
一种用树脂砂制型芯的铸造工艺方法.pdf

邻家****ng


1/4

2/4

3/4

4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种用树脂砂制型芯的铸造工艺方法.pdf
本发明公开了一种用树脂砂制型芯的铸造工艺方法,包括以下:1)铁水熔化;2)将型砂送入烘干炉内进行烘干,烘干后放入混砂机内,并将酚基树脂、固化剂同时加入到混砂处理机内进行混合,固化剂由酚基聚异氰酸酯和三乙胺组成,酚基树脂的重量为三乙胺的15~25倍,将混合砂放入铸造模型机内,进行造型制芯工序;3)对经过造型制芯后的型芯进行喷涂处理,涂料主要为水基涂料,后在烘干机内进行烘干处理。本发明的固化剂是由酚基聚异氰酸酯和三乙胺组成,制芯工艺中无需外部加热,在三乙胺的催化作用下树脂砂得以迅速固化,提高了生产效率。

树脂砂制芯工艺方法及其适用性.docx
树脂砂制芯工艺方法及其适用性树脂砂制芯工艺方法及其适用性摘要:树脂砂制芯是现代铸造工艺中常用的一种制芯方法,本文主要介绍树脂砂制芯的工艺方法包括树脂砂的配比、混合、成型和固化等工艺步骤,并探讨了树脂砂制芯在不同铸造工艺中的适用性。关键词:树脂砂制芯;配比;混合;成型;固化;适用性1.引言树脂砂制芯是一种广泛应用于铸造工艺中的制芯方法,其优点包括成本低、生产效率高、制芯质量好等,因此在铸造工艺中得到了广泛的应用。本文主要介绍树脂砂制芯的工艺方法及其适用性,以提供一定的参考和指导。2.树脂砂的配比树脂砂的配比

