
一种行星架铸造工艺.pdf

是雁****找我


1/5
2/5

3/5

4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种行星架铸造工艺.pdf
一种行星架铸造工艺,所述铸造工艺为:先将10%的废钢加入电炉内熔化成钢水,再投入3.8%的添碳剂,待电炉内温度升至1100‑1200℃时,加入0.85‑0.95%的铬、0.1‑0.15%的钒、40%的生铁、10%的废钢和50%的回炉料,之后电炉内升温至1520℃‑1540℃,加入1.2%的球化剂,反应时间在45s‑80s之间,之后出铁,出铁后进行浇注,浇注温度控制在1350℃‑1390℃之间,浇注时间在8min‑15min之间,之后取出铸件退火去应力,待其冷却至室温喷丸清理、机械加工,检验后入库,得到行星
一种行星架的铸造工艺.pdf
本发明公开了一种行星架的铸造工艺,包括以下步骤:造型工序:制作壳体,在壳体的顶部中心设置冒口;制作泥芯,将打磨好的泥芯水平放置在壳体的内部中心;制作砂箱,控制砂箱的吃砂量在20‑30mm;熔炼金属液工序:先将生料放入熔炼炉中进行熔炼,接着向其中加入球化剂进行球化处理,最后再加入孕育剂进行孕育处理;铸件成型工序:采用顶部冒口进水的顶注浇注工艺金属液通过冒口浇入到壳体内;铸件处理工序:将铸件进行打磨和热处理。本发明合理地通过一个冒口顶注工艺系统,既解决充填和补缩问题,又简化生产操作,且铸件工艺出品率达到85%
一种行星架的铸造工艺.pdf
本发明公开了一种行星架的铸造工艺,包括以下步骤:造型工序:制作壳体,在壳体的顶部中心设置冒口;制作泥芯,将打磨好的泥芯水平放置在壳体的内部中心;制作砂箱,控制砂箱的吃砂量在20‑30mm;熔炼金属液工序:先将生料放入熔炼炉中进行熔炼,接着向其中加入球化剂进行球化处理,最后再加入孕育剂进行孕育处理;铸件成型工序:采用顶部冒口进水的顶注浇注工艺金属液通过冒口浇入到壳体内;铸件处理工序:将铸件进行打磨和热处理。本发明合理地通过一个冒口顶注工艺系统,既解决充填和补缩问题,又简化生产操作,且铸件工艺出品率达到85%

