
一种铸造炉.pdf

森林****io

1/7

2/7
3/7

4/7

5/7

6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种铸造单晶炉的散热结构及铸造单晶炉.pdf
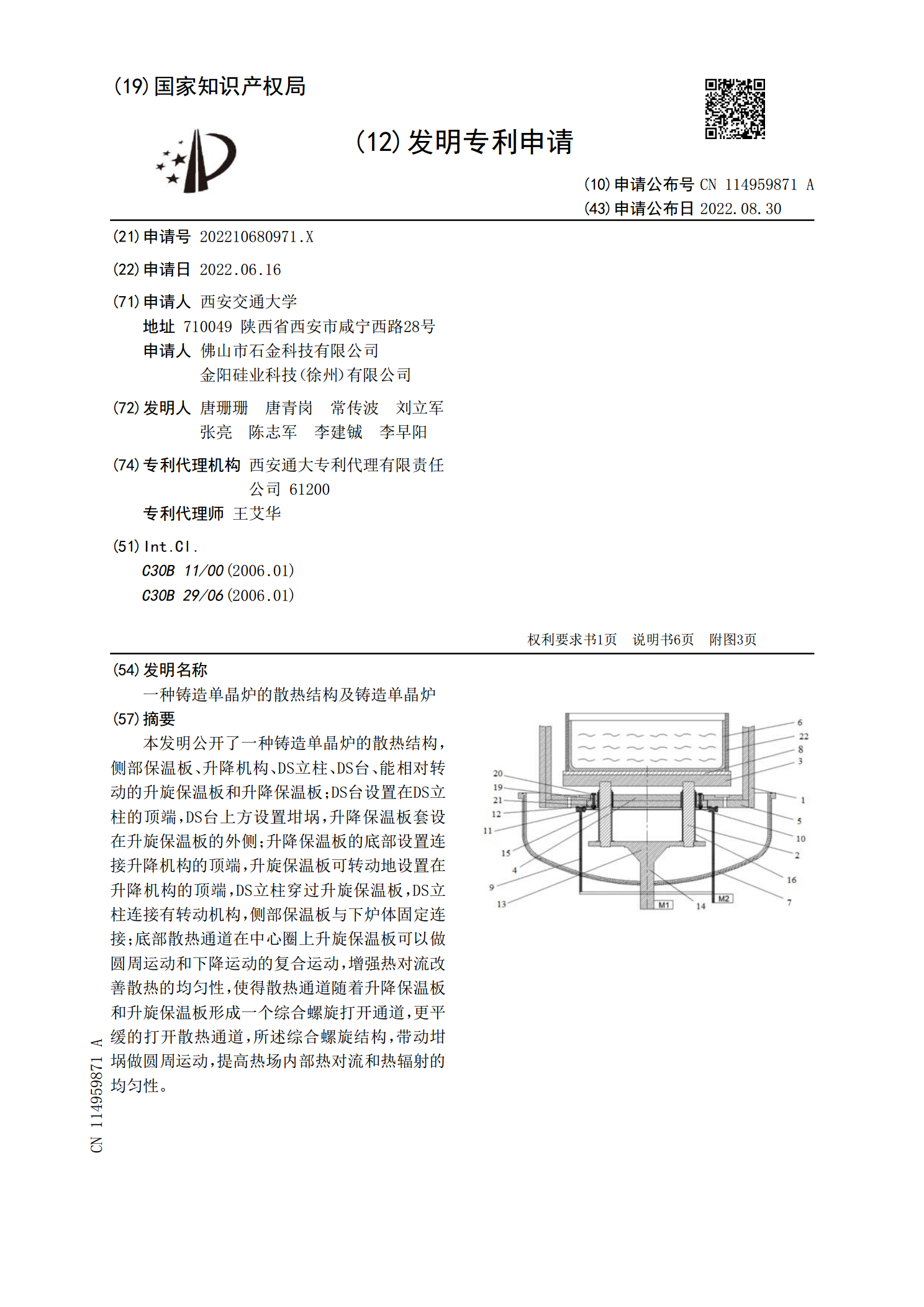
本发明公开了一种铸造单晶炉的散热结构,侧部保温板、升降机构、DS立柱、DS台、能相对转动的升旋保温板和升降保温板;DS台设置在DS立柱的顶