一种铸造用树脂砂模再生工艺.pdf
本发明涉及一种铸造用树脂砂模再生工艺,它主要解决了现有技术中再生砂质量差的问题,包括以下步骤:型砂粉碎;将粉碎后形成颗粒状的旧砂摊平于输送装置上的输送带上输送经过磁场强度为1.0T~1.2T的磁场;将经过步骤2处理后的旧砂投入到PH值与4.3~5.2的溶液中浸泡并通过超声波处理;将经过步骤3处理后的旧砂投入到温度为820℃~870℃的焙烧炉中焙烧3~4小时;将焙烧炉的温度逐渐降至230℃~250℃后,将旧砂取出浸泡于冷却液中快速冷却,再将其投入到钾化物溶液中;取出旧砂风干或者烘干,投入到蹉跎机中,蹉跎机内
一种铸造用砂芯以及薄壁件铸造工艺.pdf
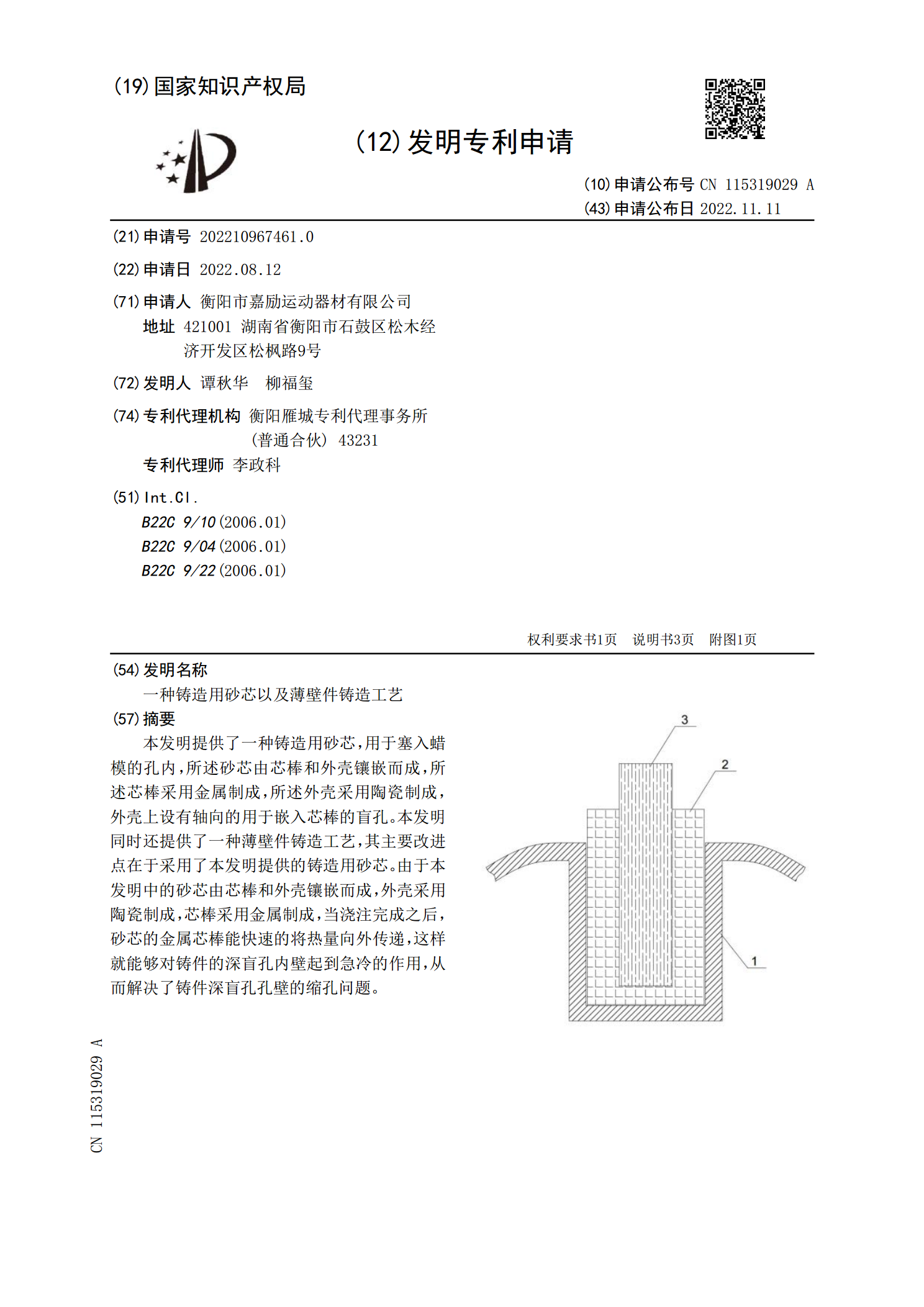
本发明提供了一种铸造用砂芯,用于塞入蜡模的孔内,所述砂芯由芯棒和外壳镶嵌而成,所述芯棒采用金属制成,所述外壳采用陶瓷制成,外壳上设有轴向的用于嵌入芯棒的盲孔。本发明同时还提供了一种薄壁件铸造工艺,其主要改进点在于采用了本发明提供的铸造用砂芯。由于本发明中的砂芯由芯棒和外壳镶嵌而成,外壳采用陶瓷制成,芯棒采用金属制成,当浇注完成之后,砂芯的金属芯棒能快速的将热量向外传递,这样就能够对铸件的深盲孔内壁起到急冷的作用,从而解决了铸件深盲孔孔壁的缩孔问题。

一种钛合金铸造用复合型芯制备方法.pdf
一种钛合金铸造用复合型芯制备方法,是用莫来石粉35-44.7%、Al2O343-54.7%、CaO0.1%-0.3%和硅溶胶制成复合型芯原坯,再将25-40%的分散氧化铝溶液倒入容器中,再加入5-8%的Y2O3粉和52-70%的ZrO2粉混均,制成涂料。将制成的复合型芯原坯放上述涂料中,取出后风干24小时,再在500-600℃下烘烤1小时,最后将挂涂料的复合型芯表面抛光,并放入焙烧炉内在1200-1300℃下烧结3-5小时,炉冷至室温后重新抛光打磨,即得。利用本发明方法能够实现大幅度降低复合型芯制作成本,