
一种焊接机.pdf

英瑞****写意

1/10
2/10
3/10
4/10
5/10

6/10

7/10
8/10
9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种焊接机的提手及焊接机.pdf
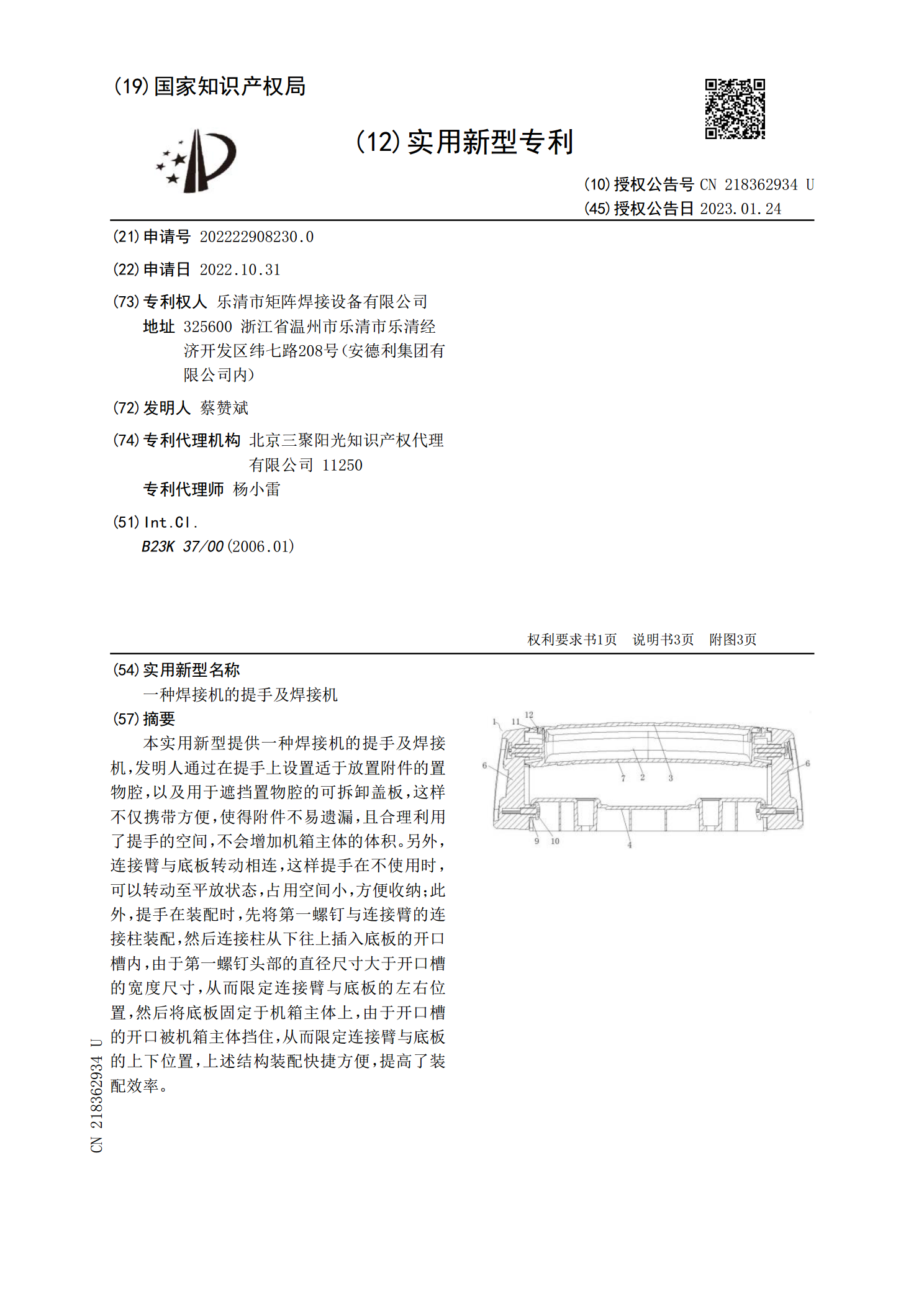
本实用新型提供一种焊接机的提手及焊接机,发明人通过在提手上设置适于放置附件的置物腔,以及用于遮挡置物腔的可拆卸盖板,这样不仅携带方便,使得附件不易遗漏,且合理利用了提手的空间,不会增加机箱主体的体积。