
一种铁路货车用渗碳轴承钢及其制备方法.pdf

论文****轩吖


1/9

2/9

3/9

4/9

5/9

6/9

7/9

8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种铁路货车用渗碳轴承钢及其制备方法.pdf
本发明涉及一种铁路货车用渗碳轴承钢,圆钢产品纯净度高、组织均匀性好和高的致密度,属于淬透性、拉伸性能和力学性能更优的全新渗碳轴承钢。工艺流程为材料控制→铁水预处理→初炼(电炉或转炉)→LF精炼→真空脱气(VD和或RH)→连铸→连铸坯开坯→中间坯轧制→缓冷→无损检测→按照设计要求热处理。采用提高钢的纯净度总体思路,对钢的有害元素、非金属夹杂物进一步设计,采取真空脱气、连铸、轧制的高效率、大产能、低成本工艺路线,对关键工序进行优化研究和控制,使钢材获得了高的纯净度、高的组织均性和高的致密度。
一种高洁净铁路货车用电渣轴承钢及其冶炼方法.pdf
本发明提供了一种高洁净铁路货车用电渣轴承钢及其冶炼方法,采用“初炼炉+LF精炼+RH真空脱气+保护浇注+保护气氛电渣重熔”的工艺路线;通过严格控制全过程铝含量、LF精炼炉渣成分、电渣重熔炉渣成分以及限定真空脱气方式,显著降低了氧、钙、镁杂质元素及夹杂物含量;本发明的有益效果是,采用本发明工艺生产的铁路货车用电渣轴承钢洁净度更高,夹杂物更为细小、弥散;氧、钙、镁的杂质元素含量分别不大于0.0007%、0.0003%、0.0003%,Ds夹杂物不大于0.5级,有效保证了渗碳轴承钢高的疲劳性能。

