热弯、自然冷却、集中二次退火。本发明将热弯成型的玻璃在室温中自然冷却后再进行集中二次退火,只需两台单室炉就能实现连续生产,大大提高产量和效率;二次退火自然冷却至室温的时长较长,保证热应力完全消除;本发明方法加工的热弯玻璃的各个技术指标均低于现行行业标准JC/T915‑2003的限值;工艺简单,操作稳定,生产周期短,设备投资小。

一种热弯玻璃加工装置.pdf
本发明公开了一种热弯玻璃加工装置,涉及玻璃加工技术领域,包括装置框架,装置框架的外表面固定安装有控制箱,控制箱的一侧固定安装有装置组件,装置框架的外表面固定安装有底板,底板的上端安装有顶板,顶板与底板之间固定安装有支腿,支腿的外表面活动安装有活动板,活动板的外表面活动安装有防护结构,支腿的外表面活动安装有缓冲结构,支腿的外表面固定安装有滑动套,防护结构包括开设于活动板外表面的一号通孔,一号通孔的内部活动安装有连接柱,连接柱的外表面固定安装有挡板,该热弯玻璃加工装置解决了在对玻璃进行加热的过程中,有时会发生