
一种法兰接头加工方法.pdf

桂香****盟主

1/5
2/5

3/5

4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种法兰接头加工方法.pdf
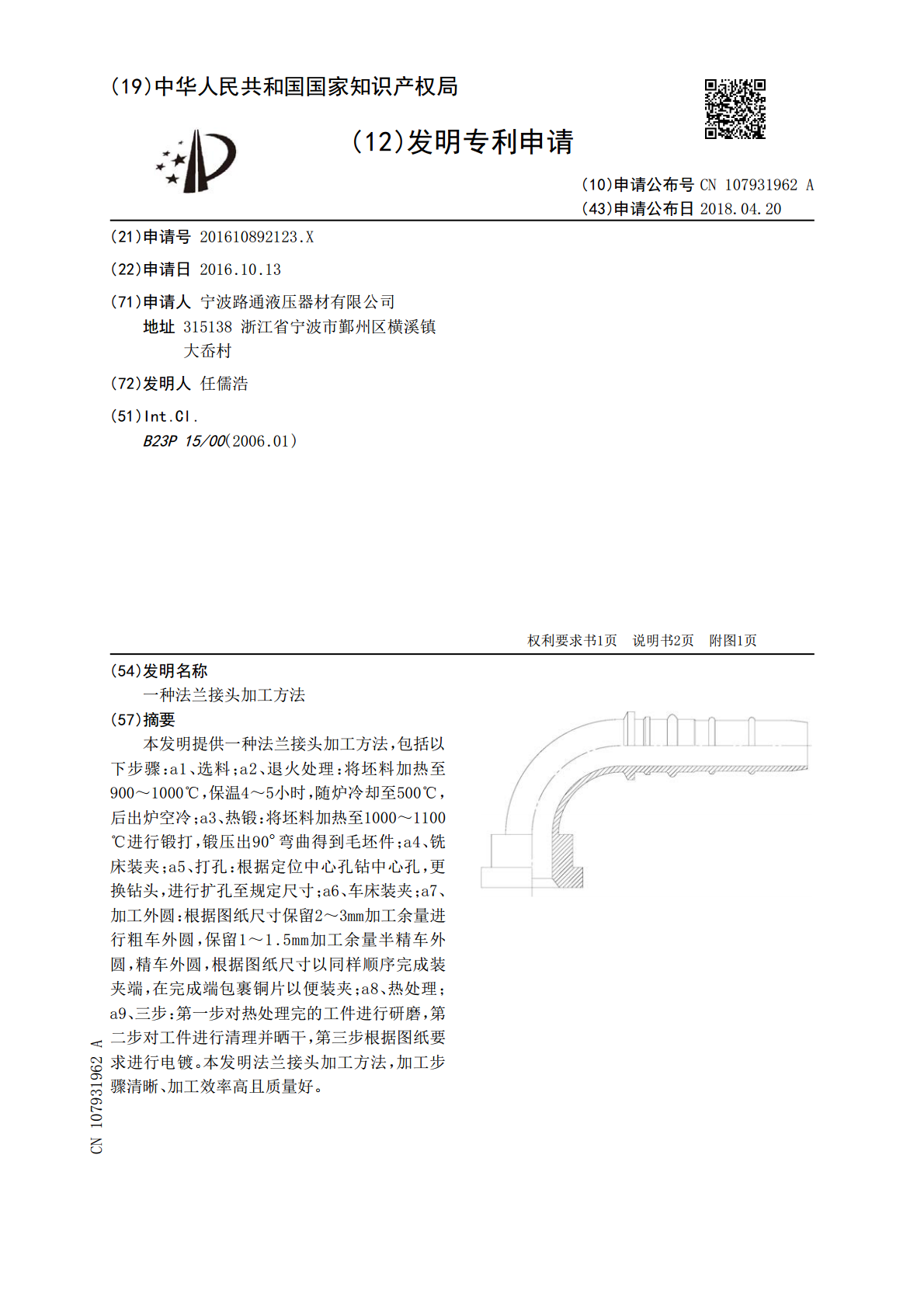
本发明提供一种法兰接头加工方法,包括以下步骤:a1、选料;a2、退火处理:将坯料加热至900~1000℃,保温4~5小时,随炉冷却至500℃,后出炉空冷;a3、热锻:将坯料加热至1000~1100℃进行锻打,锻压出90°弯曲得到毛坯件;a4、铣床装夹;a5、打孔:根据定位中心孔钻中心孔,更换钻头,进行扩孔至规定尺寸;a6、车床装夹;a7、加工外圆:根据图纸尺寸保留2~3mm加工余量进行粗车外圆,保留1~1.5mm加工余量半精车外圆,精车外圆,根据图纸尺寸以同样顺序完成装夹端,在完成端包裹铜片以便装夹;a8