一种稀土微合金化高温渗碳轴承钢及其制备方法.pdf
本发明公开了一种稀土微合金化高温渗碳轴承钢及其制备方法,包括:称取原料进行精炼,得到炉料;将所述炉料与复合稀土元素进行双真空冶炼,得到含稀土元素的钢锭;将所述钢锭经过锻造成型、表面渗碳处理工艺和热处理工艺,得到所述稀土微合金化高温渗碳轴承钢。本发明一种采用稀土微合金化的适用于高端关键轴承的高温渗碳轴承钢具有表面硬度高、芯部韧性好、抗疲劳性能优异,适用于航空航天等高端装备制造业中的高温、高转速、磨损等环境中,并且便于加工制造滚动轴承、滑动轴承、主轴等轴类零件。
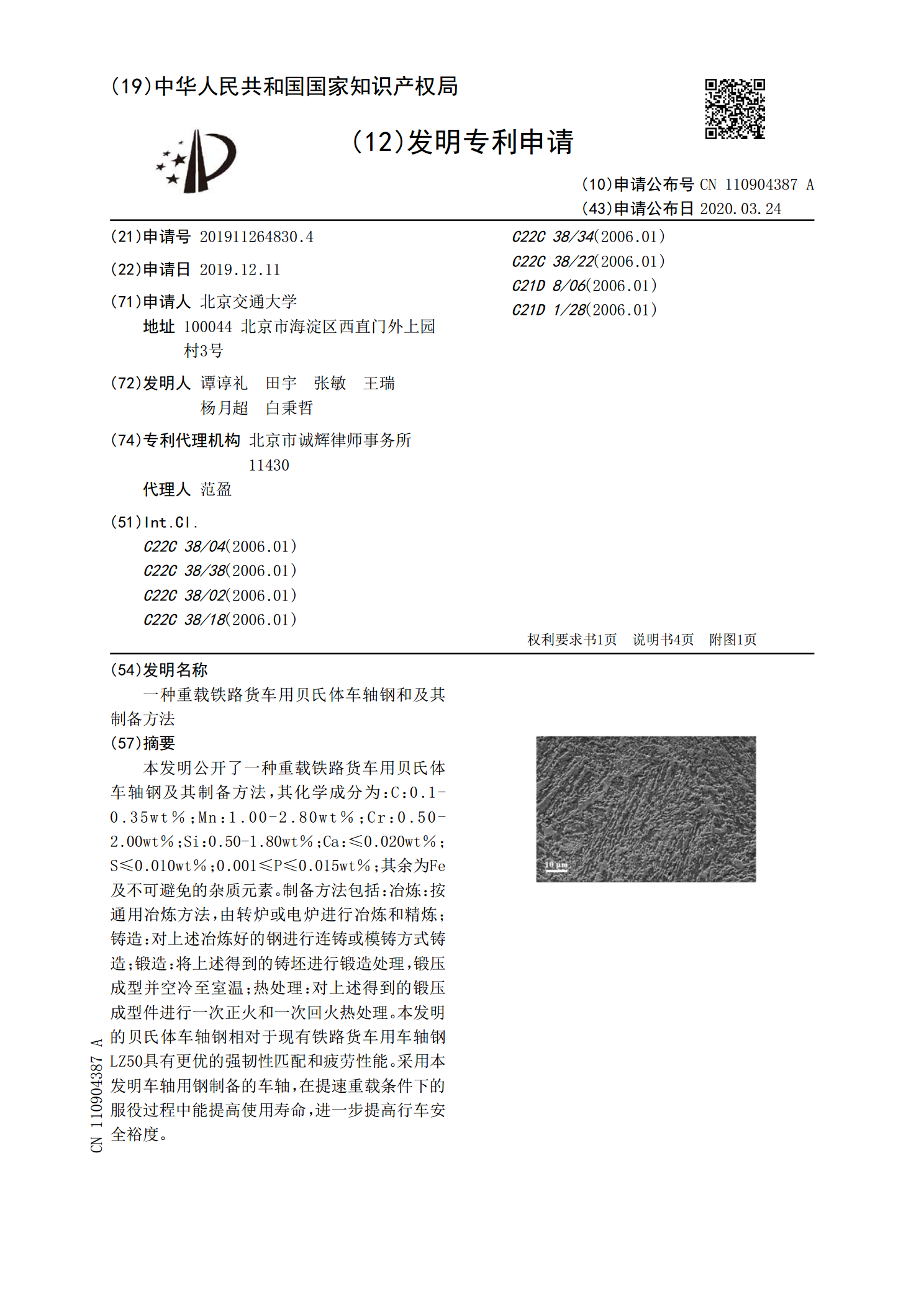
一种重载铁路货车用贝氏体车轴钢和及其制备方法.pdf
本发明公开了一种重载铁路货车用贝氏体车轴钢及其制备方法,其化学成分为:C:0.1‑0.35wt%;Mn:1.00‑2.80wt%;Cr:0.50‑2.00wt%;Si:0.50‑1.80wt%;Ca:≤0.020wt%;S≤0.010wt%;0.001≤P≤0.015wt%;其余为Fe及不可避免的杂质元素。