
一种二十辊轧机牌坊的加工工艺.pdf

春波****公主


1/6
2/6

3/6

4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种二十辊轧机牌坊的加工工艺.pdf
本发明属于轧钢技术领域,涉及二十辊轧机核心部件牌坊的加工制造,主要是一种二十辊轧机牌坊的加工工艺,包括毛坯铸造、退火处理、粗加工各面及梅花孔、探伤检测、正火处理、半精加工各面及梅花孔、时效处理、梅花孔精加工及各面成形、超精磨、检测和防锈处理工艺,最终加工制造完成。本发明对牌坊加工过程中自身材质稳定性、梅花孔尺寸精度和形位公差的要求保证均考虑在内,建立了一个完善而且行之有效的二十辊大型牌坊的加工工艺路线,为生产制造二十辊轧机核心部件牌坊提供了有利参考。
一种二十辊牌坊加工工装.pdf
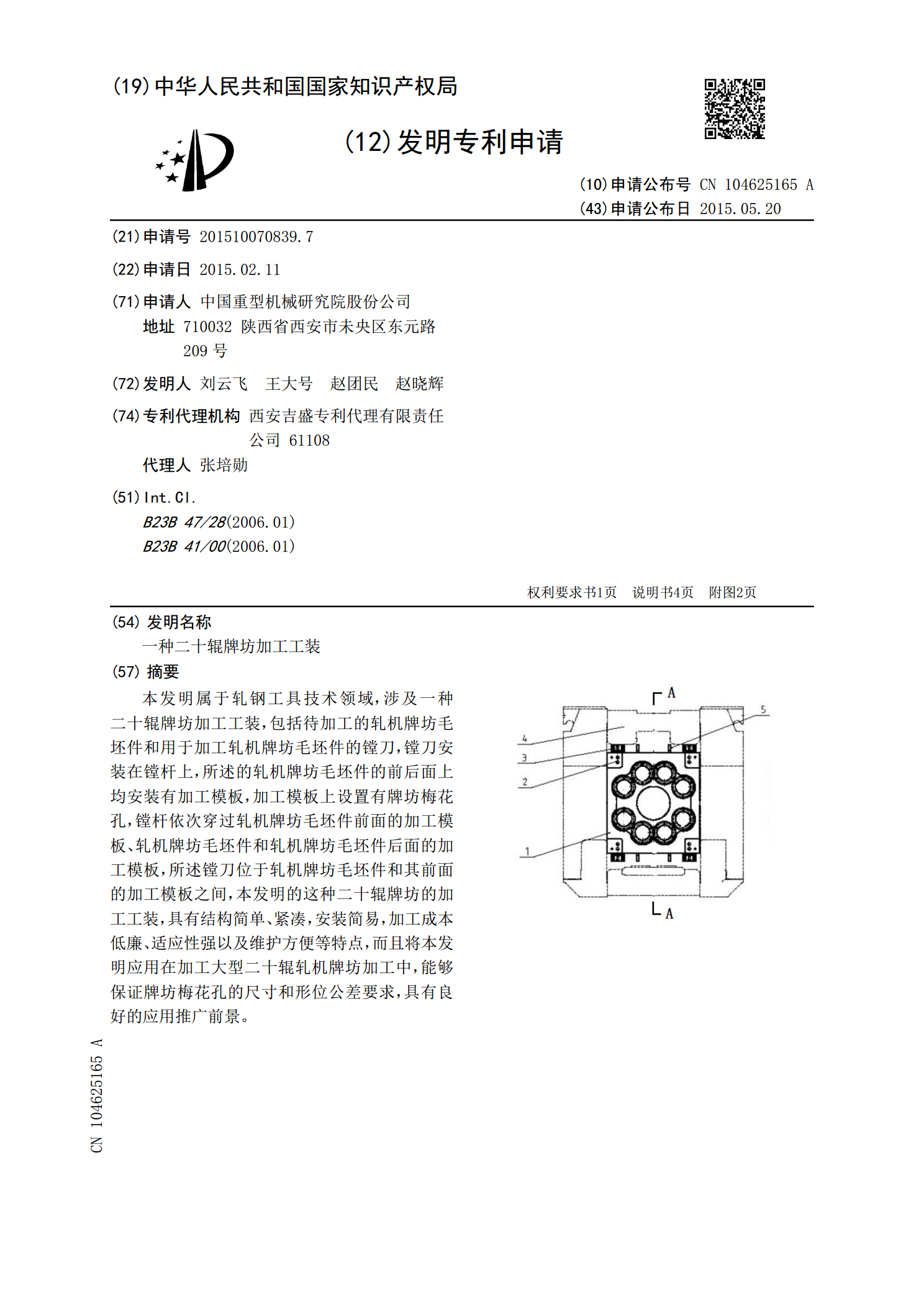
本发明属于轧钢工具技术领域,涉及一种二十辊牌坊加工工装,包括待加工的轧机牌坊毛坯件和用于加工轧机牌坊毛坯件的镗刀,镗刀安装在镗杆上,所述的轧机牌坊毛坯件的