
一种刀具的表面处理方法.pdf

悠柔****找我

1/4
2/4

3/4
4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种刀具的表面处理方法.pdf
本发明公开了一种刀具的表面处理方法,步骤包括如下:首先用金属片材加工成刀片形状后经过抛光处理并清洗干净;然后在电脑上制作所需的花纹图案,用丝印方式在刀片表面印刷花纹图案;在丝印后的刀片表面上涂覆感光抗蚀刻油墨;将涂覆抗蚀刻油墨的刀片采用紫外线照射;将紫外线照射后的刀片置于烘炉中烘烤;把烘烤后的刀片浸泡在三氯化铁药水中;再置于氢氧化钠和清水加温以脱油墨;最后清洗干净并抛光即可。本发明采用丝印后的刀片涂覆感光抗蚀刻油墨后经过紫外线照射,再通过烘烤后经过氯化铁药水加温浸泡,使其表面图案色具有雕花效果,花纹图案变
一种环形盾构刀具的表面热处理方法.pdf
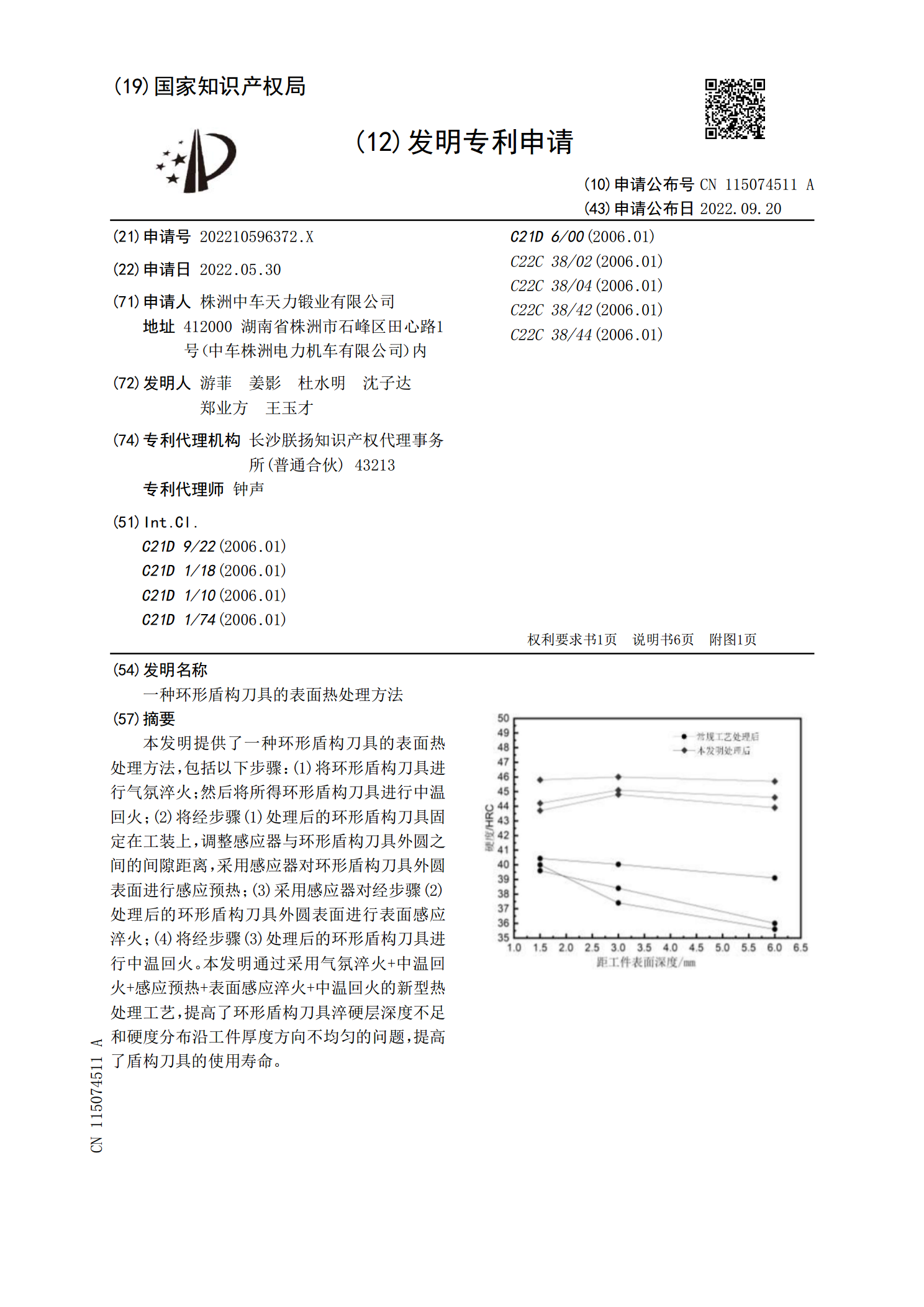
本发明提供了一种环形盾构刀具的表面热处理方法,包括以下步骤:(1)将环形盾构刀具进行气氛淬火;然后将所得环形盾构刀具进行中温回火;(2)将经步骤(1)处理后的环形盾构刀具固定在工装上,调整感应器与环形盾构刀具外圆之间的间隙距离,采用感应器对环形盾构刀具外圆表面进行感应预热;(3)采用感应器对经步骤(2)处理后的环形盾构刀具外圆表面进行表面感应淬火;(4)将经步骤(3)处理后的环形盾构刀具进行中温回火。本发明通过采用气氛淬火+中温回火+感应预热+表面感应淬火+中温回火的新型热处理工艺,提高了环形盾构刀具淬硬
一种破碎机刀具的表面处理方法.pdf