一种法兰接头加工的定位装置.pdf
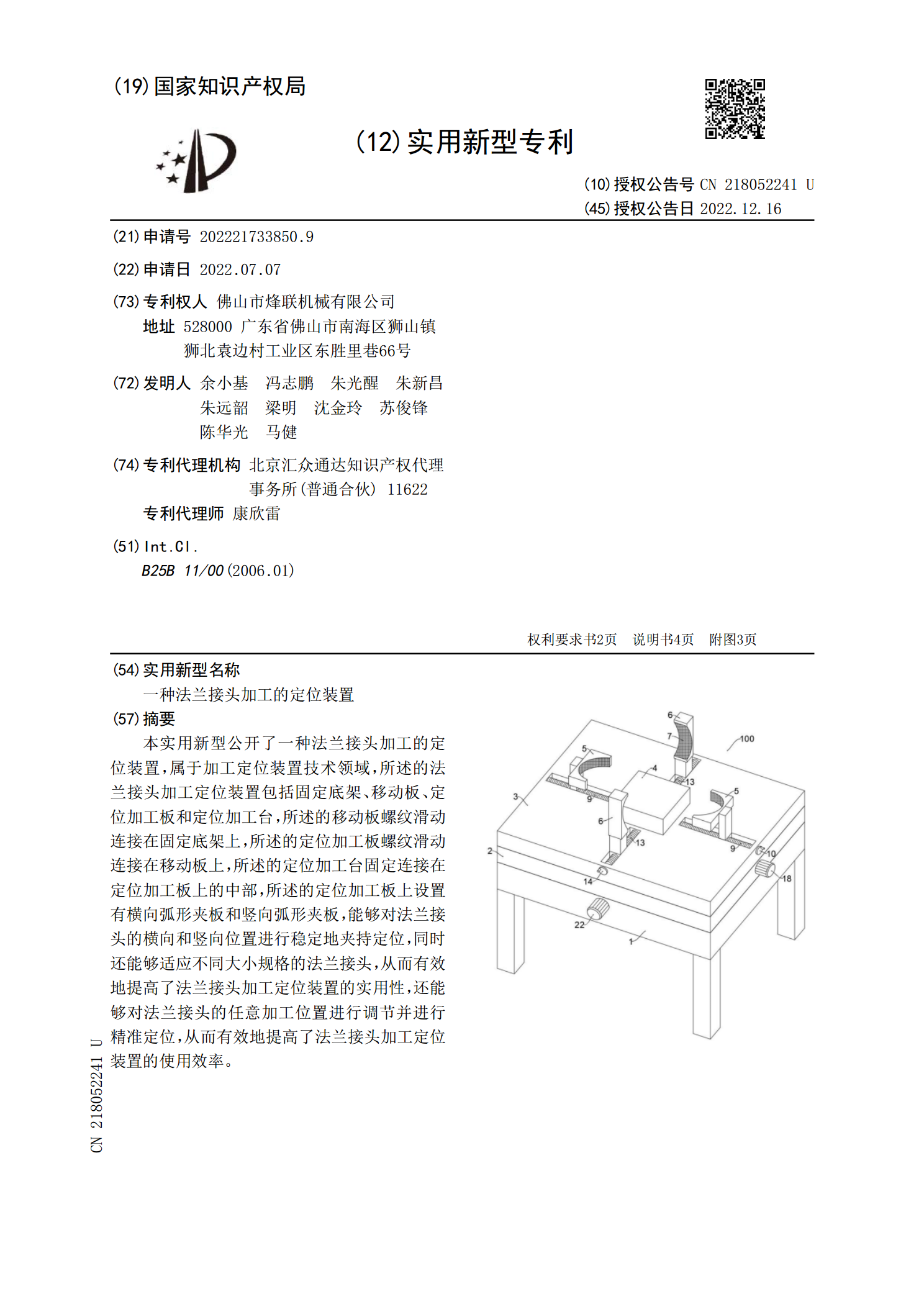
本实用新型公开了一种法兰接头加工的定位装置,属于加工定位装置技术领域,所述的法兰接头加工定位装置包括固定底架、移动板、定位加工板和定位加工台,所述的移动板螺纹滑动连接在固定底架上,所述的定位加工板螺纹滑动连接在移动板上,所述的定位加工台固定连接在定位加工板上的中部,所述的定位加工板上设置有横向弧形夹板和竖向弧形夹板,能够对法兰接头的横向和竖向位置进行稳定地夹持定位,同时还能够适应不同大小规格的法兰接头,从而有效地提高了法兰接头加工定位装置的实用性,还能够对法兰接头的任意加工位置进行调节并进行精准定位,从而

