
一种低弹性模量高疲劳强度的医用植入钛合金及制备方法.pdf

邻家****mk


1/7

2/7
3/7
4/7
5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种低弹性模量高疲劳强度的医用植入钛合金及制备方法.pdf
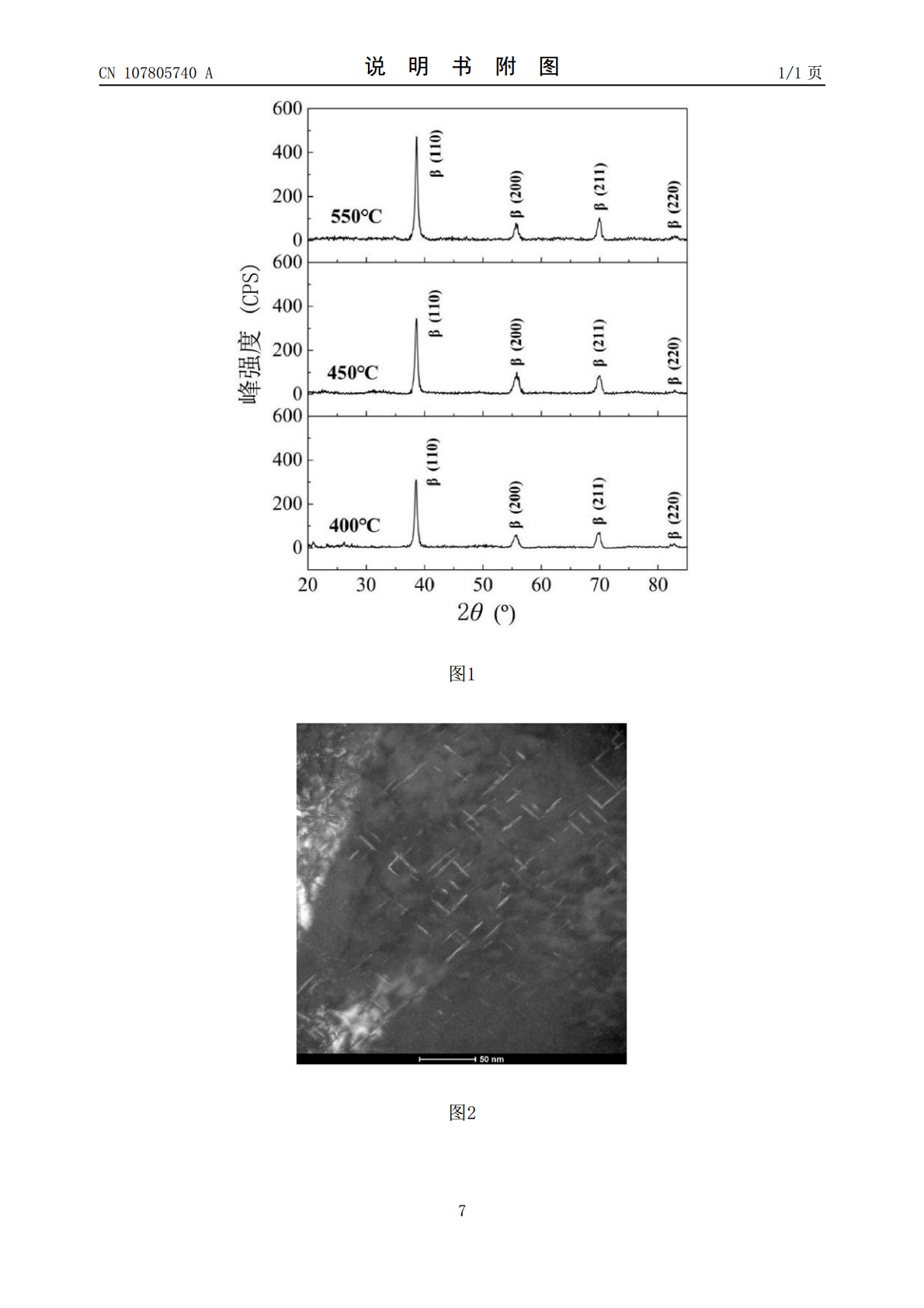
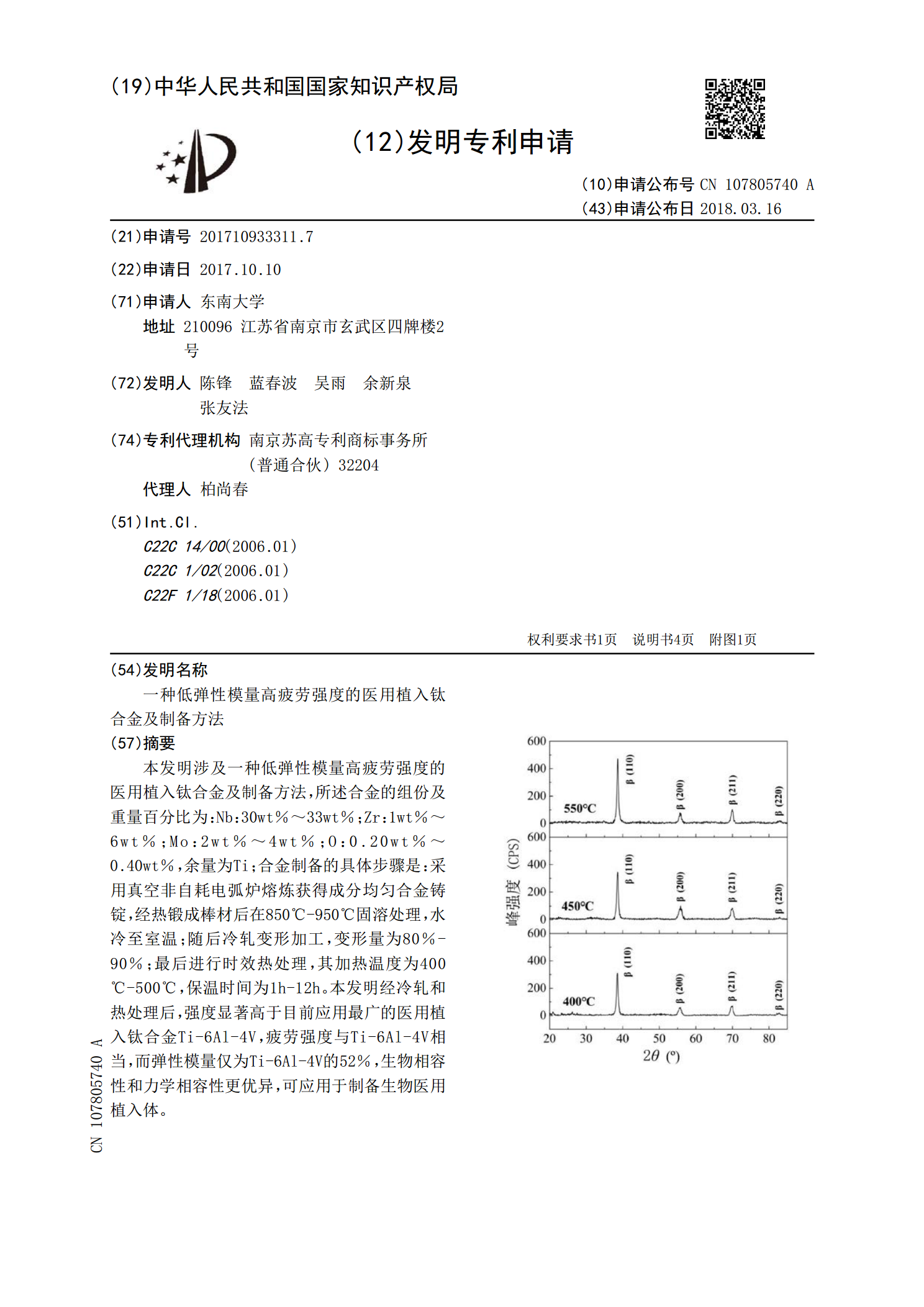
本发明涉及一种低弹性模量高疲劳强度的医用植入钛合金及制备方法,所述合金的组份及重量百分比为:Nb:30wt%~33wt%;Zr:1wt%~6wt%;Mo:2wt%~4wt%;O:0.20wt%~0.40wt%,余量为Ti;合金