
一种铸造用树脂砂模再生工艺.pdf

又珊****ck


1/10

2/10

3/10
4/10
5/10
6/10

7/10
8/10

9/10

10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种铸造用树脂砂模再生工艺.pdf
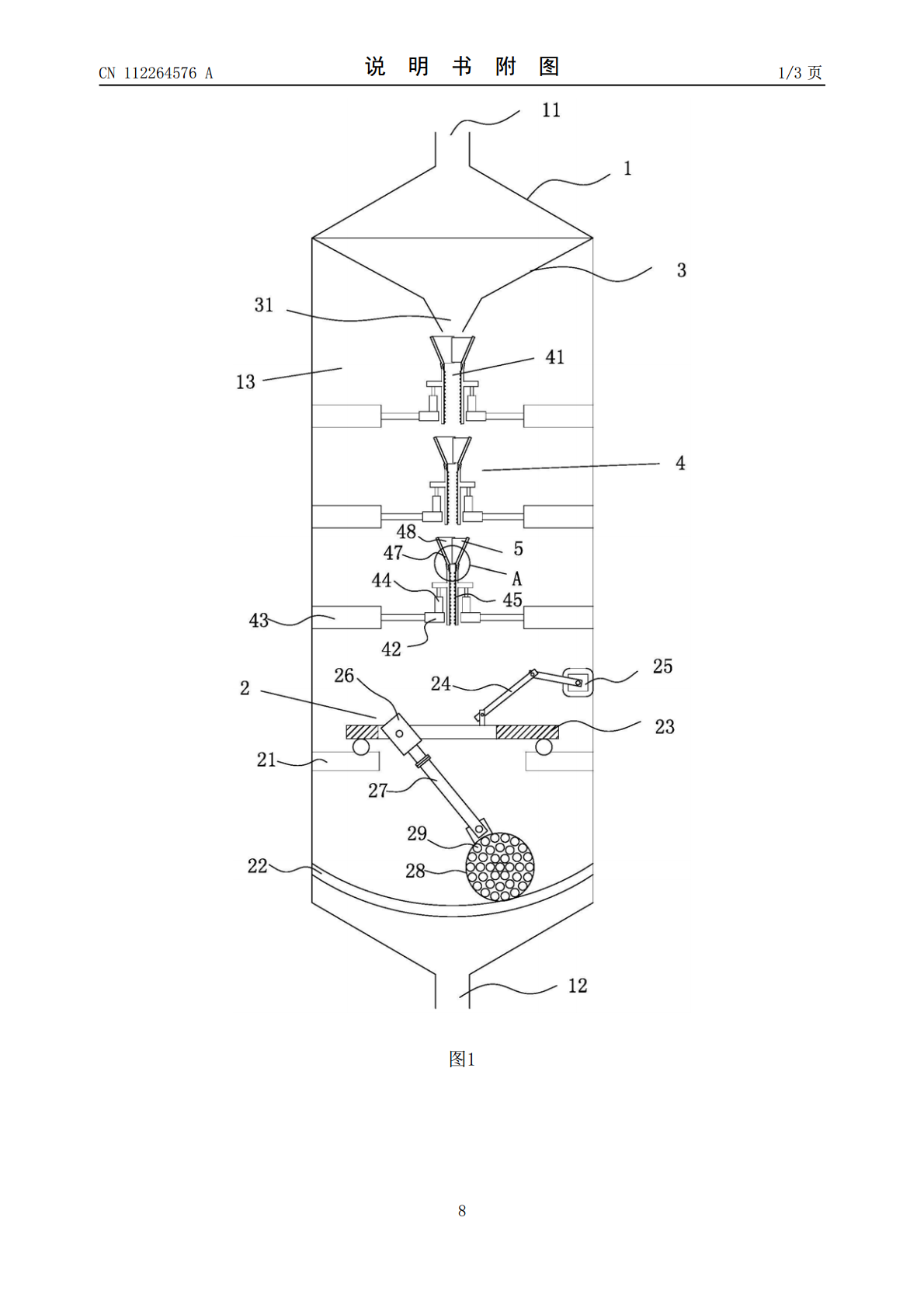
本发明涉及一种铸造用树脂砂模再生工艺,它主要解决了现有技术中再生砂质量差的问题,包括以下步骤:型砂粉碎;将粉碎后形成颗粒状的旧砂摊平于输送装置上的输送带上输送经过磁场强度为1.0T~1.2T的磁场;将经过步骤2处理后的旧砂投入到PH值与4.3~5.2的溶液中浸泡并通过超声波处理;将经过步骤3处理后的旧砂投入到温度为820℃~870℃的焙烧炉中焙烧3~4小时;将焙烧炉的温度逐渐降至230℃~250℃后,将旧砂取出浸泡于冷却液中快速冷却,再将其投入到钾化物溶液中;取出旧砂风干或者烘干,投入到蹉跎机中,蹉跎机内
一种用树脂砂制型芯的铸造工艺方法.pdf
本发明公开了一种用树脂砂制型芯的铸造工艺方法,包括以下:1)铁水熔化;2)将型砂送入烘干炉内进行烘干,烘干后放入混砂机内,并将酚基树脂、固化剂同时加入到混砂处理机内进行混合,固化剂由酚基聚异氰酸酯和三乙胺组成,酚基树脂的重量为三乙胺的15~25倍,将混合砂放入铸造模型机内,进行造型制芯工序;3)对经过造型制芯后的型芯进行喷涂处理,涂料主要为水基涂料,后在烘干机内进行烘干处理。本发明的固化剂是由酚基聚异氰酸酯和三乙胺组成,制芯工艺中无需外部加热,在三乙胺的催化作用下树脂砂得以迅速固化,提高了生产效率。
一种树脂砂铸造工艺.pdf
本发明公开了一种树脂砂铸造工艺,包括如下步骤,1)准备;2)配箱;3)造型;4)起模;5)喷漆和流涂;6)下芯与合箱;7)浇注和打箱:用0.5T浇包浇铸,第一包铁水浇铸厚壁铸件,并按"铸造工艺卡"规定掌握浇铸时间以及砂箱之间缝隙,在浇铸时用木棍点燃出气眼和冒口处的排气,浇注后打开箱,打箱时对于特殊铸件冒口要留到抛丸清砂后用砂轮片磨去冒口根处的1/2再砸掉,以防掉肉,在清理铸件水口,毛刺时不许损坏铸件。该铸造工艺方法简单,免去了很多重复性工序,提高了工作效率。

