
一种推压齿轮齿的加工工艺方法.pdf

又珊****ck


1/8
2/8
3/8

4/8

5/8
6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种推压齿轮齿的加工工艺方法.pdf
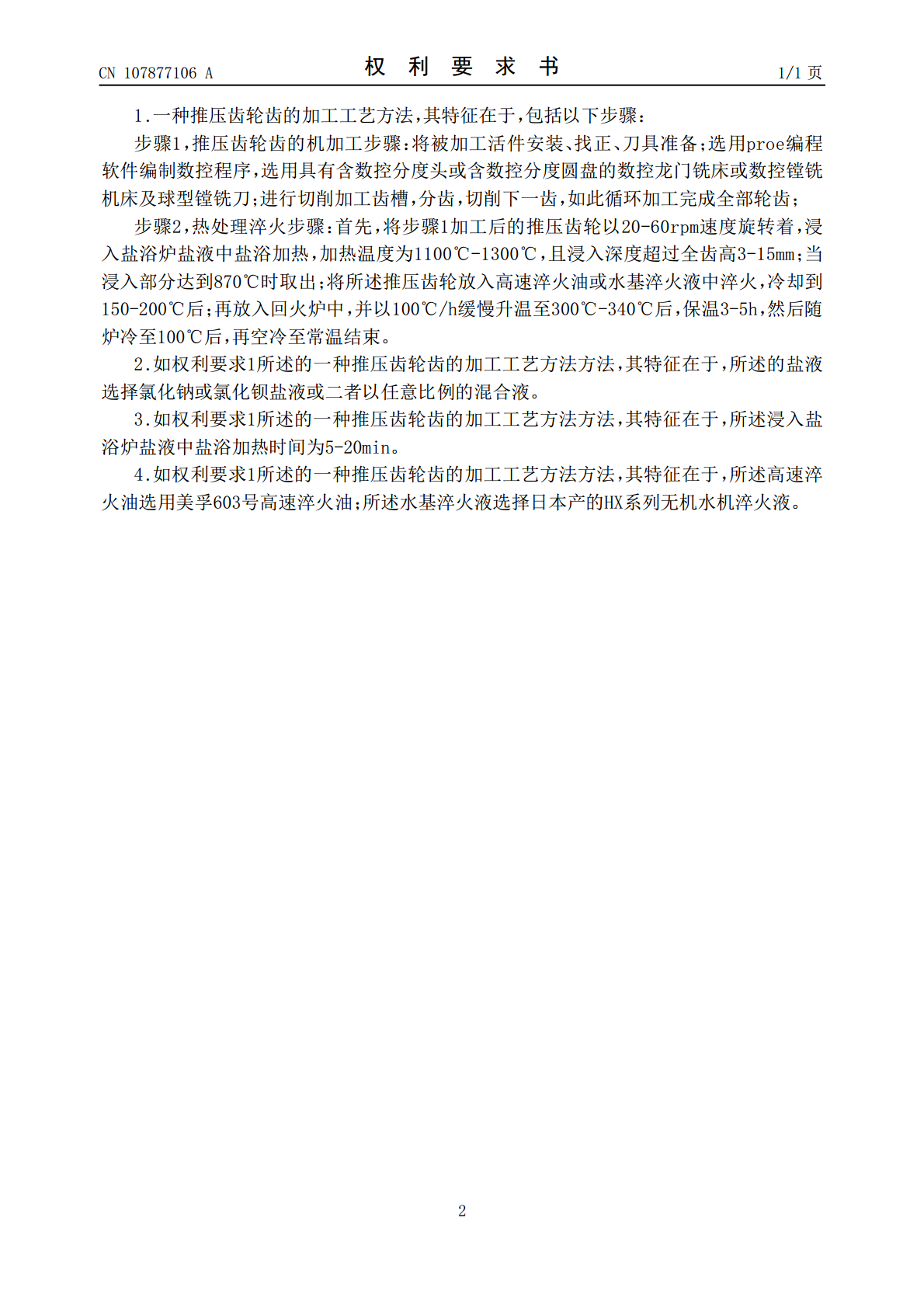
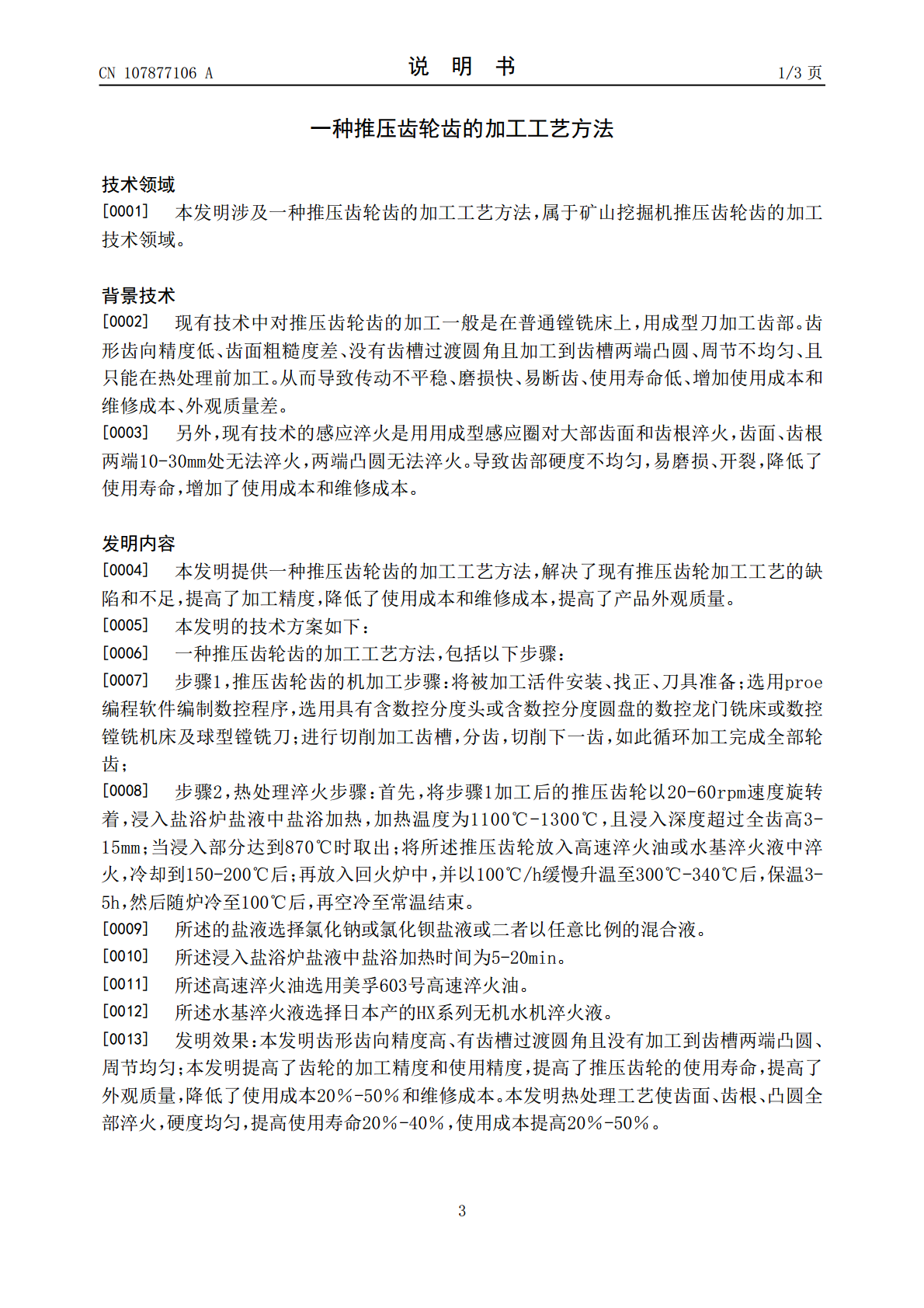
