
一种轧机用活套辊的修复工艺.pdf

努力****妙风

1/7
2/7
3/7
4/7
5/7
6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种轧机用活套辊的修复工艺.pdf
本发明公开了一种轧机用活套辊的修复工艺,具体工艺步骤如下:对磨损的活套辊进行车削加工,去除活套辊表面的裂纹;采用磁粉探伤检测的方法对磨损的活套辊的表面进行进一步的检测;将活套辊放置到加热炉内进行预热;采用焊丝在磨损的活套辊的表面堆焊一层保护层;对修复后的活套辊进行热处理;将热处理后的活套辊按照工艺图纸精加工到指定规格后,即制备得到轧机用活套辊。本发明具有使用寿命长、节约成本等优点。
一种轧机用活套辊的埋弧堆焊制造工艺.pdf
本发明公开了一种轧机用活套辊的埋弧堆焊制造工艺,具体步骤如下:将母材粗加工至外径比成品尺寸少6mm,采用硬质材料DF-524A焊丝,选配HJ107焊剂,经逆变式直流焊机堆焊至外径比成品外径尺寸厚3-5mm;将母材进行后热处理,在600℃条件下保温3小时后随炉冷却,炉温降至300℃后进行空气冷却,得到堆焊产品,将堆焊产品按照工艺图纸精加工到指定规格后,即得到轧机用活套辊。本发明具有耐磨损、使用寿命长等优点。
一种冷轧卷板轧机支撑辊的修复工艺.pdf
本发明涉及一种冷轧卷板轧机支撑辊的修复工艺,属于冶金行业轧钢冷轧辊修复技术领域。技术方案是:将冷轧机支撑辊预热到420℃±10℃,保温34小时±10min后进行埋弧堆焊;埋弧堆焊时,首先使用HY‑301焊丝堆焊两层打底层,然后再使用HY‑330M焊丝堆焊一层过渡层,最后使用HY‑335H焊丝堆焊硬面工作层;当堆焊硬面工作层单边厚度达到10mm时,进行中间热处理,出炉后继续对硬面工作层进行埋弧堆焊,当堆焊硬面工作层单边厚度达到焊接要求后进行回火热处理,出炉后进行机加工,直到粗糙度达到0.8√为止。本发明的有
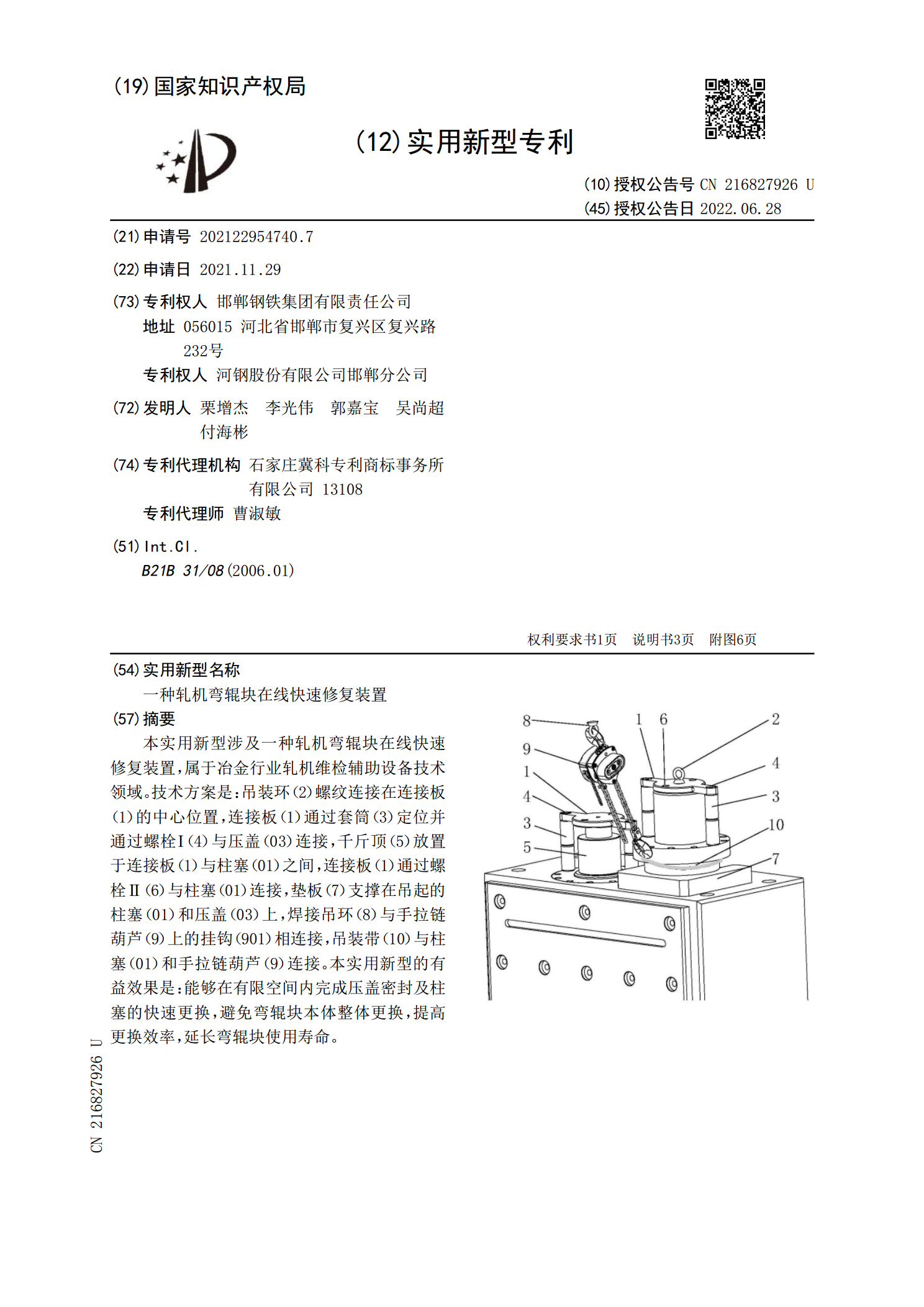
一种轧机弯辊块在线快速修复装置.pdf
本实用新型涉及一种轧机弯辊块在线快速修复装置,属于冶金行业轧机维检辅助设备技术领域。技术方案是:吊装环(2)螺纹连接在连接板(1)的中心位置,连接板(1)通过套筒(3)定位并通过螺栓Ⅰ(4)与压盖(03)连接,千斤顶(5)放置于连接板(1)与柱塞(01)之间,连接板(1)通过螺栓Ⅱ(6)与柱塞(01)连接,垫板(7)支撑在吊起的柱塞(01)和压盖(03)上,焊接吊环(8)与手拉链葫芦(9)上的挂钩(901)相连接,吊装带(10)与柱塞(01)和手拉链葫芦(9)连接。本实用新型的有益效果是:能够在有限空间内
一种二十辊轧机牌坊的加工工艺.pdf
本发明属于轧钢技术领域,涉及二十辊轧机核心部件牌坊的加工制造,主要是一种二十辊轧机牌坊的加工工艺,包括毛坯铸造、退火处理、粗加工各面及梅花孔、探伤检测、正火处理、半精加工各面及梅花孔、时效处理、梅花孔精加工及各面成形、超精磨、检测和防锈处理工艺,最终加工制造完成。本发明对牌坊加工过程中自身材质稳定性、梅花孔尺寸精度和形位公差的要求保证均考虑在内,建立了一个完善而且行之有效的二十辊大型牌坊的加工工艺路线,为生产制造二十辊轧机核心部件牌坊提供了有利参考。