端,DS台上方设置坩埚,升降保温板套设在升旋保温板的外侧;升降保温板的底部设置连接升降机构的顶端,升旋保温板可转动地设置在升降机构的顶端,DS立柱穿过升旋保温板,DS立柱连接有转动机构,侧部保温板与下炉体固定连接;底部散热通道在中心圈上升旋保温板可以做圆周运动和下降运动的复合运动,增强热对流改善散热的均匀性,使得散热通道随着升降保温板和升旋保温板形成一个综合螺旋打开通道
一种铸造炉.pdf
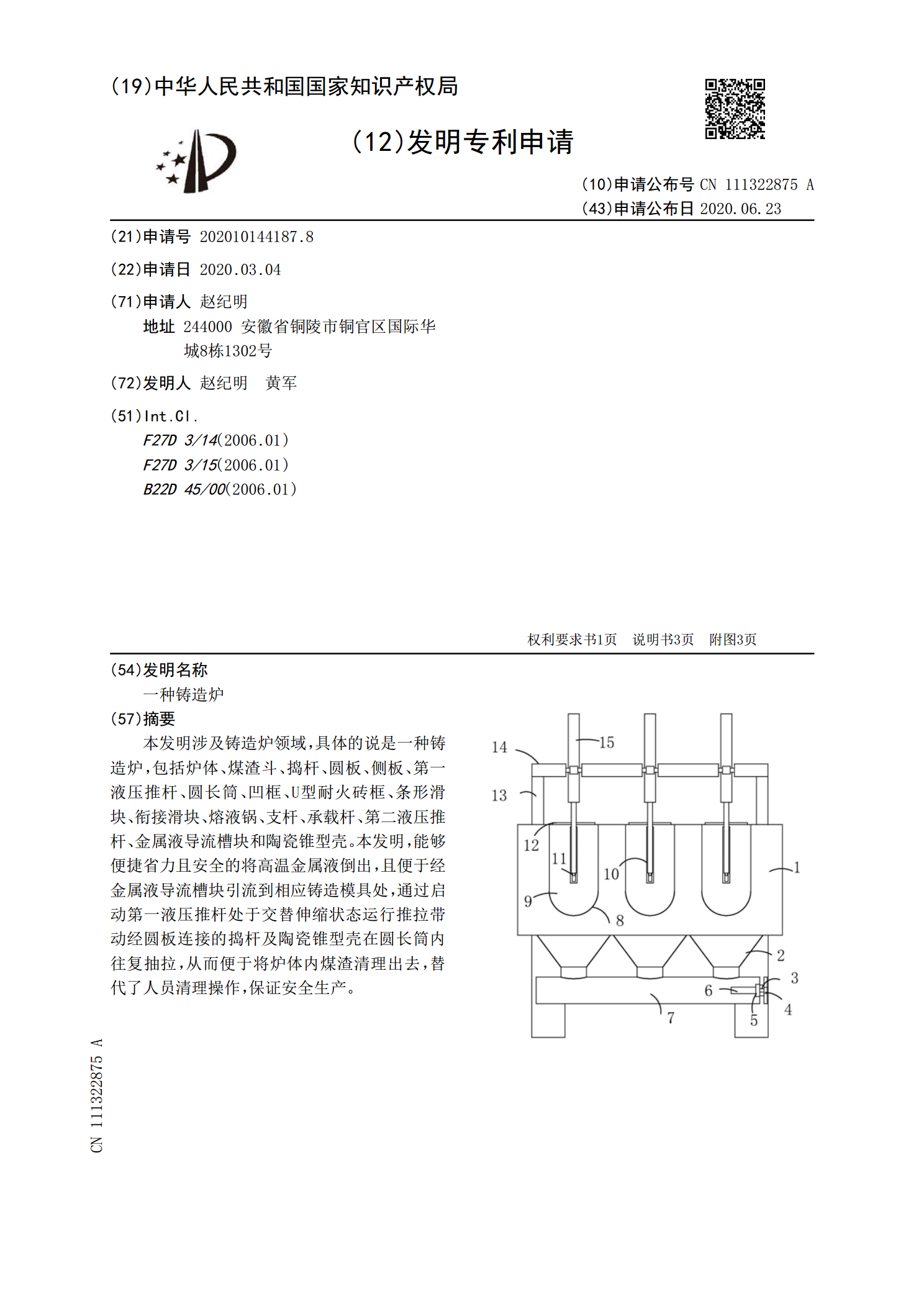