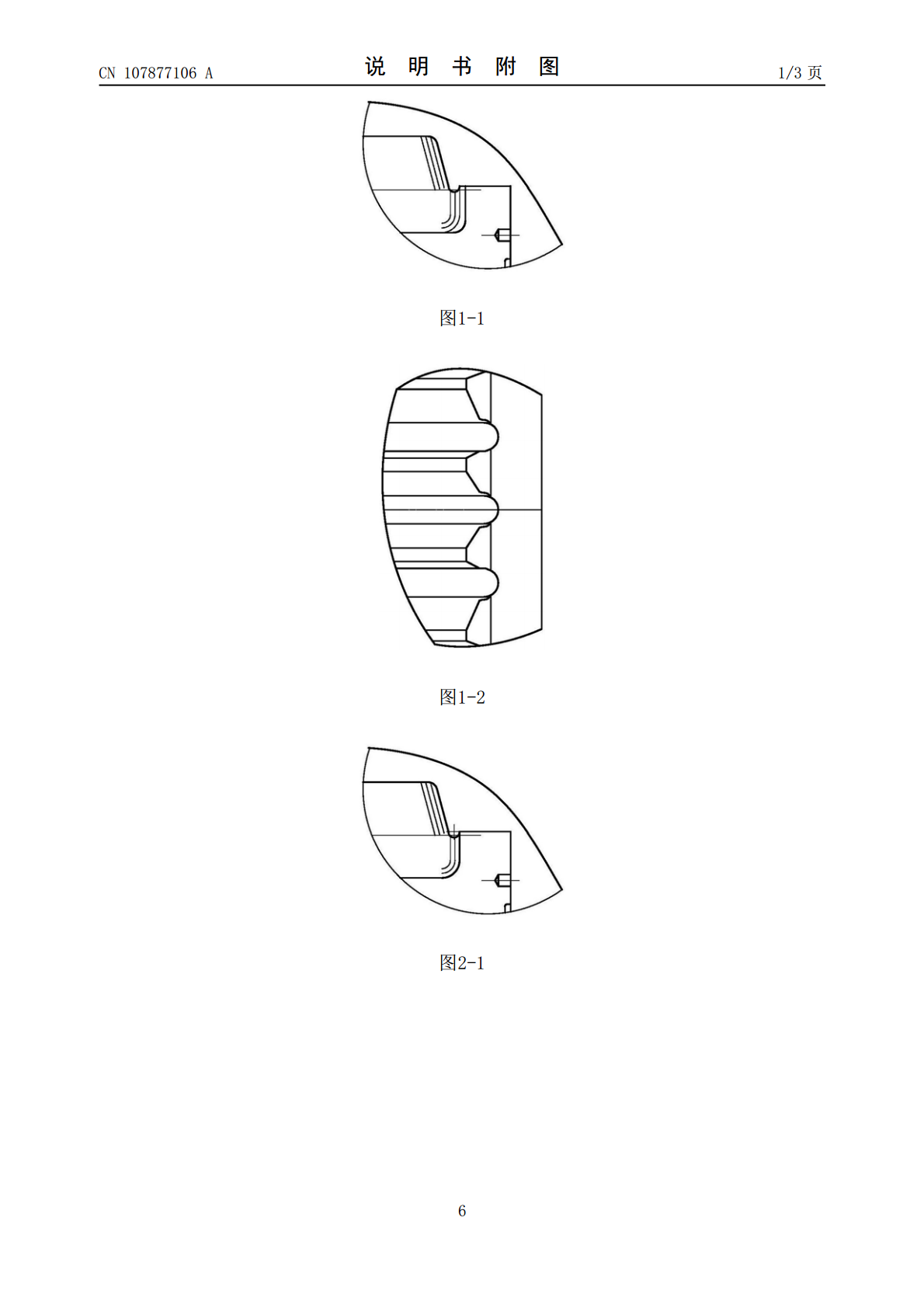
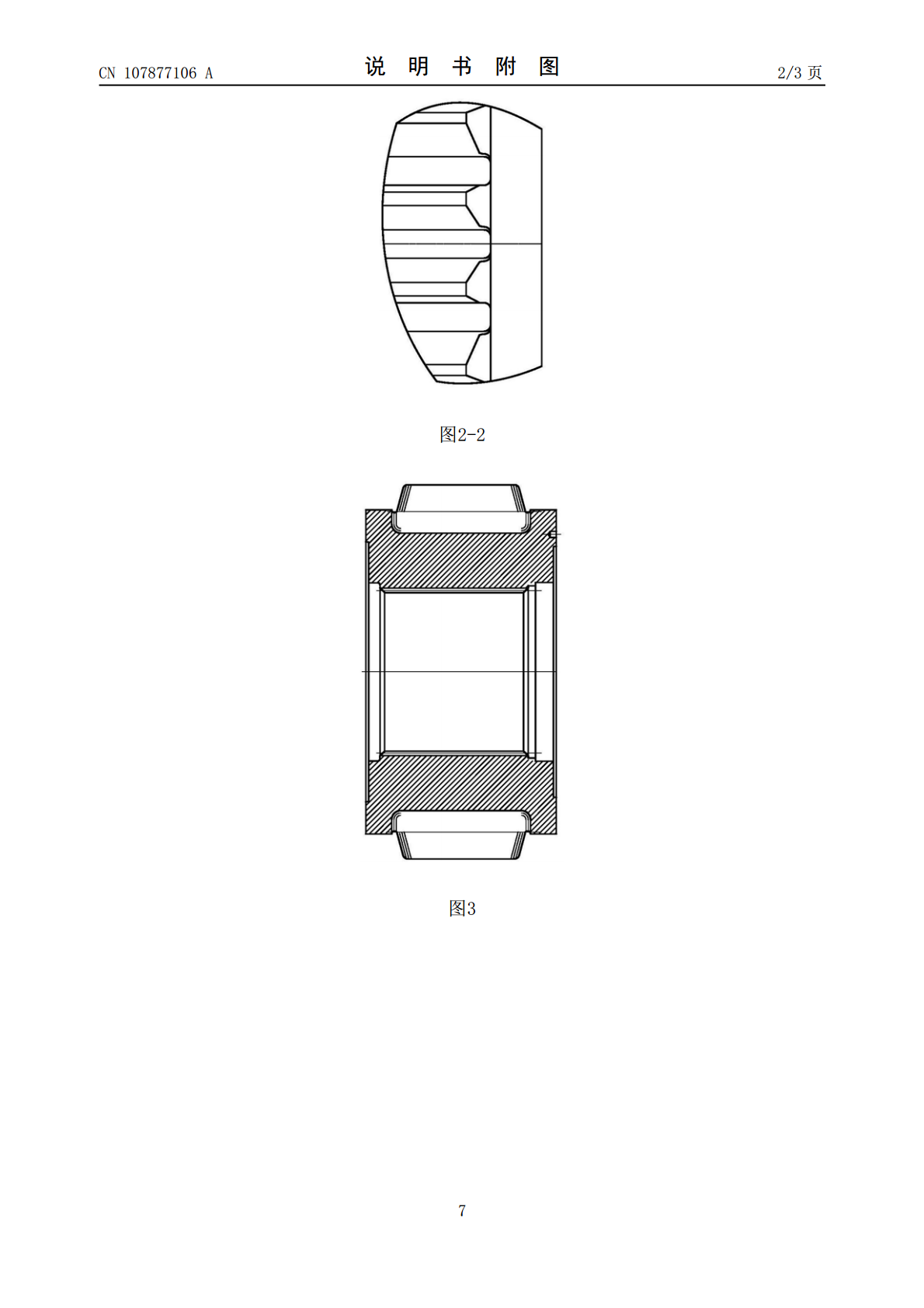
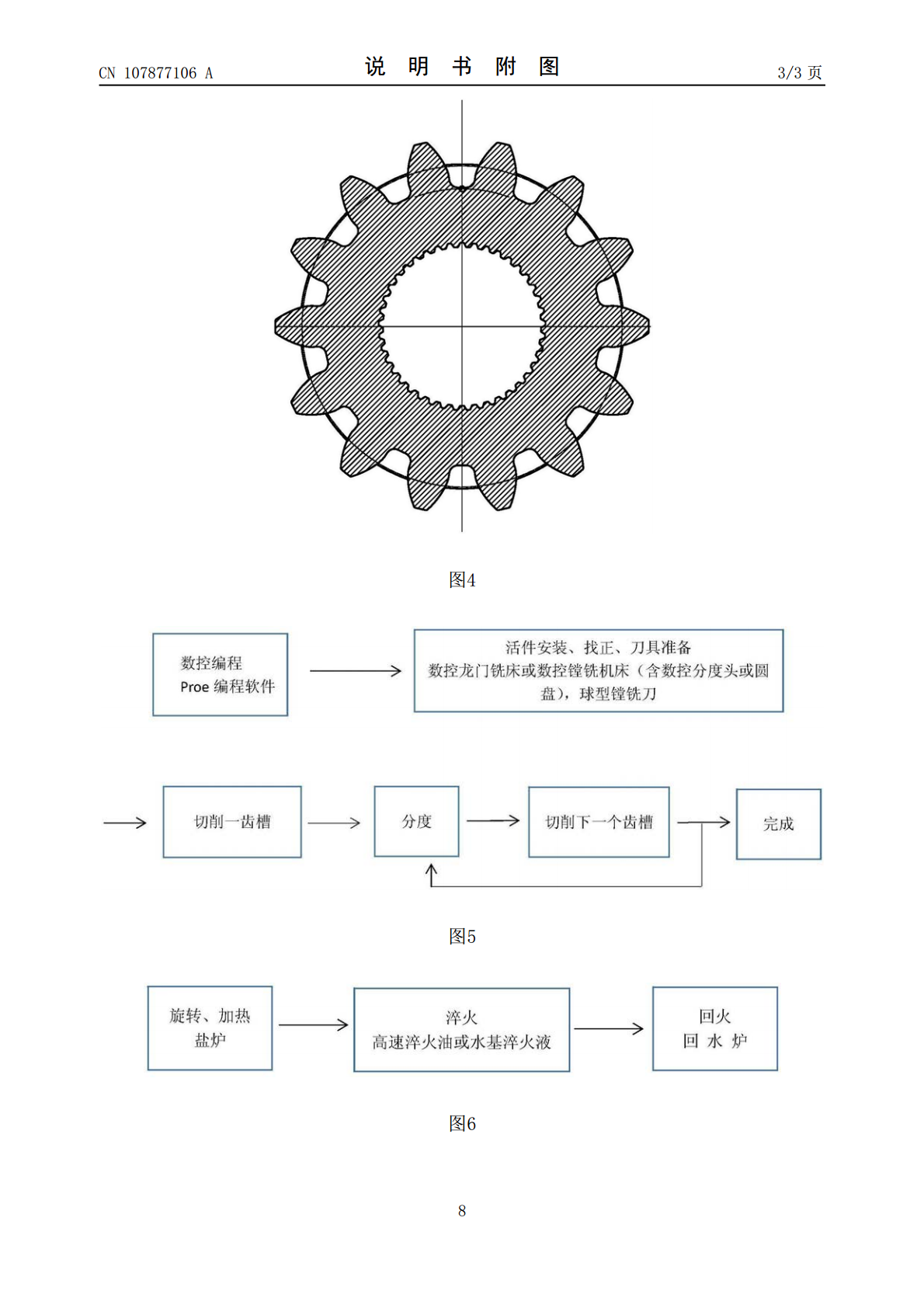
一种推压齿轮齿的加工工艺方法方法,包括机加工步骤,选用proe编程软件编制数控程序,及具有含数控分度头或含数控分度圆盘的数控龙门铣床或数控镗铣机床及球型镗铣刀;进行切削加工完成全部轮齿;及热处理淬火步骤:将机加工后的推压齿轮以20‑60rpm速度旋