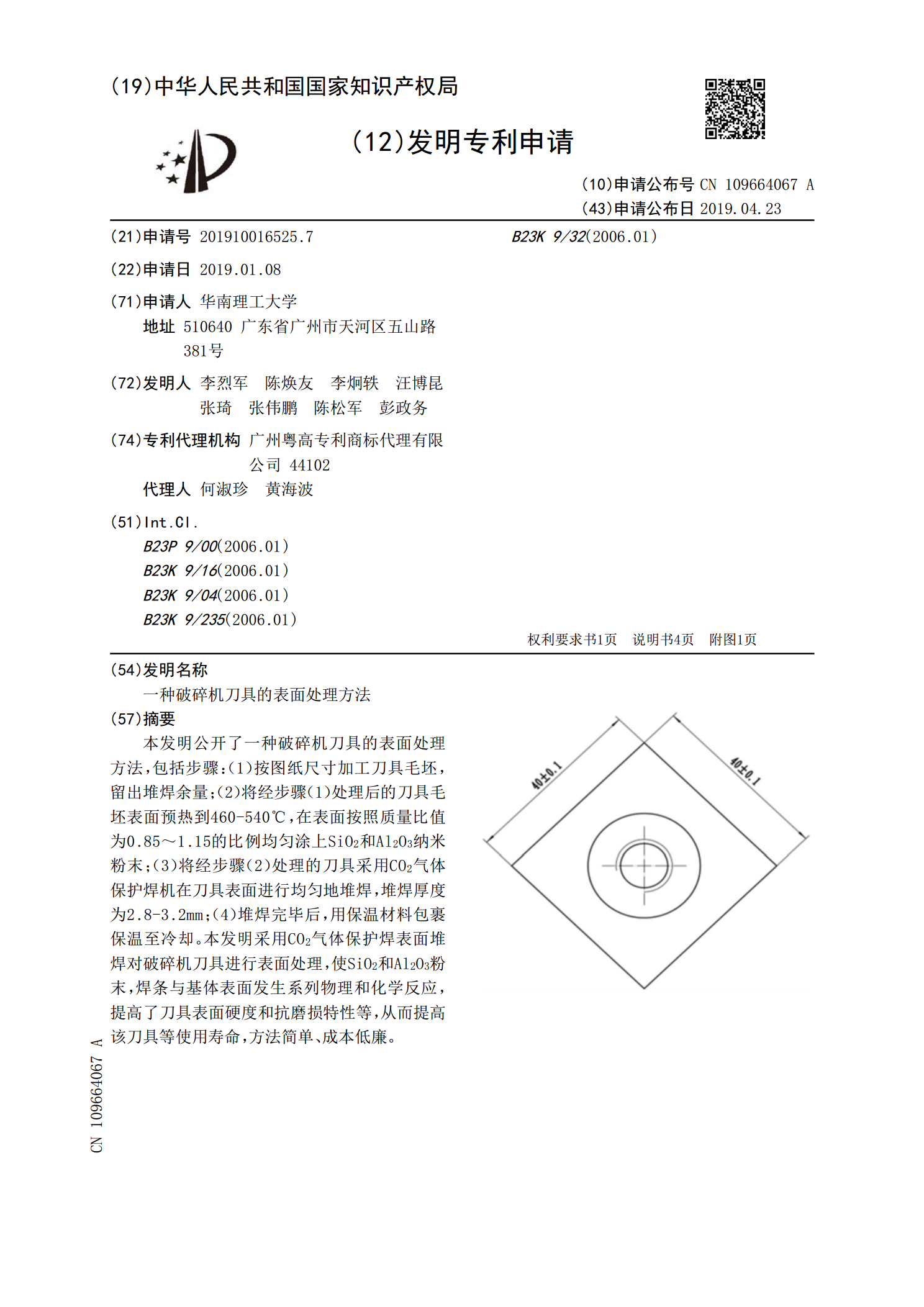
本发明公开了一种破碎机刀具的表面处理方法,包括步骤:(1)按图纸尺寸加工刀具毛坯,留出堆焊余量;(2)将经步骤(1)处理后的刀具毛坯表面预热到460‑540℃,在表面按照质量比值为0.85~1.15的比例均匀涂上SiO
一种不锈钢刀具的表面处理方法.pdf
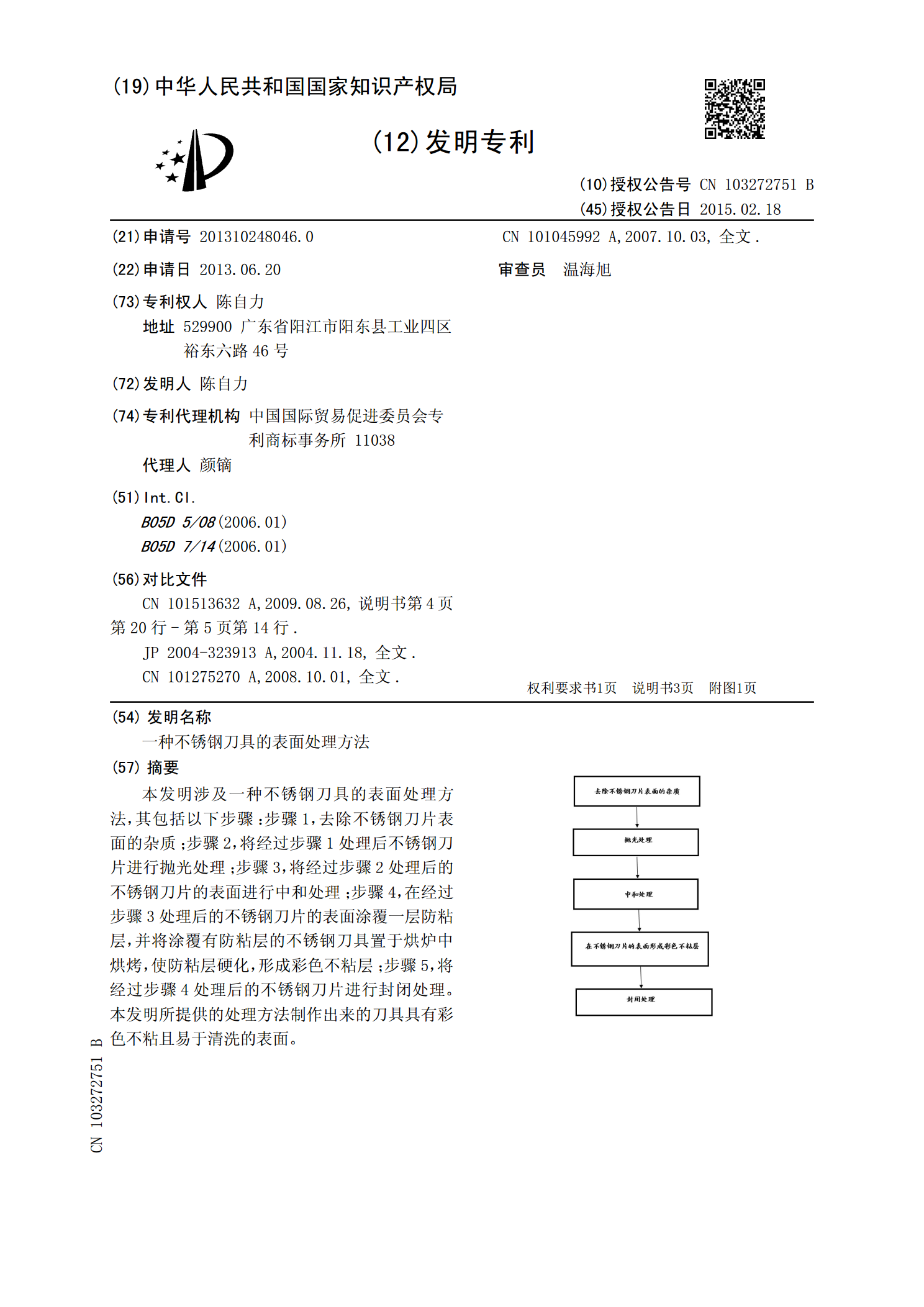
本发明涉及一种不锈钢刀具的表面处理方法,其包括以下步骤:步骤1,去除不锈钢刀片表面的杂质;步骤2,将经过步骤1处理后不锈钢刀片进行抛光处理;步骤3,将经过步骤2处理后的不锈钢刀片的表面进行中和处理;步骤4,在经过步骤3处理后的不锈钢刀片的表面涂覆一层防粘层