一种法兰加工方法.pdf
本发明提供一种法兰加工方法,其包括以下步骤:a、选材,选择相应材质钢材的棒料;b、下料,先用车床车削加工外径并留有0.3‑0.5mm余量,利用线切割切割棒料,两端各留0.2‑0.3mm余量;c、钳工划线,穿孔机打穿丝孔;d、热处理,对法兰进行热处理并保证硬度58‑62HRC;e、冷却,将热处理后的法兰在真空中进行冷却;f、磨床精加工,将法兰装夹在外圆磨床上加工外径到尺寸要求,将外圆磨床加工好的法兰放置在平面磨床上加工两端面到尺寸要求;g、线切割,线切割内部通孔以及法兰台阶面上的通孔;h、镜面抛光,将线切割

一种法兰加工方法.pdf
本发明公开了一种法兰加工方法,包括如下步骤:(1)将所选原材料钢材放入中频电炉熔炼,使钢水温度达到1600‑1700℃;(2)将金属模具预加热到800‑900℃,并保持恒温;(3)起动离心机,将步骤(1)中的钢水注入步骤(2)中预热后的金属模具中;(4)铸件自然冷却到800‑900℃,保持1‑10分钟;(5)将铸件用水冷却至接近常温,脱模取出铸件,得到成品法兰。本发明采用精密铸造方法生产法兰,较普通砂型铸造组织要细很多,质量提高不少,不易出现组织疏松、气孔、沙眼等问题,且铸造出来的法兰,毛坯形状尺寸准确,

一种特殊接头的加工方法.docx
一种特殊接头的加工方法一种特殊接头的加工方法在现代工业生产中,接头是一种常用的连接方式,在各个领域都有着广泛的应用。然而,在特殊行业和特殊需求中,传统的接头设计和加工方法往往不能满足要求。因此,开发一种特殊接头加工方法具有重要的意义和应用价值。本文介绍一种特殊接头的加工方法,称为“网格焊接接头”。这种接头的特点在于富有弹性,强度高、重量轻、耐腐蚀性好、维修方便等等。在建筑和制造业等领域中,有着广泛的应用。该接头加工方法主要分为以下步骤:第一步:准备工作首先,要准备好所需的焊接材料以及焊接设备。对于网格焊接