制备的具体步骤是:采用真空非自耗电弧炉熔炼获得成分均匀合金铸锭,经热锻成棒材后在850℃‑950℃固溶处理,水冷至室温;随后冷轧变形加工,变形量为80%‑90%;最后进行时效热处理,其加热温度为400℃‑500℃,保温时间为1h‑12h。本发明经冷轧和热处理后,强度显著高于目前应用最
一种低弹性模量高疲劳强度的生物种植钛合金及制备方法.pdf
本发明涉及一种低弹性模量高疲劳强度的生物种植钛合金及制备方法,所述合金的组份及重量百分比为:Nb:31wt%~36wt%;Zr:4wt%~8wt%;Mo:1wt%~4wt%;Sn:3wt%~5wt%,余量为Ti;合金制备的具体步骤是:采用真空非自耗电弧炉熔炼获得成分均匀合金铸锭,经热锻成棒材后在850℃-900℃固溶处理,水冷至室温;随后冷轧变形加工,变形量为80%-90%;最后进行高温热处理,其加热温度为660℃-700℃,保温时间为15min-30min。本发明经冷轧和热处理后,抗拉强度和疲劳性能与目
一种高强度低弹性模量医用植入锆合金及制备方法.pdf
本发明涉及一种高强度低弹性模量医用植入锆合金及制备方法,所述合金的组份及重量百分比为:Ti:36‑40wt%;Nb:14‑24wt%;O:0.10‑0.30wt%;余量为Zr。合金制备的具体步骤是:采用高真空非自耗电弧炉熔炼获得成分的均匀合金铸锭,经热锻成棒材后在900℃‑950℃固溶处理,水冷至室温;随后冷轧变形加工,变形量为80‑90%;最后进行时效热处理,其加热温度为500‑550℃,保温时间为8‑16h。本发明锆合金的抗拉强度与目前应用最广的医用植入钛合金Ti‑6Al‑4V相当,而弹性模量仅为后者
