
一种提升防腐能力的不锈钢表面处理方法.pdf

一吃****永贺

1/5
2/5
3/5
4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种提升防腐能力的不锈钢表面处理方法.pdf
本发明公开了一种提升防腐能力的不锈钢表面处理方法,包括如下步骤:截取尺寸15*15*10mm的钢材试样作为基材,选用氮化铝AlN作为源极材料;将钢材试样经过多道次砂纸打磨、机械抛光后,再依次清洗、烘干后;用双层辉光等离子渗金属真空炉进行渗铝处理,用不锈钢圆筒作为辅助阴极,将基材和氮化铝AlN置于辅助阴极内,开始表面处理,处理后试样随炉冷却至室温。本发明操作简单,实施过程环保无污染,提升了渗层和基体间的结合力;选用氮化铝AlN作为源极材料,在反应时可以生成N
一种不锈钢筛板表面钝化防腐处理方法.pdf
本发明公开了一种不锈钢筛板表面钝化防腐处理方法,包括清洗,表面预处理,钝化处理,镀层,电晕放电处理;其中,清洗为将不锈钢筛板置于清洗液中,然后进行超声震荡,超声震荡结束使用去离子水清洗,得到清洗后的不锈钢筛板;表面预处理为将清洗后的不锈钢筛板置于真空炉中进行高温处理后向真空炉中通入混合气体,处理后得到预处理后的不锈钢筛板;本发明的处理方法能够在提高不锈钢筛网的耐腐蚀性,耐磨损性的同时,提高不锈钢筛网的耐冲击性能,硬度,降低脆性。
一种不锈钢表面处理方法.pdf