另外,连接臂与底板转动相连,这样提手在不使用时,可以转动至平放状态,占用空间小,方便收纳;此外,提手在装配时,先将第一螺钉与连接臂的连接柱装配,然后连接柱从下往上插入底板的开口槽内,由于第一螺钉头部的直径尺寸大于开口槽的宽度尺寸,从而限定连接臂与底板的左右位置,然后将底板固定于机箱主体上,由于开口槽的开口被机

一种焊接机.pdf
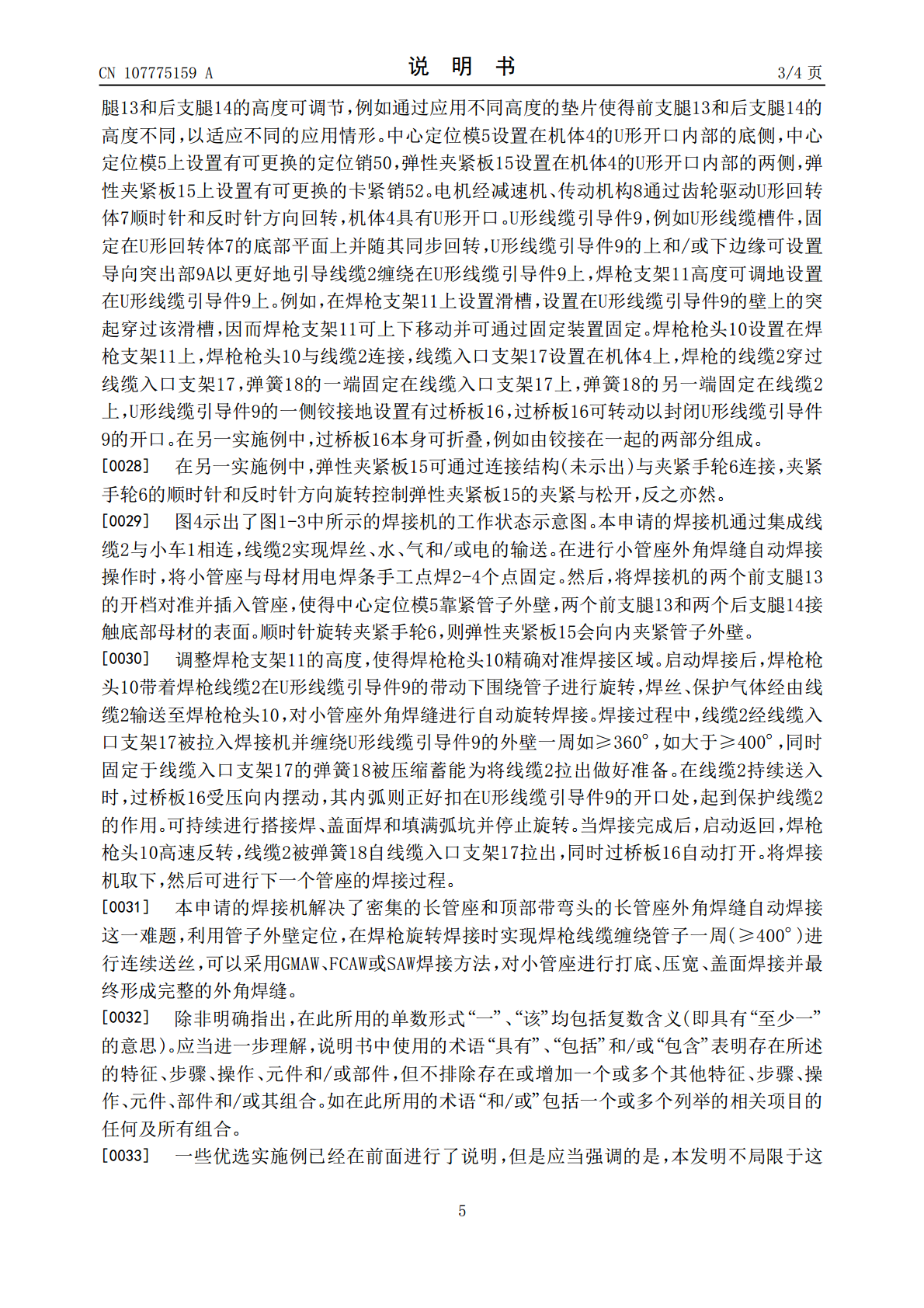