本发明涉及铸造炉领域,具体的说是一种铸造炉,包括炉体、煤渣斗、捣杆、圆板、侧板、第一液压推杆、圆长筒、凹框、U型耐火砖框、条形滑块、衔接滑块、熔液锅、支杆、承载杆、第二液压推杆、金属液导流槽块和陶瓷锥型壳。本发明,能够便捷省力且安全的将高温金属液倒出,且便于经金属液导流槽块引流到相应铸造模具处,通过启动第一液压推杆处于交替伸缩状态运行推拉带动经圆板连接的捣杆及陶瓷锥型壳在圆长筒内往复抽拉,从而便于将炉体内煤渣清理出去,替代了人员清理操作,保证安全生产。
一种铸造炉.pdf
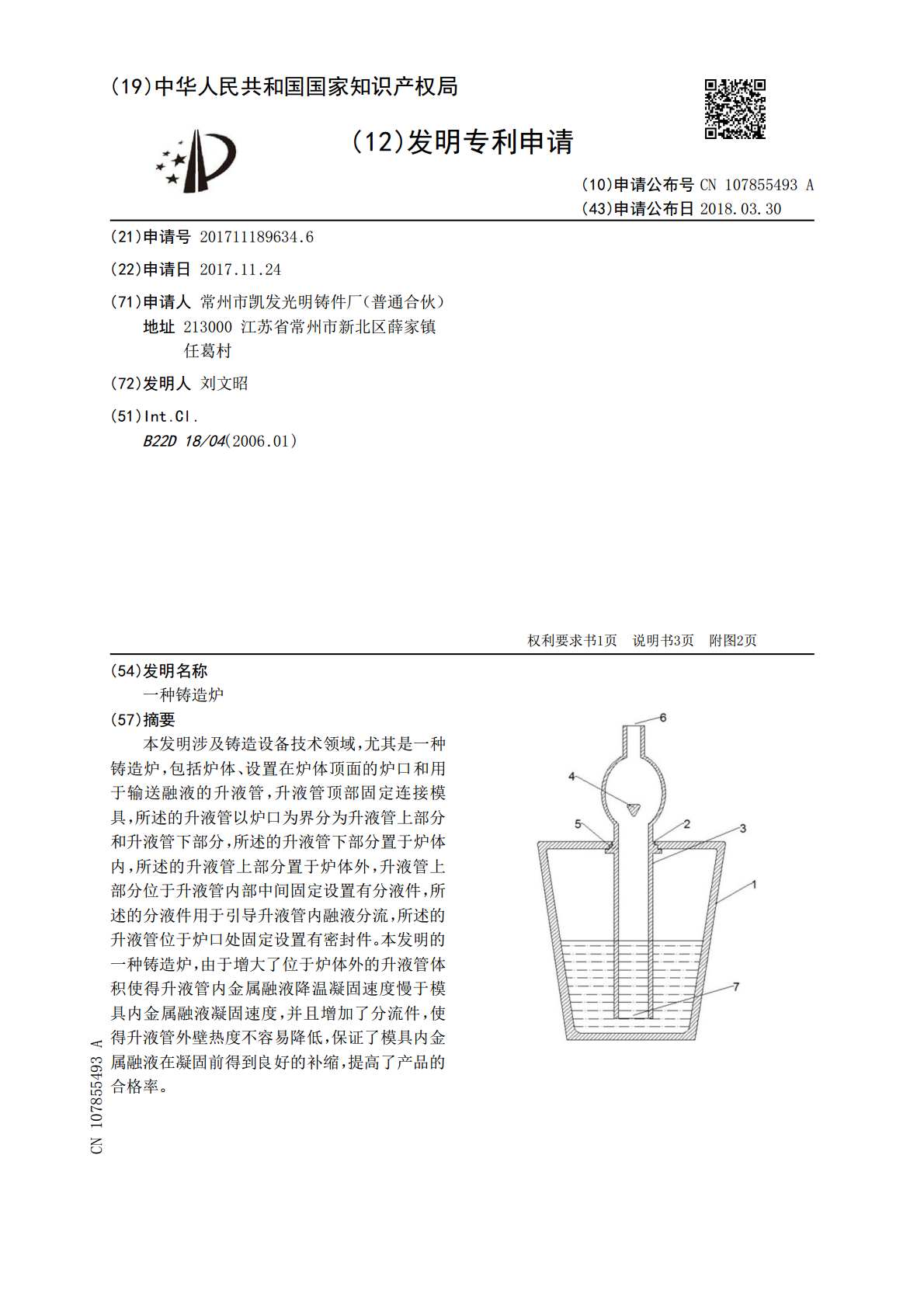
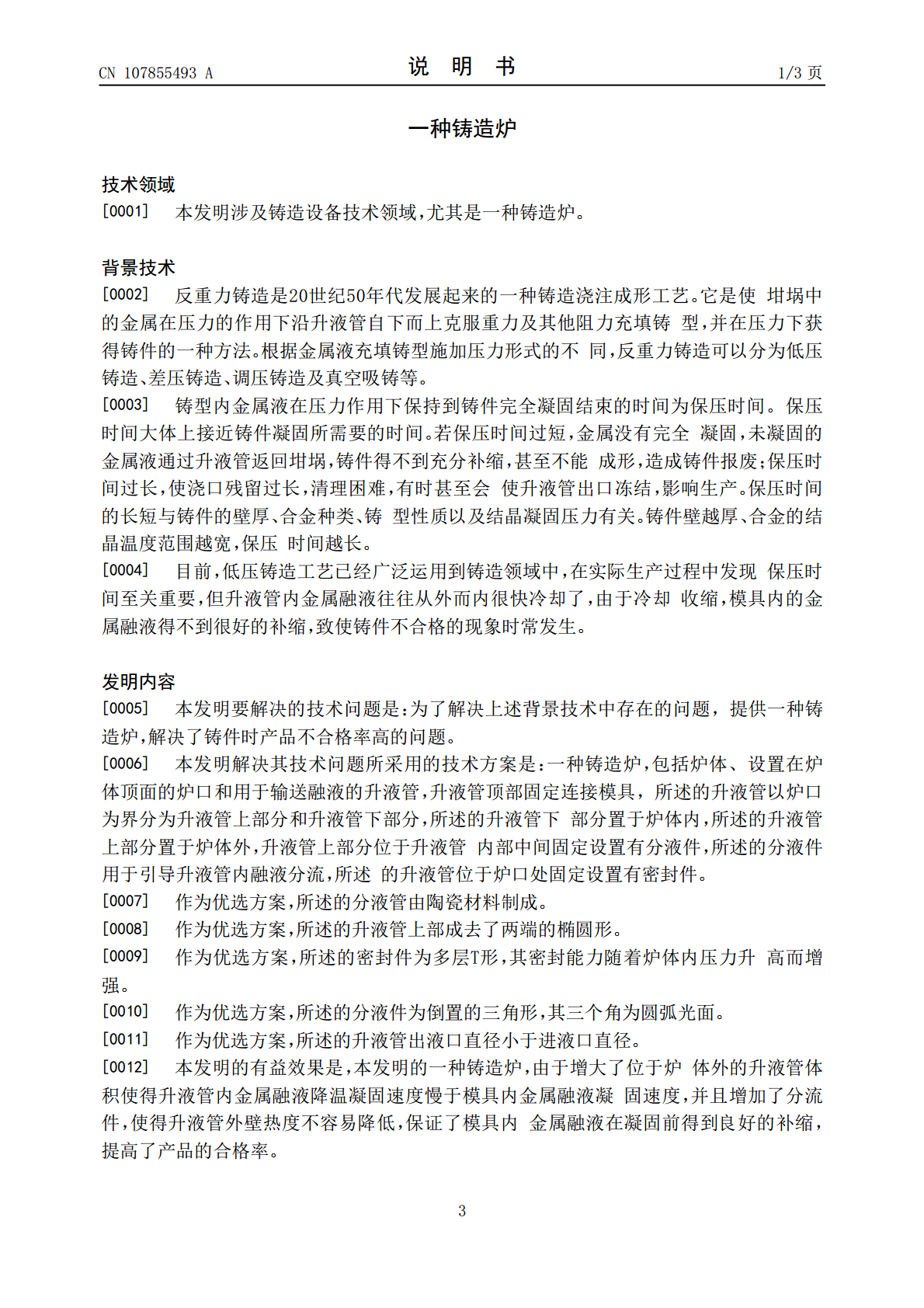
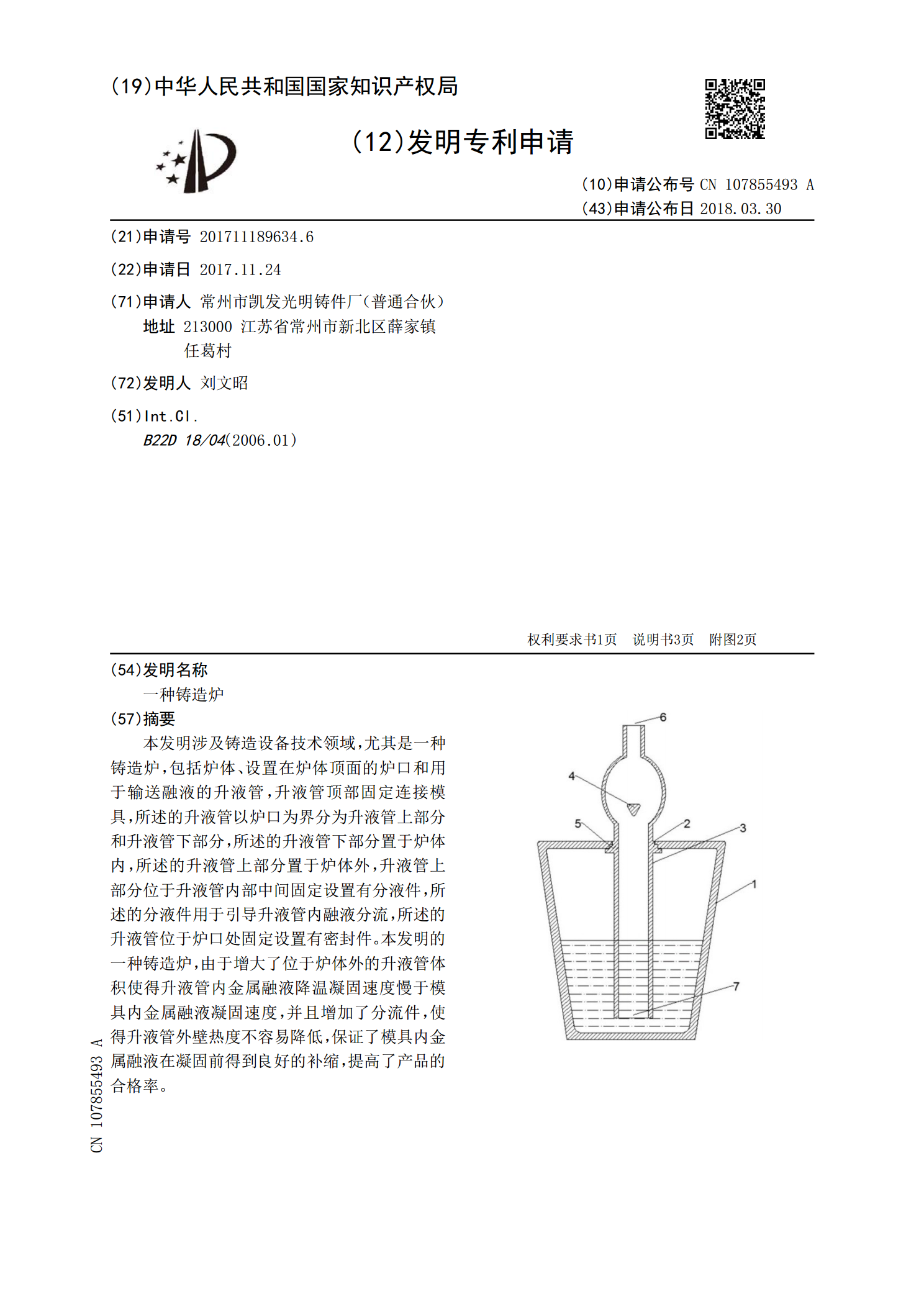
本发明涉及铸造设备技术领域,尤其是一种铸造炉,包括炉体、设置在炉体顶面的炉口和用于输送融液的升液管,升液管顶部固定连接模具,所述的升液管以炉口为界分为升液管上部分和升液管下部分,所述的升液