转着浸入盐浴炉盐液中盐浴加热,之后放入高速淬火油或水基淬火液中淬火,再放入回火炉中,缓慢升温、保温,然后随炉冷至100℃后,再空冷至常温结束。本发明齿形齿向精度高、有齿槽过渡圆角且没有加工到齿槽两端凸圆、周节均匀;本发明提高了齿轮的加工精度和使用精度,热处理工艺
一种可多齿同步加工的齿轮齿槽加工机床.pdf
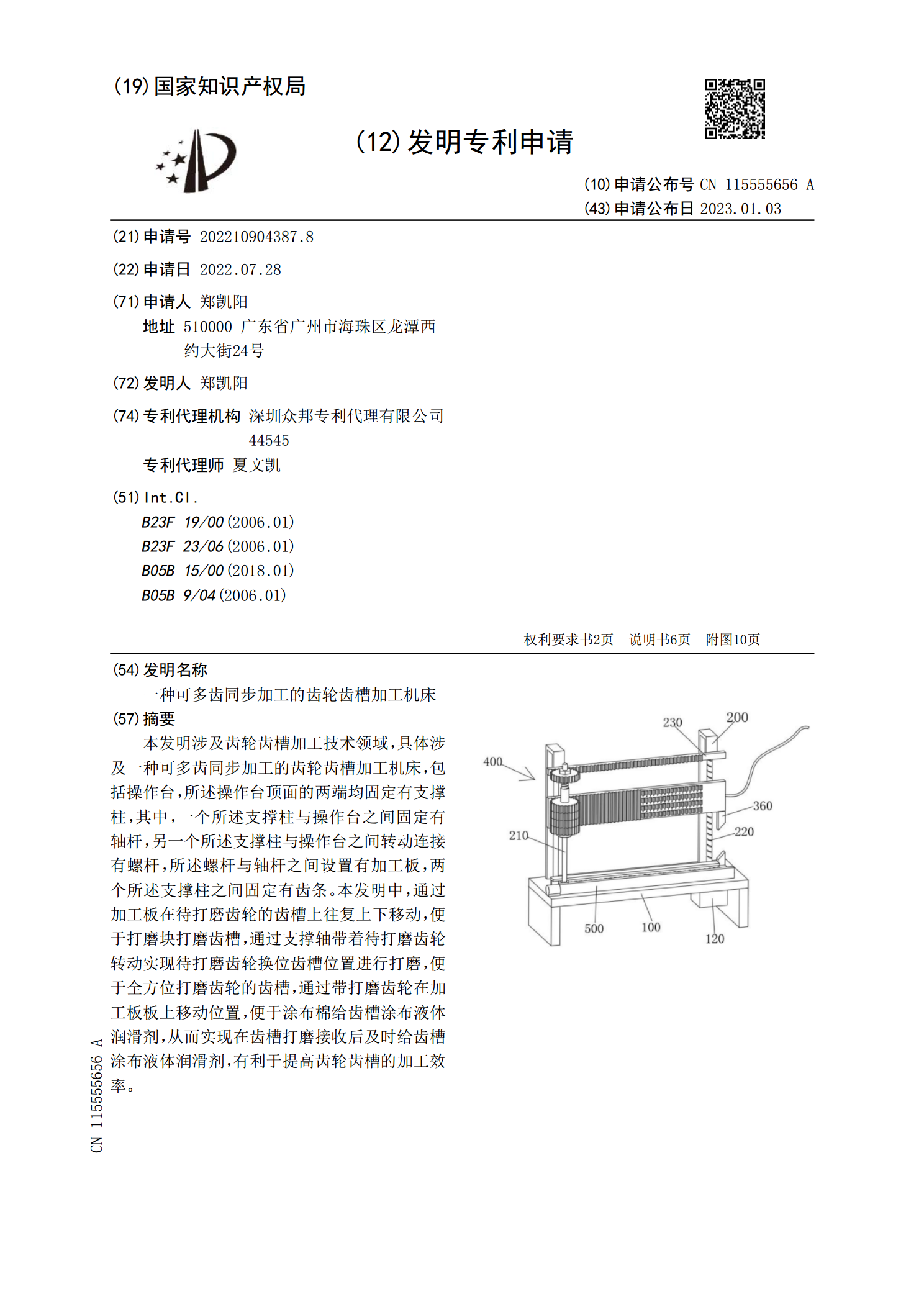