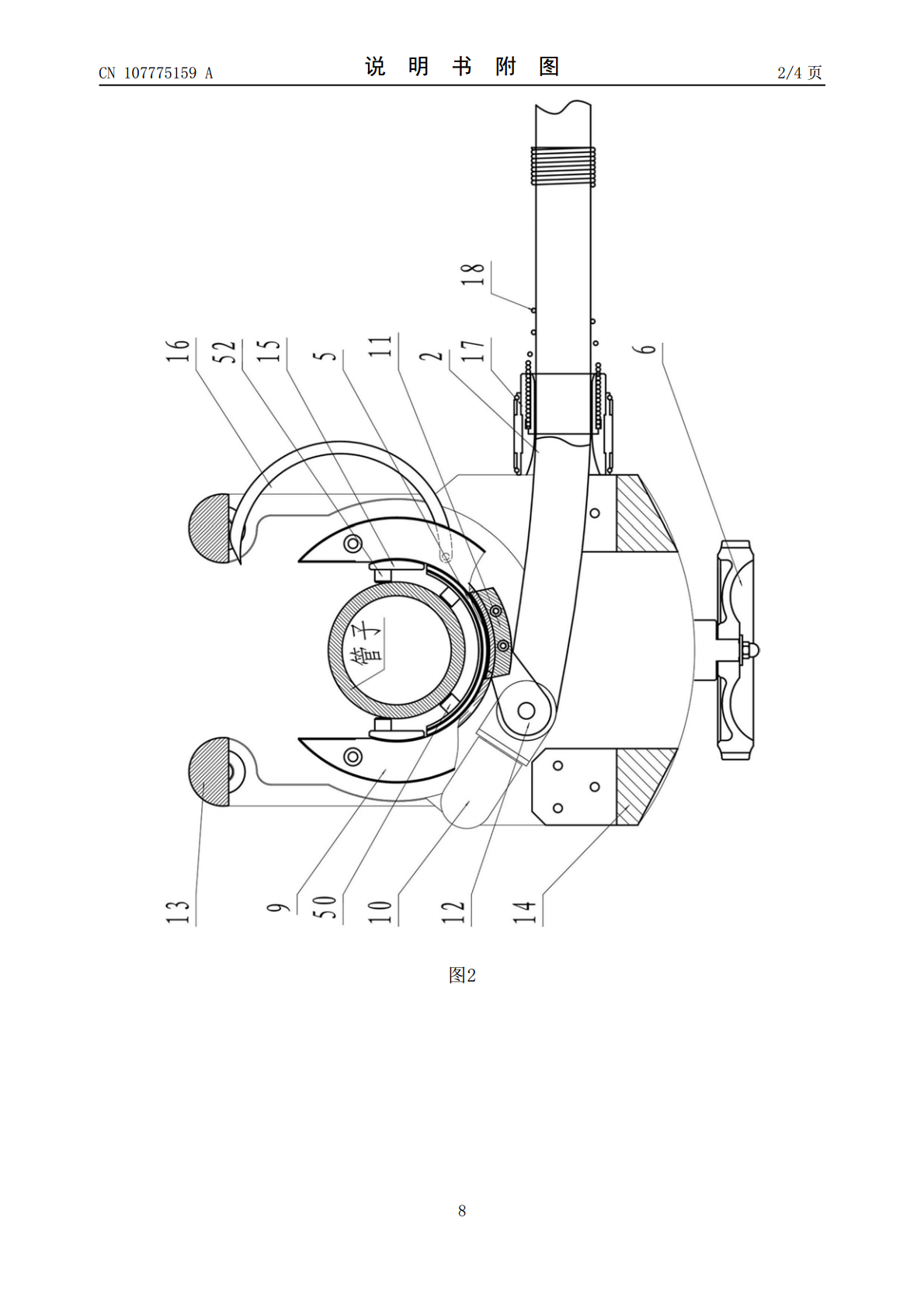
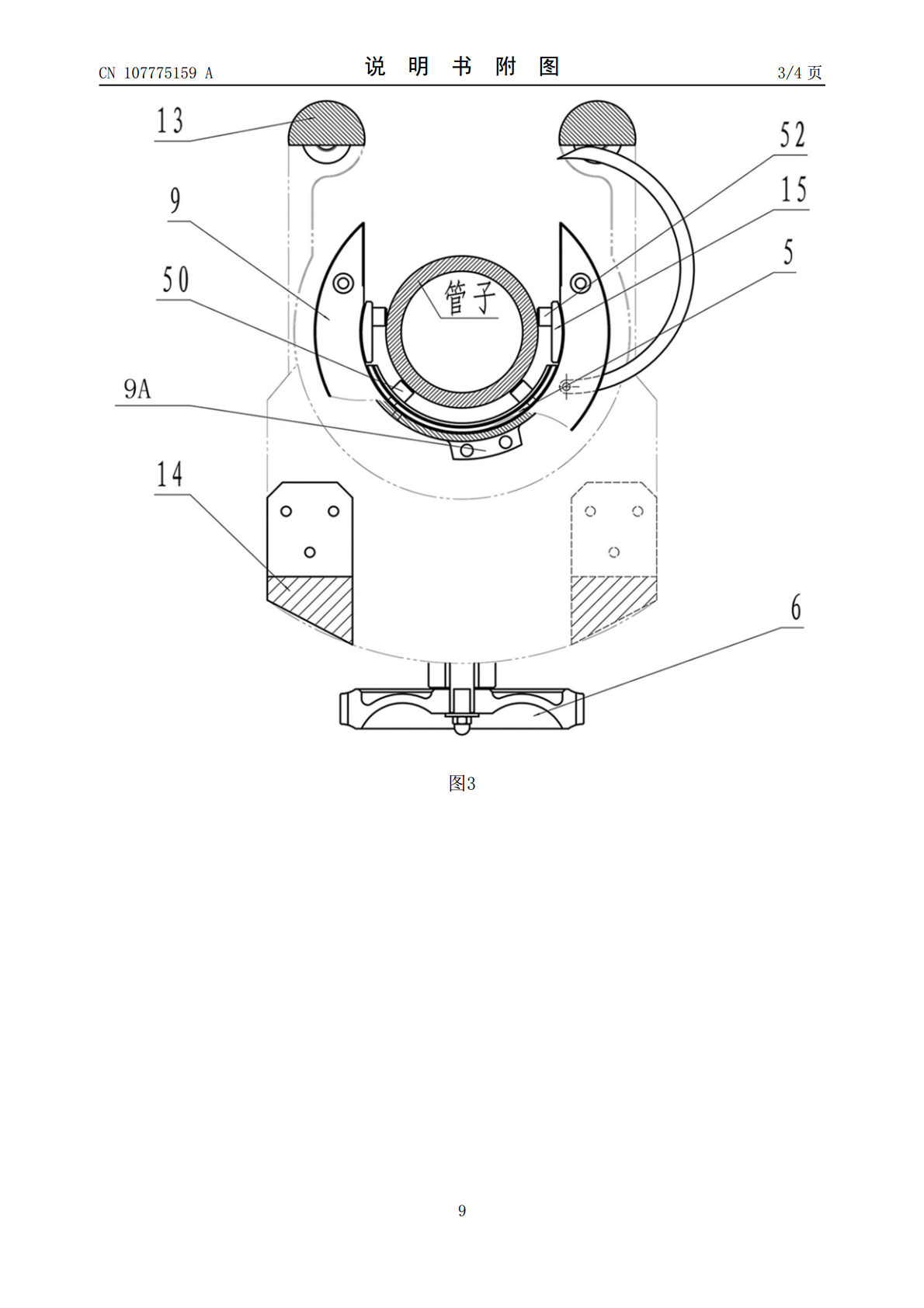
本申请公开了一种焊接机,包括机体(4)、电机、传动机构(8)和U形回转体(7),所述电机经所述传动机构(8)驱动所述U形回转体顺时针和反时针方向回转,所述机体(4)具有U形开口,所述U形回转体(7)上设置有U形线缆引导件(9),所述U形线缆引导件(9)上设置有焊枪支架(11),焊枪枪头(10)设置在所述焊枪支架(11)上,所述