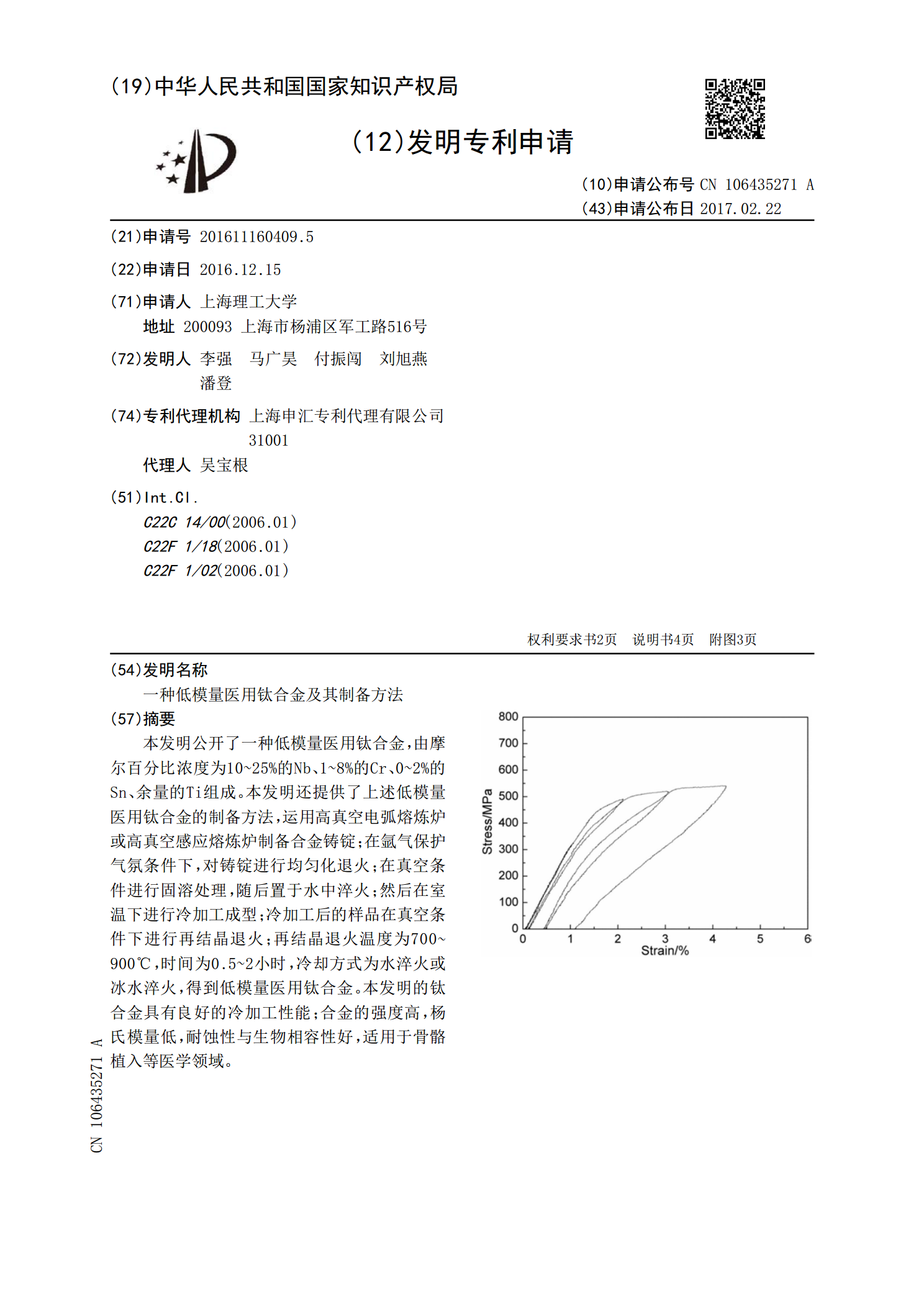
一种低模量医用钛合金及其制备方法.pdf
本发明公开了一种低模量医用钛合金,由摩尔百分比浓度为10~25%的Nb、1~8%的Cr、0~2%的Sn、余量的Ti组成。本发明还提供了上述低模量医用钛合金的制备方法,运用高真空电弧熔炼炉或高真空感应熔炼炉制备合金铸锭;在氩气保护气氛条件下,对铸锭进行均匀化退火;在真空条件进行固溶处理,随后置于水中淬火;然后在室温下进行冷加工成型;冷加工后的样品在真空条件下进行再结晶退火;再结晶退火温度为700~900℃,时间为0.5~2小时,冷却方式为水淬火或冰水淬火,得到低模量医用钛合金。本发明的钛合金具有良好的冷加工