本发明公开了一种不锈钢表面处理方法,包括如下步骤:采用Zr板作为源极,将源极打磨清理干净,基材采用304奥氏体不锈钢,采用多功能离子化学热处理炉进行渗锆处理,极间距20‑30mm,氩气工作气压30‑35Pa,保温温度1000‑1060℃,源极与阴极之间的电压差300‑350V,保温时间4‑5h;试样随炉冷却至室温。本发明操作简单方便、不会对环境造成污染;经过渗锆处理后,试样表面的硬度提高了约3倍,硬度由表及里逐渐降低,呈梯度分布;在不锈钢表面形成65μm、均匀致密的渗层;不锈钢基材的相对腐蚀速度分别是渗Z
一种不锈钢表面处理方法.pdf
本发明公开了一种不锈钢表面处理方法,包括如下步骤:采用Zr板作为源极,将源极打磨清理干净,基材采用304奥氏体不锈钢,采用多功能离子化学热处理炉进行渗锆处理,极间距20‑30mm,氩气工作气压30‑35Pa,保温温度1000‑1060℃,源极与阴极之间的电压差300‑350V,保温时间4‑5h;试样随炉冷却至室温。本发明操作简单方便、不会对环境造成污染;经过渗锆处理后,试样表面的硬度提高了约3倍,硬度由表及里逐渐降低,呈梯度分布;在不锈钢表面形成65μm、均匀致密的渗层;不锈钢基材的相对腐蚀速度分别是渗Z
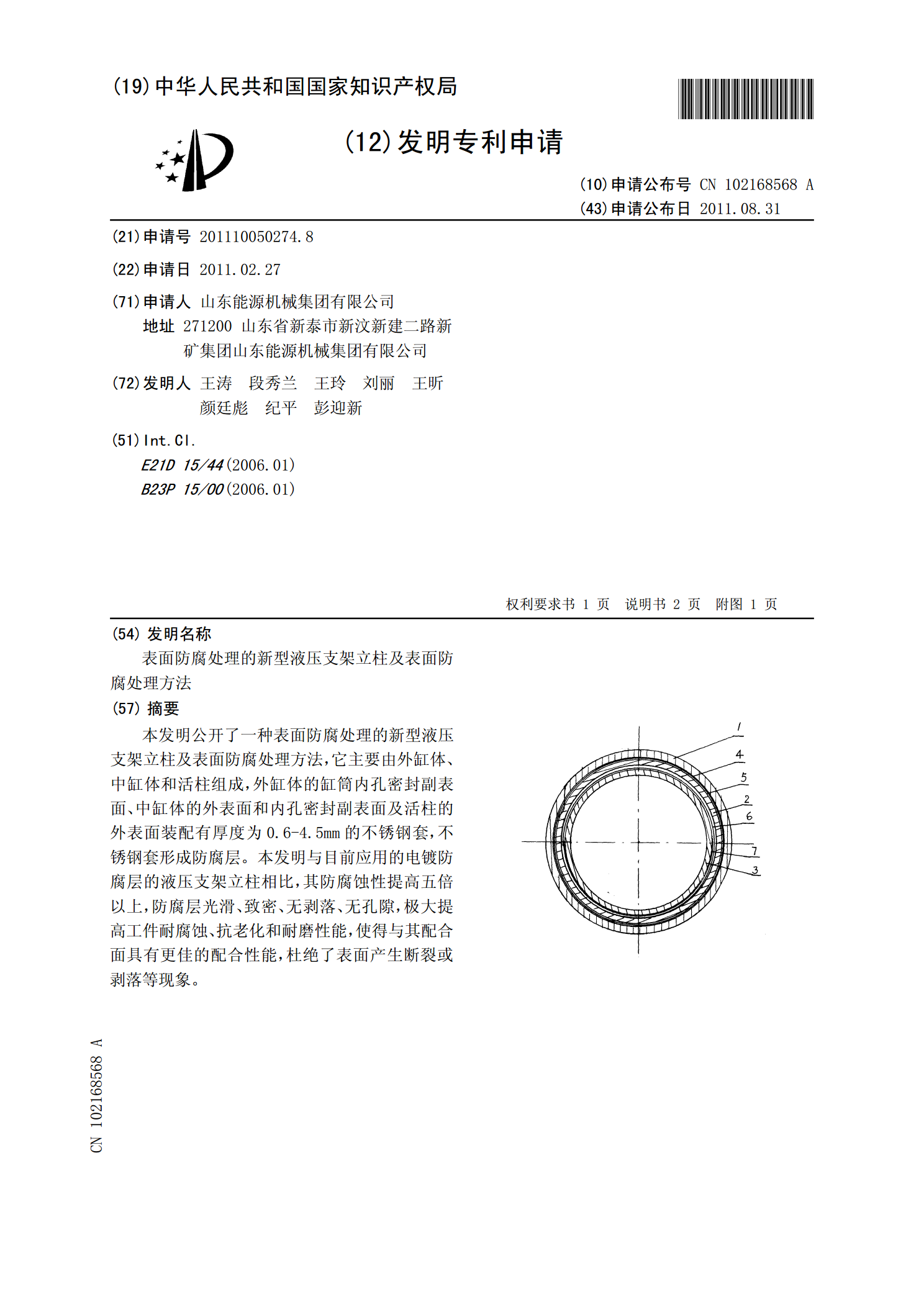
表面防腐处理的新型液压支架立柱及表面防腐处理方法.pdf
本发明公开了一种表面防腐处理的新型液压支架立柱及表面防腐处理方法,它主要由外缸体、中缸体和活柱组成,外缸体的缸筒内孔密封副表面、中缸体的外表面和内孔密封副表面及活柱的外表面装配有厚度为0.6-4.5mm的不锈钢套,不锈钢套形成防腐层。本发明与目前应用的电镀防腐层的液压支架立柱相比,其防腐蚀性提高五倍以上,防腐层光滑、致密、无剥落、无孔隙,极大提高工件耐腐蚀、抗老化和耐磨性能,使得与其配合面具有更佳的配合性能,杜绝了表面产生断裂或剥落等现象。