焊枪枪头(10)与线缆(2)连接,所述U形线缆引导件(9)的一侧铰接地设置有过桥板(16),所述过桥板(16)可转动以封闭所述U形线缆引导件的开口。本发明的焊接机不受小管座长度和形状
一种焊接机.pdf
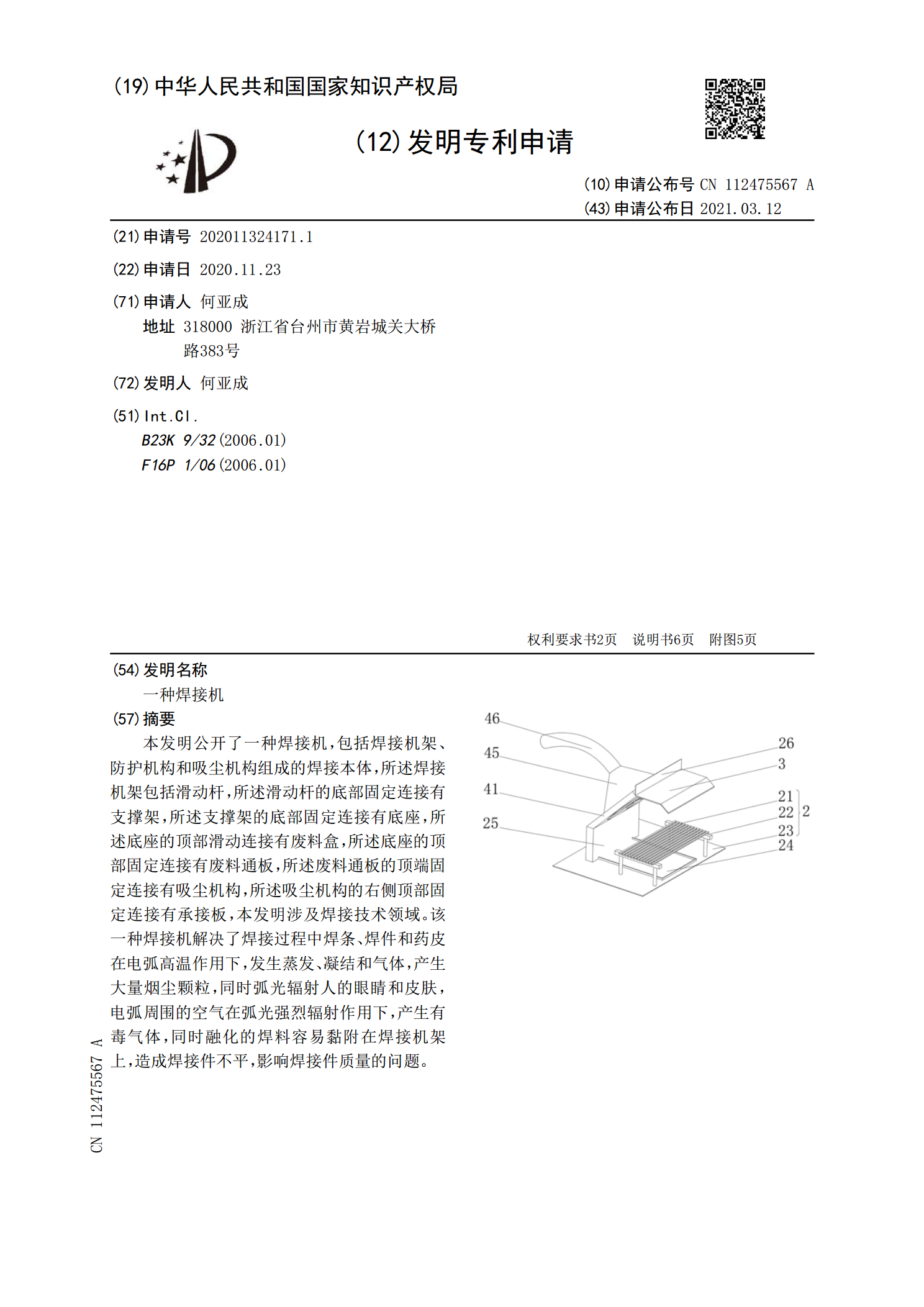
本发明公开了一种焊接机,包括焊接机架、防护机构和吸尘机构组成的焊接本体,所述焊接机架包括滑动杆,所述滑动杆的底部固定连接有支撑架,所述支撑架的底部固定连接有底座,所述底座的顶部滑动连接有废料盒,所述底