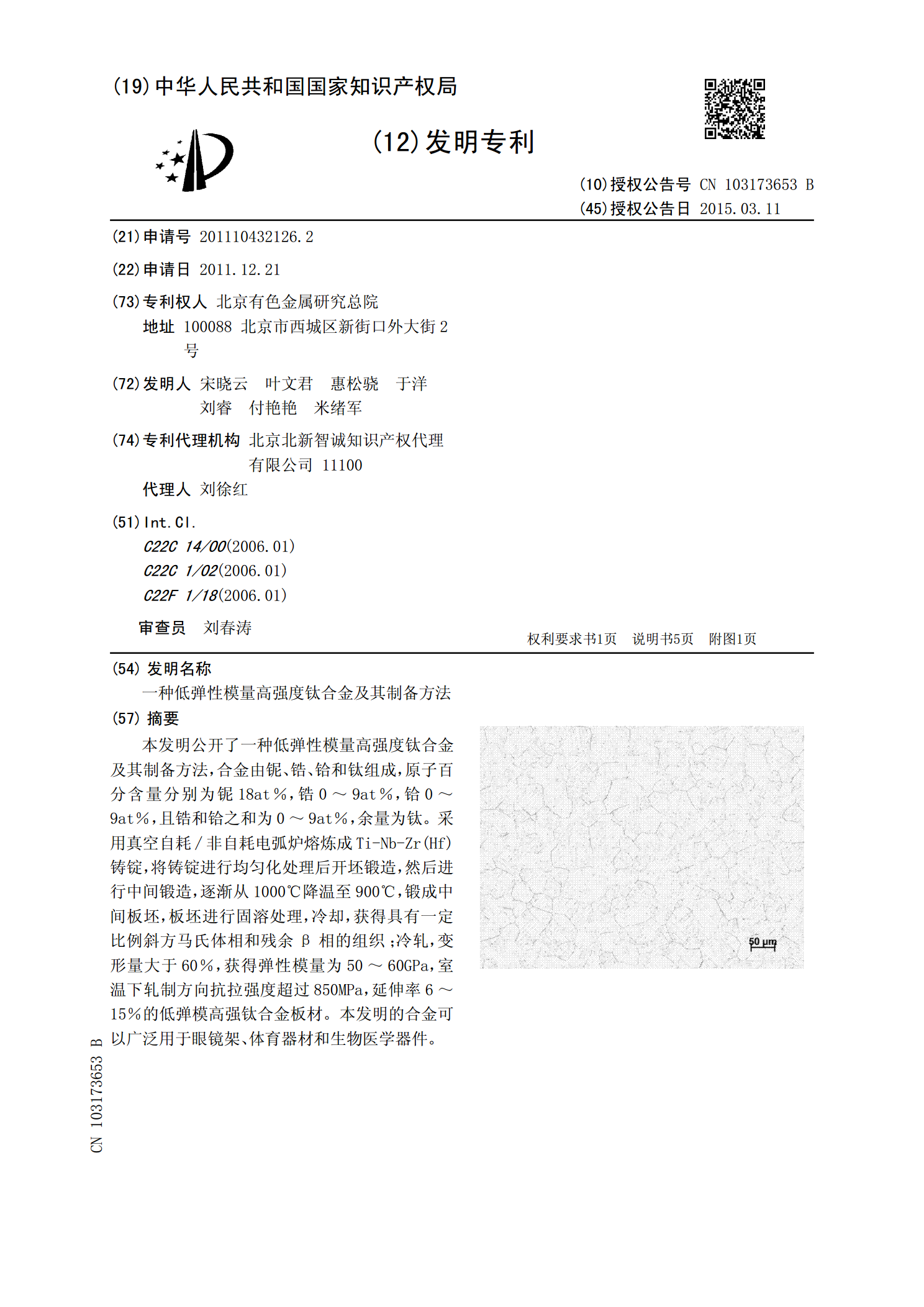
一种低弹性模量高强度钛合金及其制备方法.pdf
本发明公开了一种低弹性模量高强度钛合金及其制备方法,合金由铌、锆、铪和钛组成,原子百分含量分别为铌18at%,锆0~9at%,铪0~9at%,且锆和铪之和为0~9at%,余量为钛。采用真空自耗/非自耗电弧炉熔炼成Ti-Nb-Zr(Hf)铸锭,将铸锭进行均匀化处理后开坯锻造,然后进行中间锻造,逐渐从1000℃降温至900℃,锻成中间板坯,板坯进行固溶处理,冷却,获得具有一定比例斜方马氏体相和残余β相的组织;冷轧,变形量大于60%,获得弹性模量为50~60GPa,室温下轧制方向抗拉强度超过850MPa,延伸率