前后面上均安装有加工模板,加工模板上设置有牌坊梅花孔,镗杆依次穿过轧机牌坊毛坯件前面的加工模板、轧机牌坊毛坯件和轧机牌坊毛坯件后面的加工模板,所述镗刀位于轧机牌坊毛坯件和其前面的加工模板之间,本发明的这种二十辊牌坊的加工工装,具有结构简单、紧凑,安装简易,加工成本低廉、适应性强以及维护方便等特点,而且将本发明应用在加工大型二十辊轧机牌坊加工中,能够保证牌
一种二十辊牌坊梅花孔加工刀具.pdf
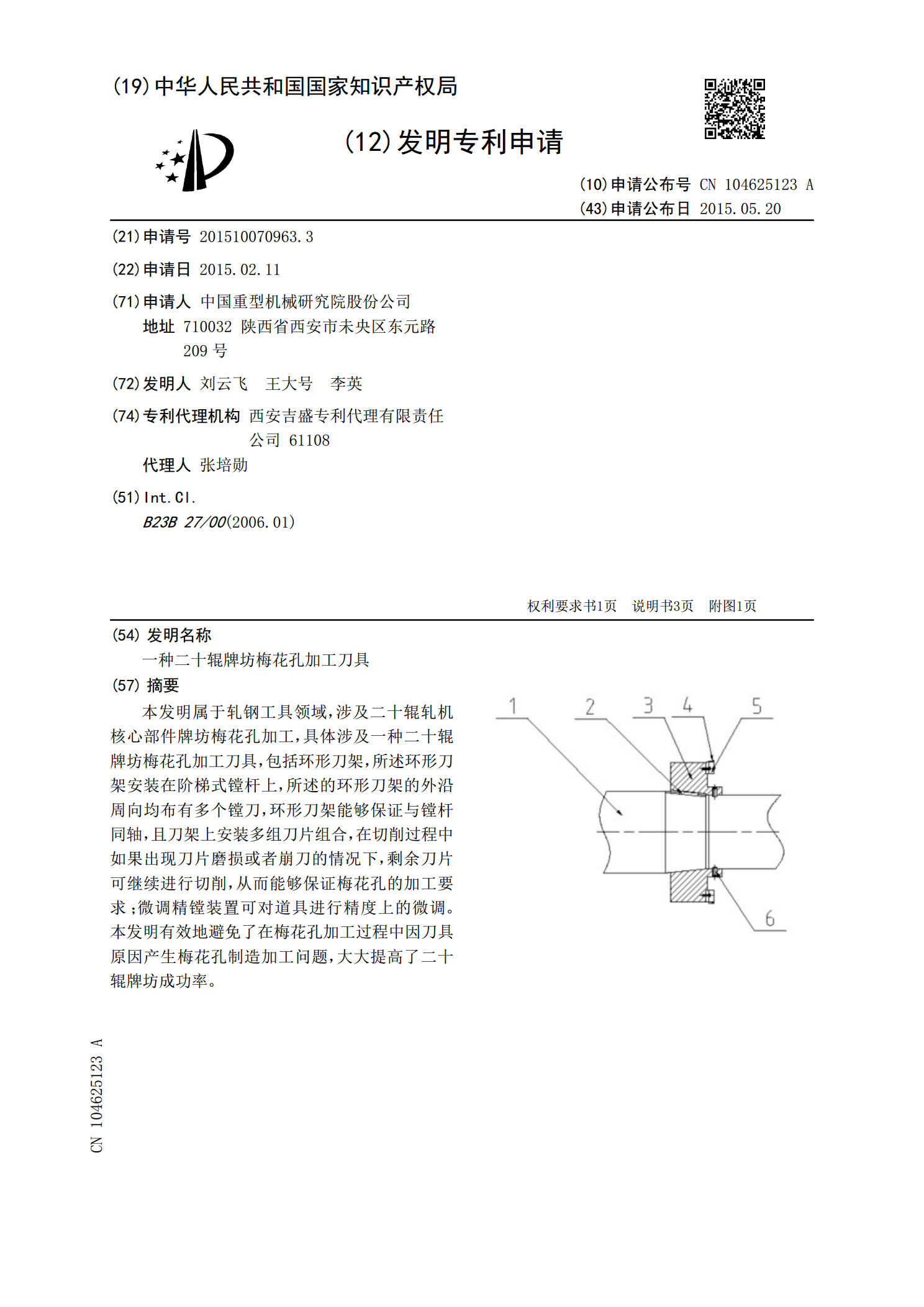
本发明属于轧钢工具领域,涉及二十辊轧机核心部件牌坊梅花孔加工,具体涉及一种二十辊牌坊梅花孔加工刀具,包括环形刀架,所述环形刀架安装在阶梯式镗杆上,所述的环形刀架的外沿周向均布有多个镗刀,环形刀架能够保证与镗杆同轴,且刀架上安装多组刀片组合,在切削过程中如果出现刀片磨损或者崩刀的情况下,剩余刀片可继续进行切削,从而能够保证梅花孔的加工要求;微调精镗装置可对道具进行精度上的微调。本发明有效地避免了在梅花孔加工过程中因刀具原因产生梅花孔制造加工问题,大大提高了二十辊牌坊成功率。