管下部分置于炉体内,所述的升液管上部分置于炉体外,升液管上部分位于升液管内部中间固定设置有分液件,所述的分液件用于引导升液管内融液分流,所述的升液管位于炉口处固定设置有密封件。本发明的一种铸造炉,由于增大了位于炉体外的升液管体积使得升液管内金属融液降温凝固速度慢于模具内金属融液凝固速度,并且增加了分流件,使得升液管外壁热
一种铸造炉.pdf
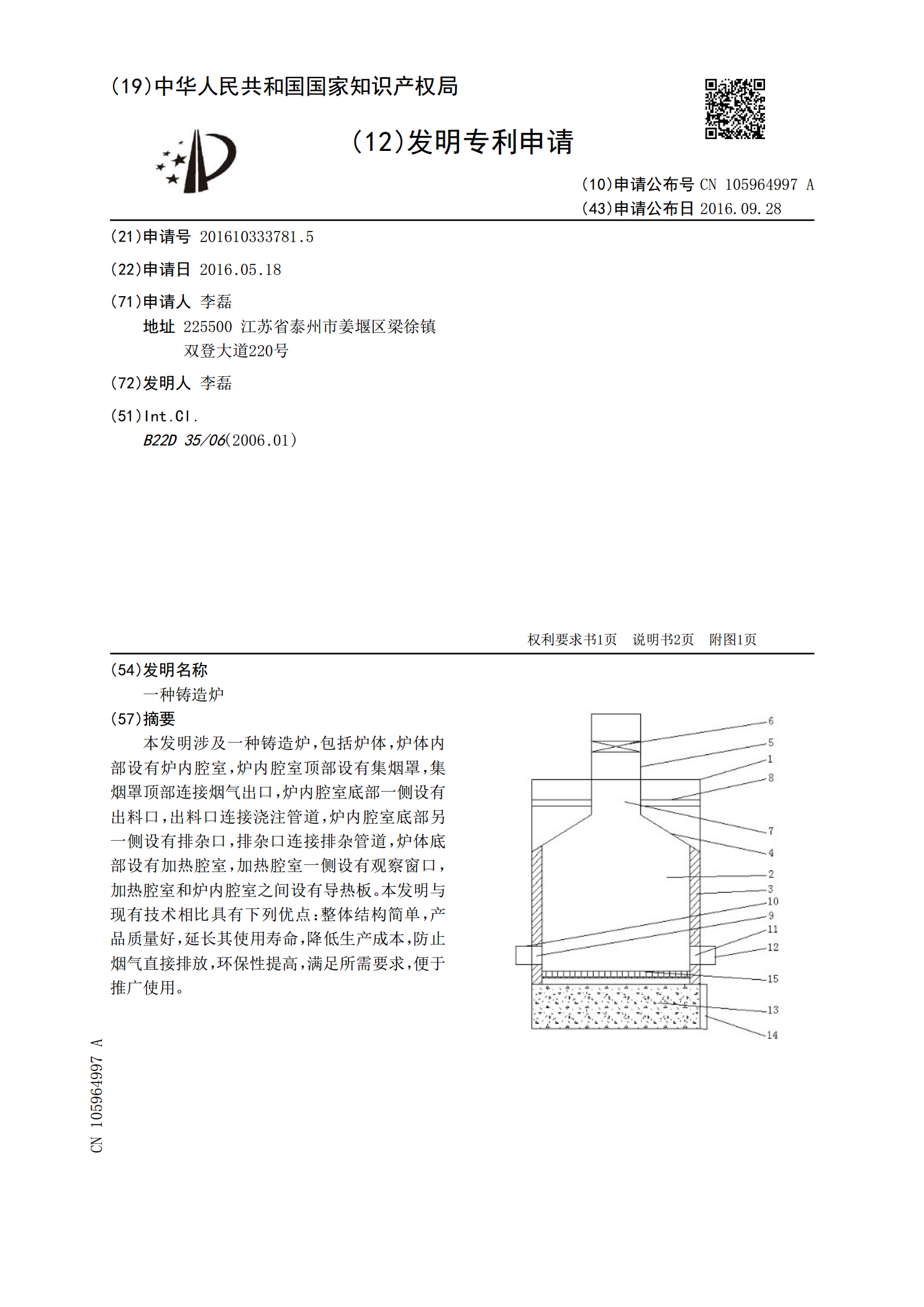