,并将涂覆有防粘层的不锈钢刀具置于烘炉中烘烤,使防粘层硬化,形成彩色不粘层;步骤5,将经过步骤4处理后的不锈钢刀片进行封闭处理。本发明所提供的处理方法制作出来的刀具具有彩色不粘且易于清洗的表面。
涂层刀具的制备及涂层表面处理方法和涂层刀具.pdf
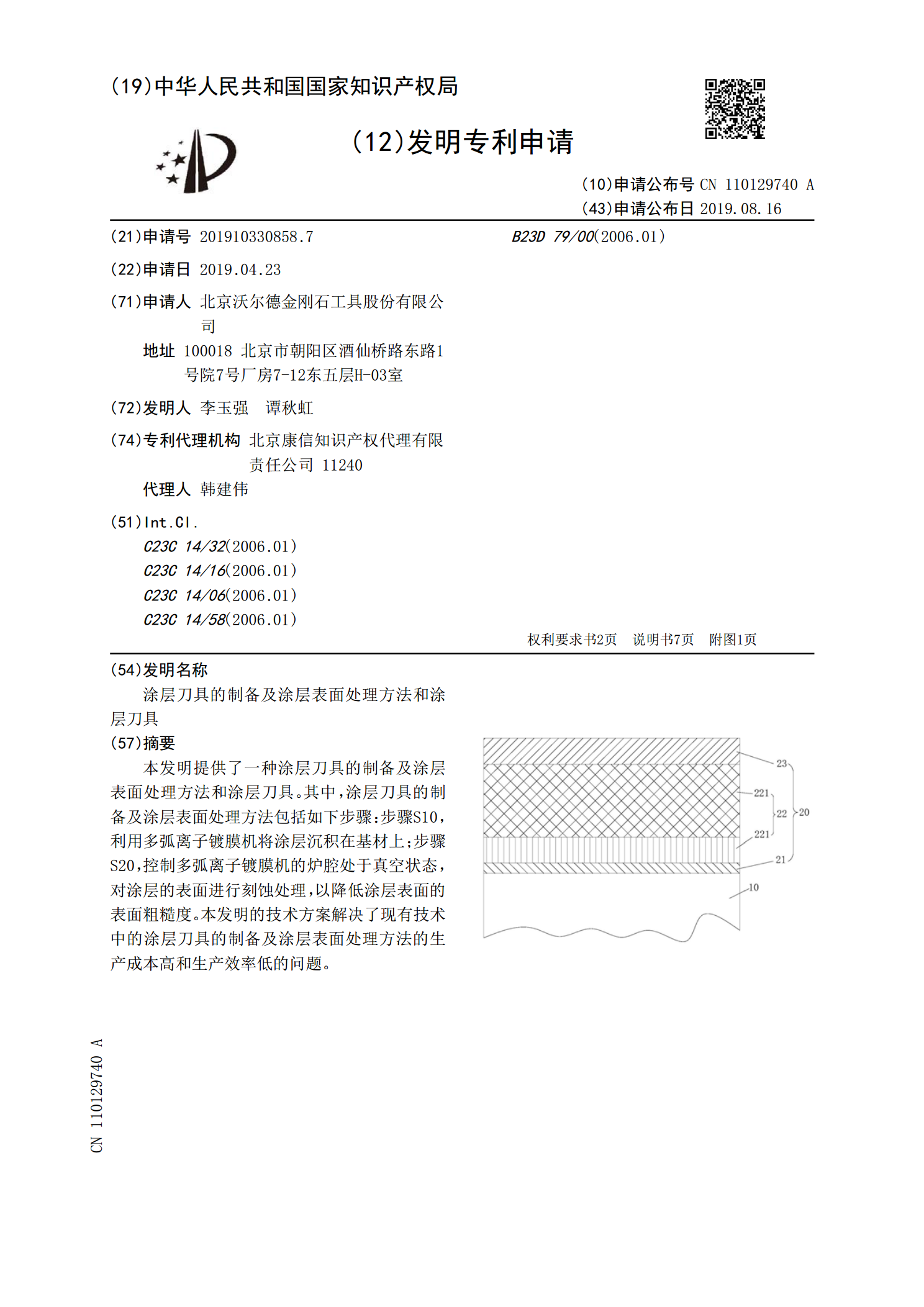
本发明提供了一种涂层刀具的制备及涂层表面处理方法和涂层刀具。其中,涂层刀具的制备及涂层表面处理方法包括如下步骤:步骤S10,利用多弧离子镀膜机将涂层沉积在基材上;步骤S20,控制多弧离子镀膜机的炉腔处于真空状态,对涂层的表面进行刻蚀处理,以降低涂层表面的表面粗糙度。本发明的技术方案解决了现有技术中的涂层刀具的制备及涂层表面处理方法的生产成本高和生产效率低的问题。