本发明涉及齿轮齿槽加工技术领域,具体涉及一种可多齿同步加工的齿轮齿槽加工机床,包括操作台,所述操作台顶面的两端均固定有支撑柱,其中,一个所述支撑柱与操作台之间固定有轴杆,另一个所述支撑柱与操作台之间转动连接有螺杆,所述螺杆与轴杆之间设置有加工板,两个所述支撑柱之间固定有齿条。本发明中,通过加工板在待打磨齿轮的齿槽上往复上下移动,便于打磨块打磨齿槽,通过支撑轴带着待打磨齿轮转动实现待打磨齿轮换位齿槽位置进行打磨,便于全方位打磨齿轮的齿槽,通过带打磨齿轮在加工板板上移动位置,便于涂布棉给齿槽涂布液体润滑剂,从
一种飞轮齿圈加工方法及其齿圈车端面夹具.pdf
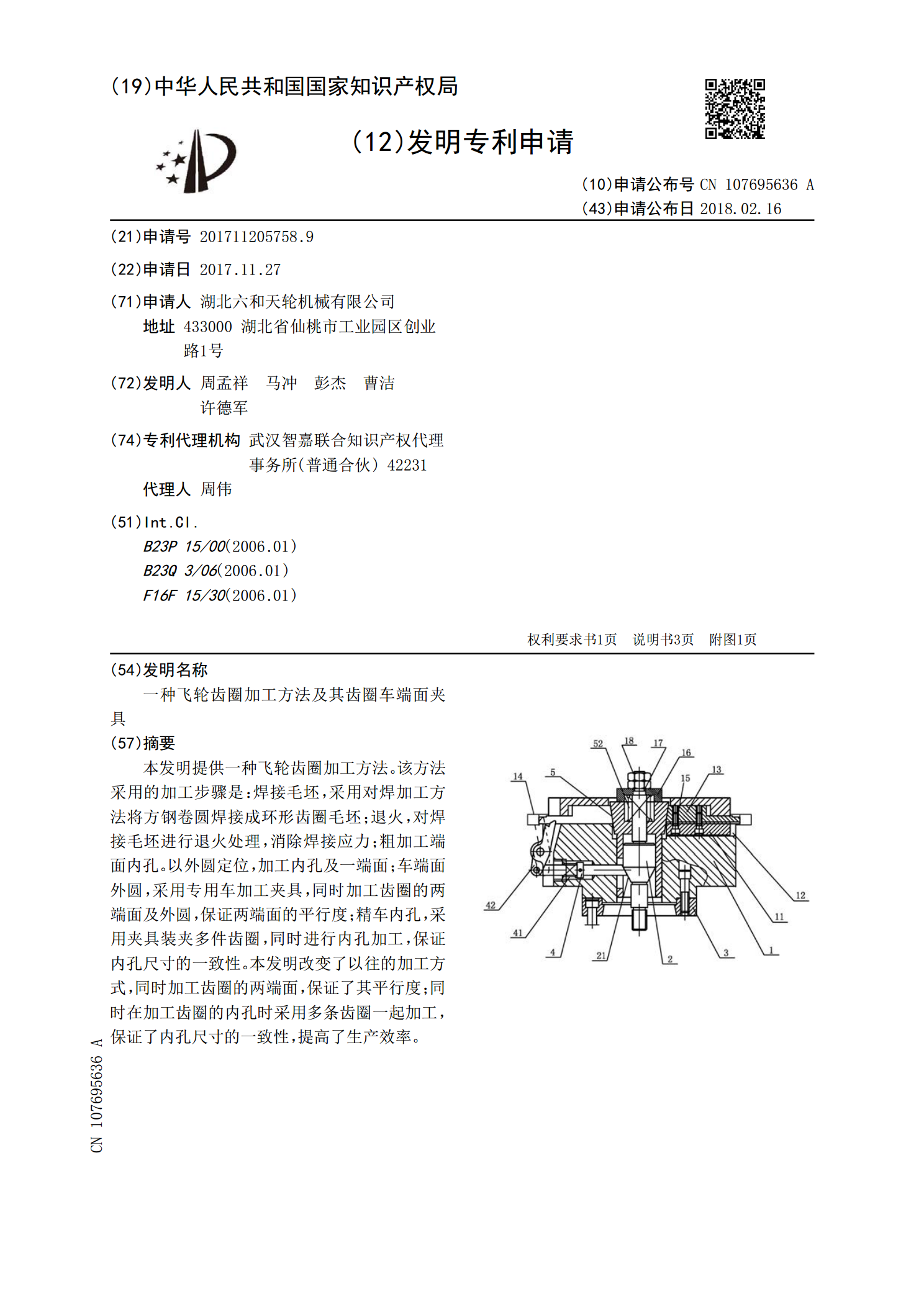
本发明提供一种飞轮齿圈加工方法。该方法采用的加工步骤是:焊接毛坯,采用对焊加工方法将方钢卷圆焊接成环形齿圈毛坯;退火,对焊接毛坯进行退火处理,消除焊接应力;粗加工端面内孔。以外圆定位,加工内孔及一端面;车端面外圆,采用专用车加工夹具,同时加工齿圈的两端面及外圆,保证两端面的平行度;精车内孔,采用夹具装夹多件齿圈,同时进行内孔加工,保证内孔尺寸的一致性。