座的顶部固定连接有废料通板,所述废料通板的顶端固定连接有吸尘机构,所述吸尘机构的右侧顶部固定连接有承接板,本发明涉及焊接技术领域。该一种焊接机解决了焊接过程中焊条、焊件和药皮在电弧高温作用下,发生蒸发、凝结和气体,产生大量烟尘颗粒,同时弧光辐射人的眼睛和皮肤,电弧周围的空气在弧光强烈辐射作用下,产生有毒气体,
一种焊接机.pdf
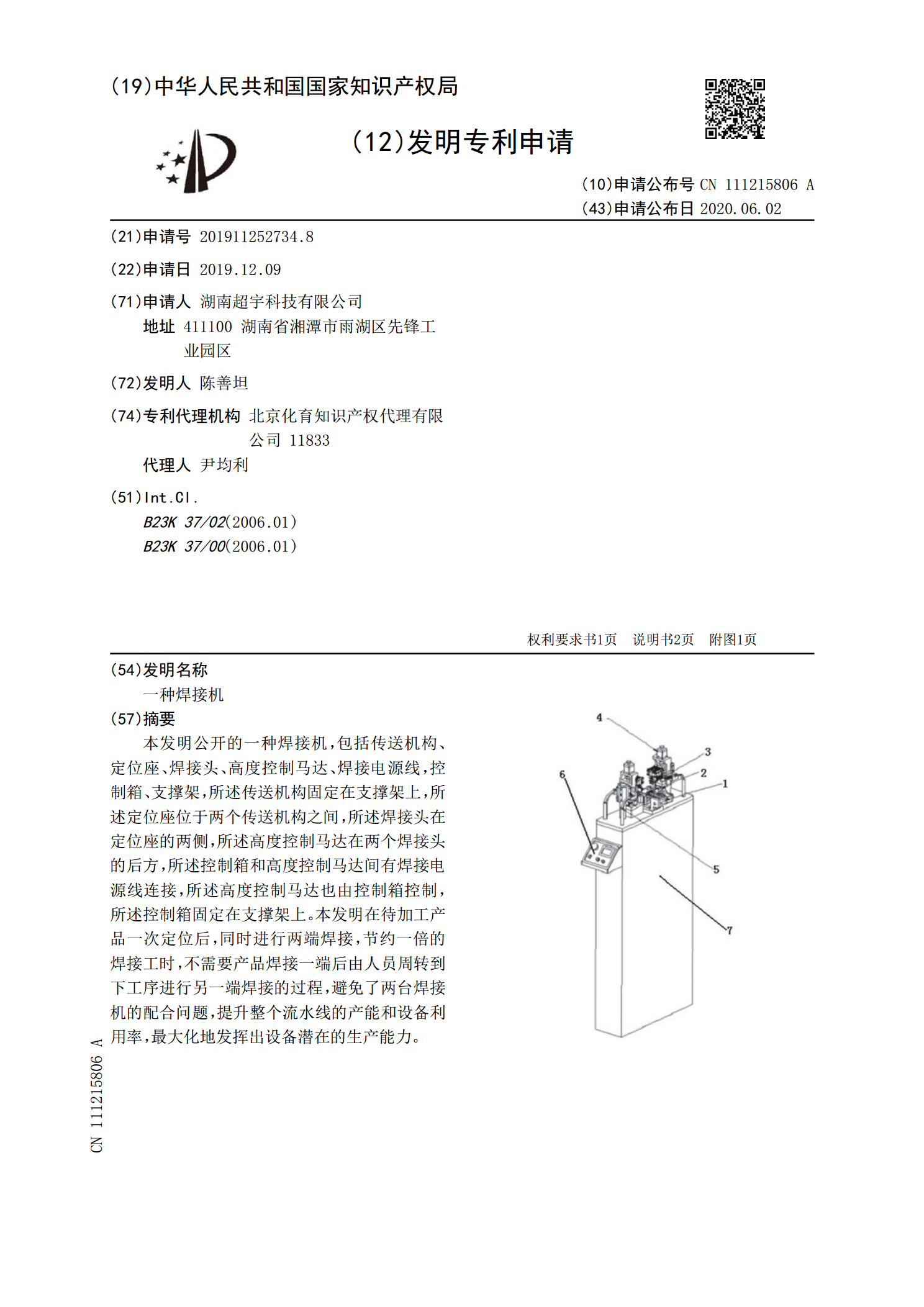