树脂砂铸造工艺.doc
树脂砂铸造工艺第一章/概论1—1自硬呋喃树脂砂的概念自硬呋喃树脂砂的命名来源于英语的FuranNo-Bakeprocess,它表示以呋喃树脂为粘结剂,并加入催化剂混制出型砂,不需烘烤或通硬化气体,即可在常温下使砂型自行固化的造型方法。通常被简称为“冷硬树脂砂”,甚至“树脂砂”。以下介绍两个基本概念。一、呋喃树脂的概念由碳原子和其它元素原子(如O、S、N等)共同组成的环叫做杂环、组成杂环的非碳原子叫杂原子。含有杂环的有机化合物叫做杂环化合物。所谓“呋喃”,是含有一个氧原子的五员杂环有机化合物,它是表示一族化

用冷硬树脂砂工艺铸造大型铜像.docx
用冷硬树脂砂工艺铸造大型铜像冷硬树脂砂工艺在铸造领域中是一种重要的工艺方法,通过这种方法可以铸造出高精度、高质量的大型铜像。本论文主要介绍冷硬树脂砂工艺铸造大型铜像的具体步骤和应用领域,并分析这种工艺方法的优势和局限性。一、冷硬树脂砂工艺铸造大型铜像的步骤冷硬树脂砂工艺铸造大型铜像的步骤主要包括模具制作、模具脱蜡、铸造及后处理等几个主要阶段。1.模具制作:首先,根据设计图纸,制作出铜像的模具。模具通常采用砂型,由于大型铜像需要进行多次脱蜡和铸造过程,故一般使用比较坚固的铸造材料。2.模具脱蜡:将模具置于加