本发明改变了以往的加工方式,同时加工齿圈的两端面,保证了其平行度;同时在加工齿圈的内孔时采用多条齿圈一起加工,保证了内孔尺寸的一致性,提高了生产效率。
一种蜗轮齿轮加工工艺.pdf
本发明公开了一种蜗轮齿轮加工工艺,包括步骤:包括步骤:1)毛坯锻造;2)对毛坯进行热处理,在940~960℃的温度下进行高温加热,保温2~3h,进行强风冷却10~14min,在温度为580~620℃的炉内进行保温1~1.5h,空冷;3)粗车加工外形;4)精车加工;5)齿形加工;6)热处理;7)插键槽;8)基准校正,以内孔和端面为基准进行磨孔和端面修正至图纸加工尺寸;9)齿形精加工;10)检验。采用该工艺加工蜗轮齿轮,齿轮定位准确,热处理质量稳定,成品精度高,粗糙度小,加工质量稳定,生产效率高,设备简单,成
轮齿齿廓平滑度的评估方法及轮齿齿廓的修形方法.pdf
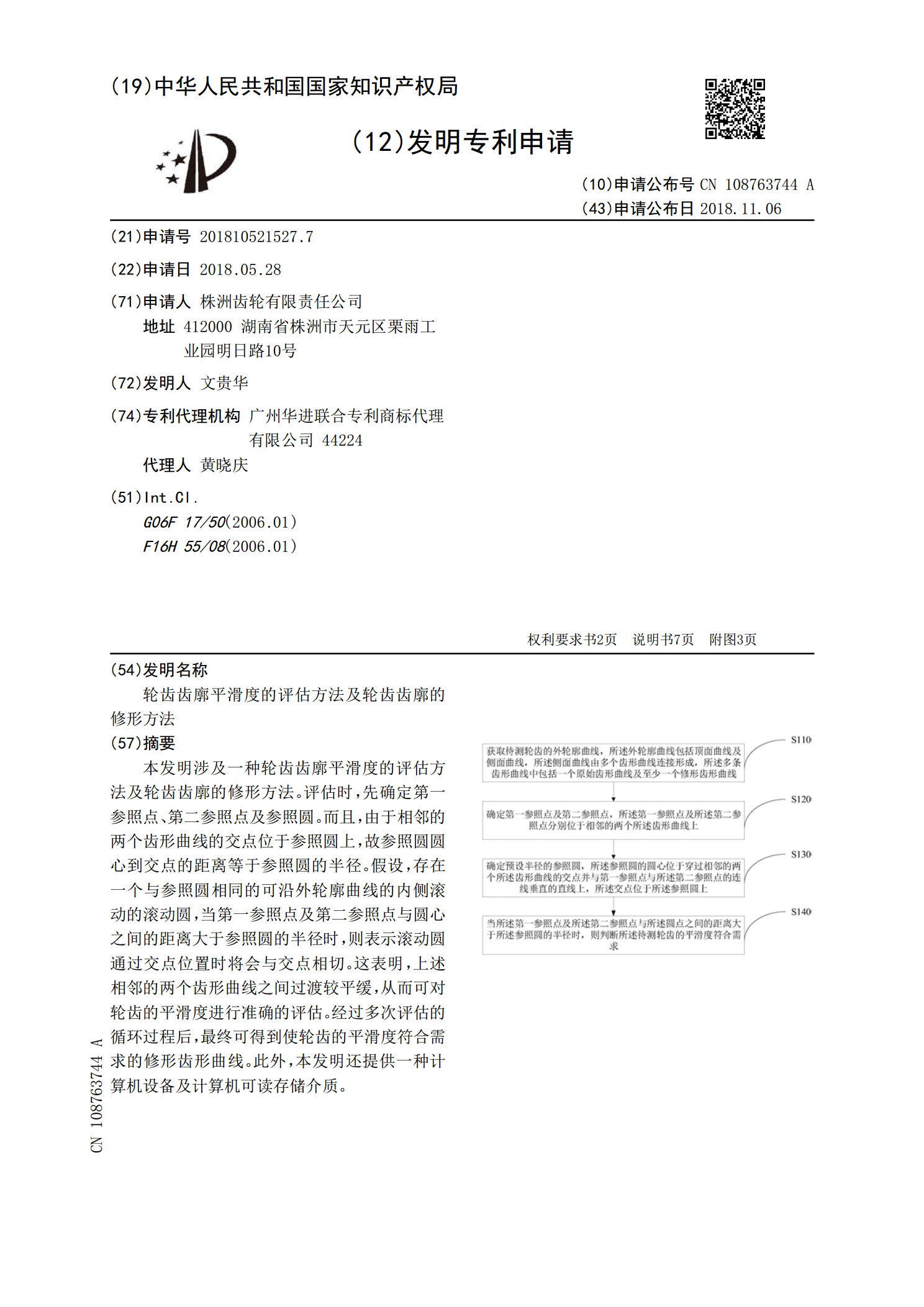
本发明涉及一种轮齿齿廓平滑度的评估方法及轮齿齿廓的修形方法。评估时,先确定第一参照点、第二参照点及参照圆。而且,由于相邻的两个齿形曲线的交点位于参照圆上,故参照圆圆心到交点的距离等于参照圆的半径。假设,存在一个与参照圆相同的可沿外轮廓曲线的内侧滚动的滚动圆,当第一参照点及第二参照点与圆心之间的距离大于参照圆的半径时,则表示滚动圆通过交点位置时将会与交点相切。这表明,上述相邻的两个齿形曲线之间过渡较平缓,从而可对轮齿的平滑度进行准确的评估。经过多次评估的循环过程后,最终可得到使轮齿的平滑度符合需求的修形齿形