风电球墨铸铁行星架铸造工艺研究.pptx
风电球墨铸铁行星架铸造工艺研究1单击此处添加章节标题风电球墨铸铁行星架铸造工艺概述风电球墨铸铁行星架的用途和重要性铸造工艺的基本原理和流程风电球墨铸铁行星架铸造工艺的特点和难点风电球墨铸铁行星架材料选择与处理球墨铸铁的化学成分和力学性能原材料的选用和处理熔炼与浇注系统的设计风电球墨铸铁行星架铸造工艺参数优化浇注温度和时间的确定模具温度和冷却速度的控制冒口和冷铁的设计与使用气孔和缩孔的防止措施风电球墨铸铁行星架铸造缺陷与质量控制常见的铸造缺陷及其产生原因质量检测和控制方法质量问题的预防和改进措施风电球墨铸铁
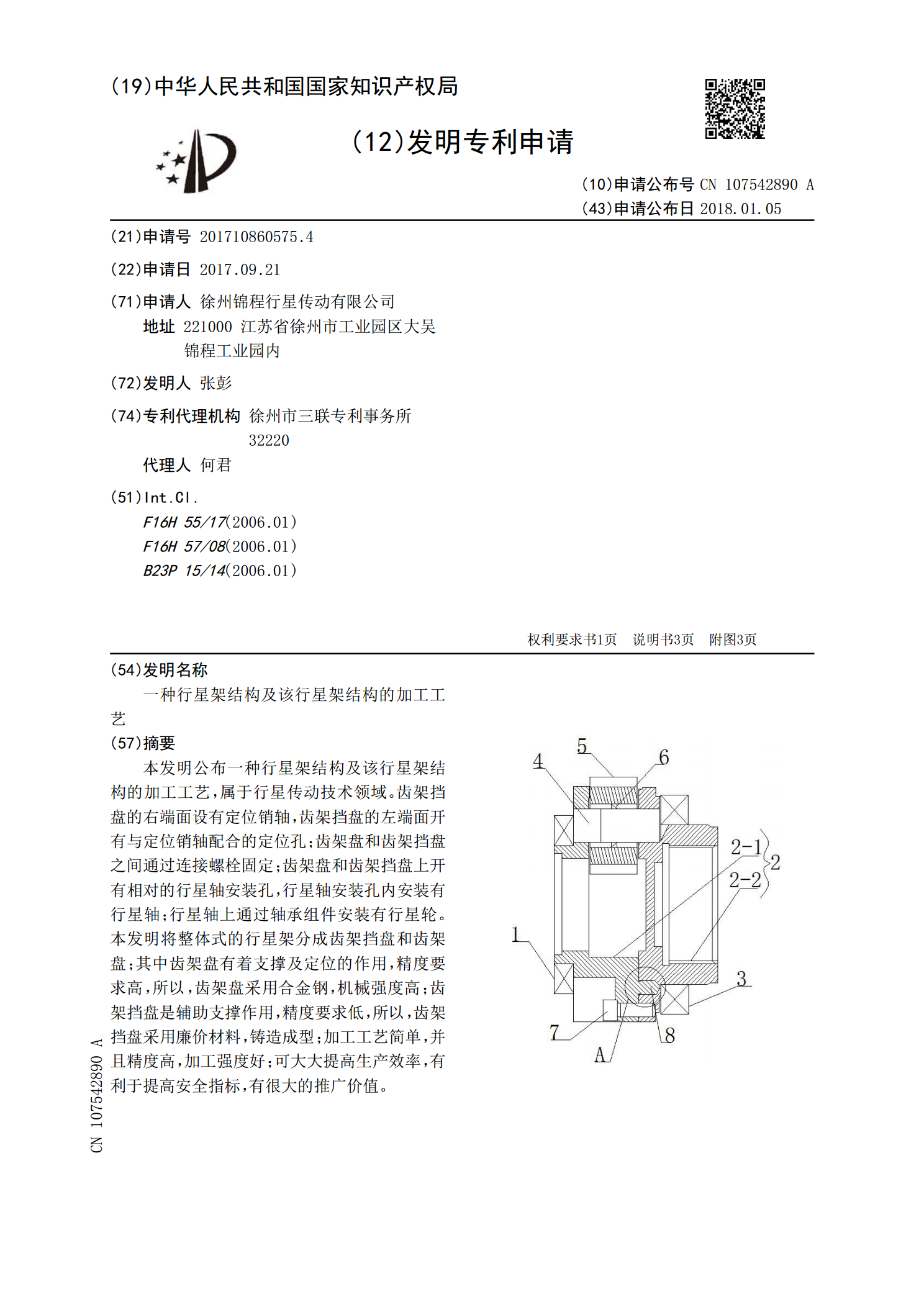
一种行星架结构及该行星架结构的加工工艺.pdf
本发明公布一种行星架结构及该行星架结构的加工工艺,属于行星传动技术领域。齿架挡盘的右端面设有定位销轴,齿架挡盘的左端面开有与定位销轴配合的定位孔;齿架盘和齿架挡盘之间通过连接螺栓固定;齿架盘和齿架挡盘上开有相对的行星轴安装孔,行星轴安装孔内安装有行星轴;行星轴上通过轴承组件安装有行星轮。本发明将整体式的行星架分成齿架挡盘和齿架盘;其中齿架盘有着支撑及定位的作用,精度要求高,所以,齿架盘采用合金钢,机械强度高;齿架挡盘是辅助支撑作用,精度要求低,所以,齿架挡盘采用廉价材料,铸造成型;加工工艺简单,并且精度高