制备方法包括:冶炼:按通用冶炼方法,由转炉或电炉进行冶炼和精炼;铸造:对上述冶炼好的钢进行连铸或模铸方式铸造;锻造:将上述得到的铸坯进行锻造处理,锻压成型并空冷至室温;热处理:对上述得到的锻压成型件进行
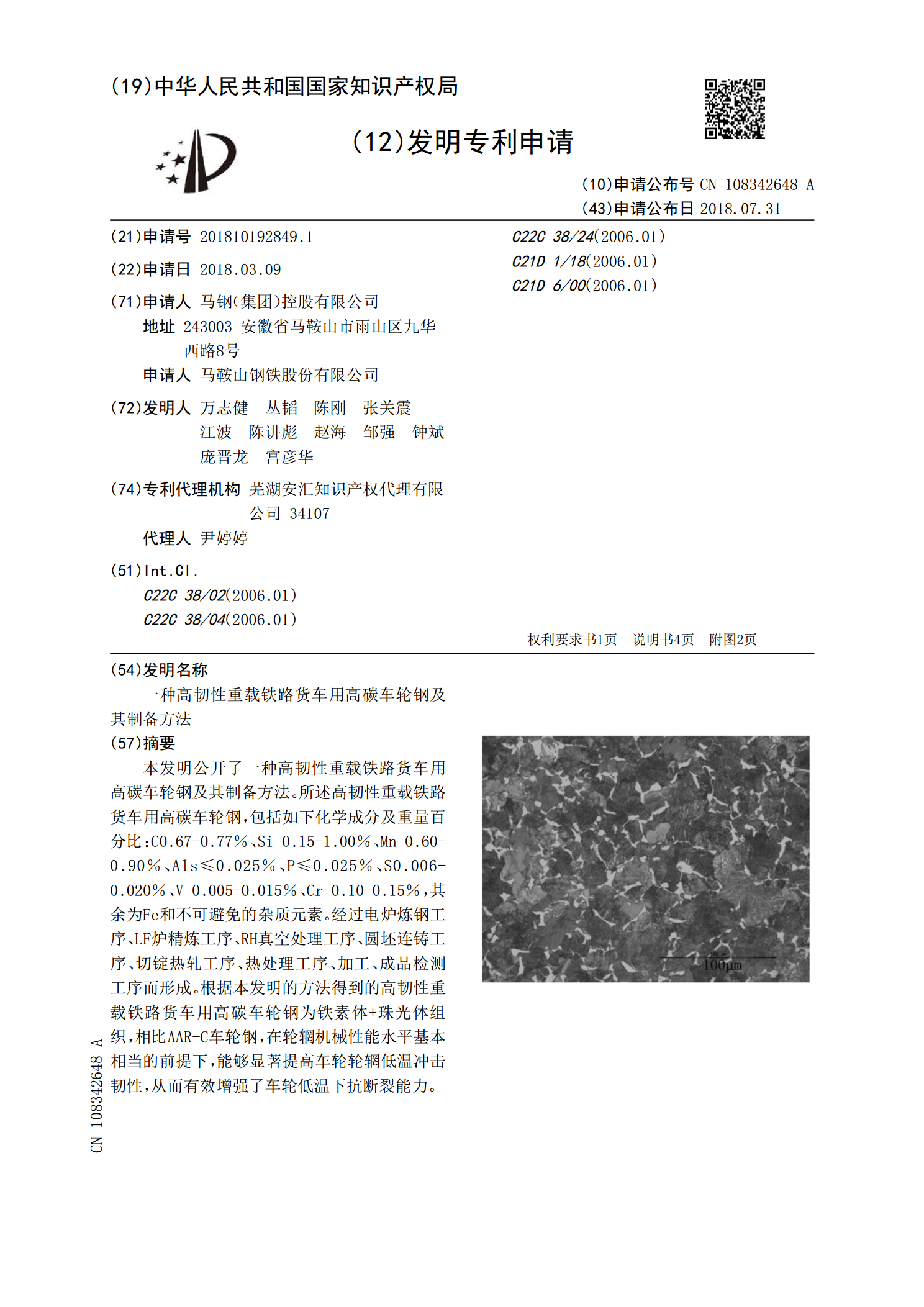
一种高韧性重载铁路货车用高碳车轮钢及其制备方法.pdf
本发明公开了一种高韧性重载铁路货车用高碳车轮钢及其制备方法。所述高韧性重载铁路货车用高碳车轮钢,包括如下化学成分及重量百分比:C0.67‑0.77%、Si0.15‑1.00%、Mn0.60‑0.90%、Als≤0.025%、P≤0.025%、S0.006‑0.020%、V0.005‑0.015%、Cr0.10‑0.15%,其余为Fe和不可避免的杂质元素。经过电炉炼钢工序、LF炉精炼工序、RH真空处理工序、圆坯连铸工序、切锭热轧工序、热处理工序、加工、成品检测工序而形成。根据本发明的方法得到的高韧性