本发明公开的一种焊接机,包括传送机构、定位座、焊接头、高度控制马达、焊接电源线,控制箱、支撑架,所述传送机构固定在支撑架上,所述定位座位于两个传送机构之间,所述焊接头在定位座的两侧,所述高度控制马达在两个焊接头的后方,所述控制箱和高度控制马达间有焊接电源线连接,所述高度控制马达也由控制箱控制,所述控制箱固定在支撑架上。本发明在待加工产品一次定位后,同时进行两端焊接,节约一倍的焊接工时,不需要产品焊接一端后由人员周转到下工序进行另一端焊接的过程,避免了两台焊接机的配合问题,提升整个流水线的产能和设备利用率,

一种焊接机.pdf
本发明涉及焊接领域,特别是一种焊接机。一种焊接机,用于焊接多个直径不同的圆形或圆弧形焊缝,包括:若干个差速转动部和与差速转动部数量相同的传动转动盘;差速转动部的转动轴心与转动轴的转动轴心在同一直线,若干个差速转动部分别连接固定有副焊枪,差速转动部套装在转动轴外;传动转动盘用于传递转动轴的线速度到差速转动部,传动转动盘包括相对于工件平台固定的传动转轴,传动转动盘与差速转动部和转动轴接触,传动转动盘与差速转动部和转动轴接触部分的截面为圆形或齿轮形;调整传动转动盘与差速转动部和转动轴接触部分的直径,使转动轴转动