轧机牌坊加工方法.pdf
本发明公开了一种轧机牌坊加工方法,所述牌坊设置有第一梅花孔;所述第一梅花孔为在牌坊基体上经过切削加工和研磨加工而成;其特征在于,切削时,切削速度经验公式为:V=3.14*D*n*η2/1000;式中:v为切削速度,m/min;n为机床主轴转速,rpm;D为切屑半径,取值范围为260~360mm;η2为系数,取值为0.05~0.08,梅花孔尺寸越接近设计值,其取值越大,反之,其取值越小。本发明中的轧机牌坊加工方法可以加工出符合精度要求的轧机牌坊。本发明加工的轧机牌坊每个对角梅花孔的尺寸公差≤0.01mm,总

轧机牌坊现场修复加工工艺及设备设计.docx
轧机牌坊现场修复加工工艺及设备设计轧机牌坊作为中华民族传统文化的瑰宝之一,代表了中华民族聪明才智和崇尚科技的精神。然而,随着时间的流逝,轧机牌坊出现了一些磨损和损坏的情况,需要进行修复和加工。本论文将从工艺和设备设计的角度出发,对轧机牌坊的现场修复加工提出一些建议和探讨。一、轧机牌坊的修复工艺设计1.磨损修复工艺:轧机牌坊长时间的风吹日晒和人为破坏会导致表面磨损和腐蚀。修复工艺设计应考虑采用石材修复剂和石材保护剂进行表面清洁和修复,以恢复其原有的光泽和色彩。2.损坏修复工艺:对于轧机牌坊的损坏部分,首先需