本发明涉及一种铸造炉,包括炉体,炉体内部设有炉内腔室,炉内腔室顶部设有集烟罩,集烟罩顶部连接烟气出口,炉内腔室底部一侧设有出料口,出料口连接浇注管道,炉内腔室底部另一侧设有排杂口,排杂口连接排杂管道,炉体底部设有加热腔室,加热腔室一侧设有观察窗口,加热腔室和炉内腔室之间设有导热板。本发明与现有技术相比具有下列优点:整体结构简单,产品质量好,延长其使用寿命,降低生产成本,防止烟气直接排放,环保性提高,满足所需要求,便于推广使用。

一种铸造炉.pdf
本发明公开了一种铸造炉,包括铸造炉组件,所述铸造炉组件包括有炉体,所述炉体内部安装有内炉,所述炉体上方安装有移动座,所述移动座下方安装有搅拌组件,所述搅拌组件包括有装置箱,所述装置箱内部安装有驱动轴,所述驱动轴一侧安装有转动杆,所述转动杆另一端安装有转盘,所述转盘边缘处卡设有偏移杆,所述偏移杆另一端安装有第一螺杆,所述第一螺杆外侧螺纹卡设有螺纹筒,所述螺纹筒一侧安装有连接柱,所述装置箱下方安装有锥形通道,所述锥形通道下方安装有破碎组件,所述破碎组件包括有出料通道,所述出料通道内部安装有对称的粉碎辊。驱动轴