
一种铝合金残余应力消除方法.pdf

含秀****66


1/6

2/6
3/6

4/6
5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种铝合金残余应力消除方法.pdf
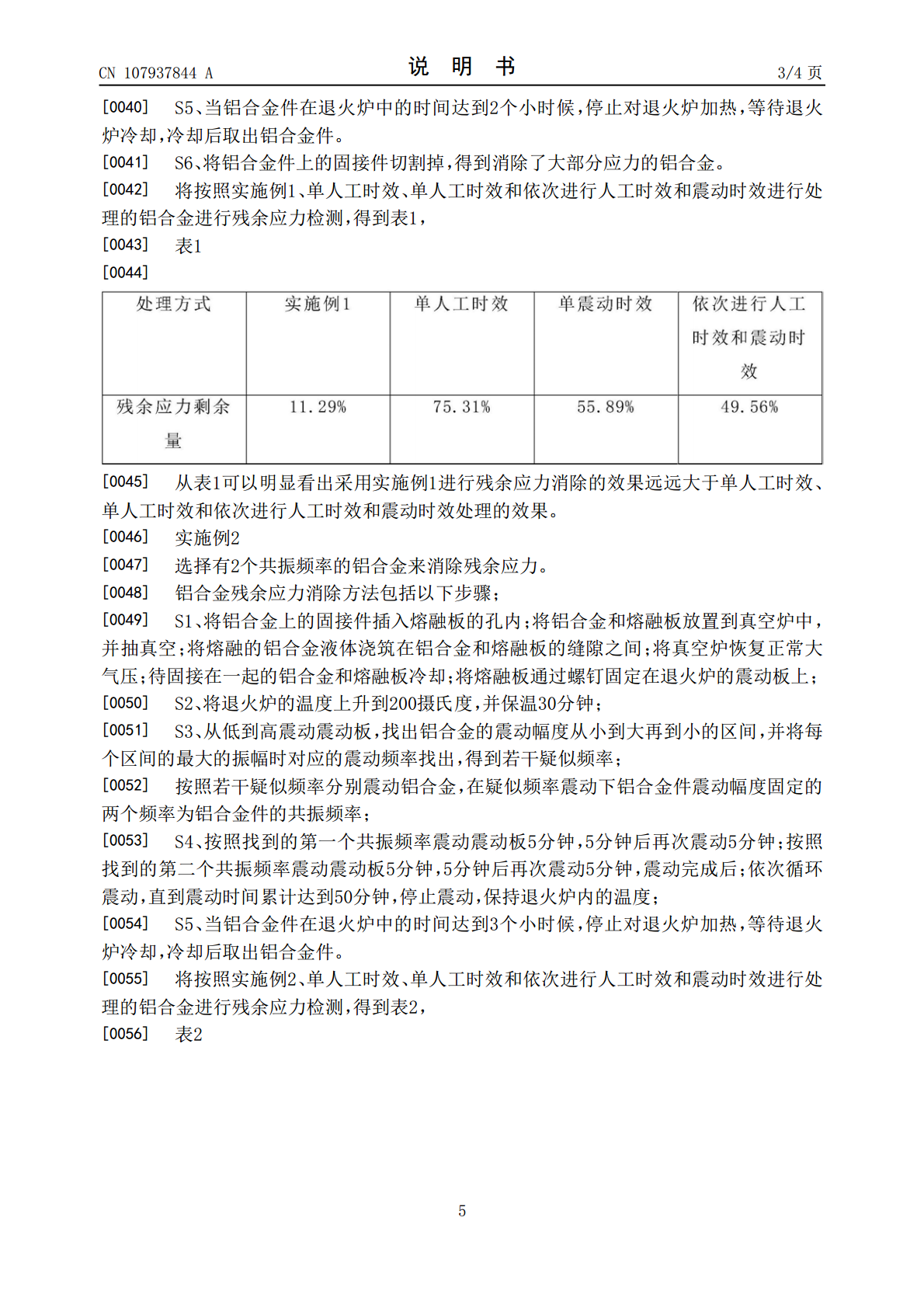
本发明公开了一种铝合金残余应力消除方法,是在进行时效消除法进行处理的时候同时进行震动时效处理,具体的包括以下步骤;S1、将铝合金固定在退火炉中;S2、将退火炉中的温度升高至退火温度后,保持退火炉内的温度;S3、将铝合金的震动频率从低到高提高;S4、通过测距设备查看铝合金件震动的幅度找到铝合金件的共振频率;S5、将铝合金按照共振频率共振10~50分钟后停止共振,并保温;S6、达到退火时间要求后,将铝合金取出。本发明可以铝合金内70~90%的残余应力,且适用于各种形状的铝合金。

一种铝合金残余应力消除装置.pdf
本发明公开了一种铝合金残余应力消除装置,包括退火炉、振动机构、传动机构、振动发生器、距离传感器和控制器;所述振动机构安装在退火炉内;所述传动机构的一端穿过退火炉壁与振动机构铰接,另一端与位于退火炉外的振动发生器连接;所述距离传感器安装在退火炉内,正对振动机构上安装的铝合金;所述控制器与退火炉、振动发生器和距离传感器电连接。本发明可以同时对铝合金进行时效消除和振动消除。

一种铝合金航空锻筒残余应力的消除方法.pdf
一种铝合金航空锻筒残余应力的消除方法,包括如下步骤:步骤一:对已经锻造成形的锻筒进行固溶处理和淬火热处理。淬火过程中,在锻筒内部安装周向支撑架,防止长锻筒发生较大变形。步骤二:根据淬火后锻件的直径、壁厚、材料性能,确定施加冷胀形的变形量,根据计算出的冷胀形的变形量设计出对应的冷胀形冲头和下砧板;步骤三:将冷胀形冲头放入锻筒内,以2mm/s的下压速度使冷胀形冲头下压,直至冷胀形冲头到达锻筒底端,将锻筒上下翻转,使用相同的下压速度使冷胀形冲头再次到达锻筒的底端。本发明能够获得很好的残余应力消减效果,锻件各部位

残余应力消除方法研究.docx
残余应力消除方法研究一、引言残余应力是指在零应力状态下,在物体内部产生的一种静止状态下的应力分布。在工程机械、航空航天、医疗器械等领域中,残余应力往往会对材料性质、零件寿命和准确度等方面产生影响。因此,消除残余应力是非常重要的。二、残余应力的成因1.加工造成:如车削、铣削、钻孔等。2.热处理引起的瞬间变形:如加热、回火、淬火等。3.焊接和热喷涂等热加工:如电弧焊、氩弧焊等。4.材料自身应力:如钢板在冷却时的自然减弱等。三、残余应力对材料的影响1.机械性能下降:强度、塑性、韧性等指标下降。2.疲劳寿命降低:

残余应力产生及消除方法.doc
残余应力产生及消除方法船舶零件加工后,其表面层都存在残余应力。残余压应力可提高零件表面的耐磨性和受拉应力时的疲劳强度,残余拉应力的作用正好相反。若拉应力值超过零件材料的疲劳强度极限时,则使零件表面产生裂纹,加速零件的损坏。引起残余应力的原因有以下三个方面:(一冷塑性变形引起的残余应力在切削力作用下,已加工表面受到强烈的冷塑性变形,其中以刀具后刀面对已加工表面的挤压和摩擦产生的塑性变形最为突出,此时基体金属受到影响而处于弹性变形状态。切削力除去后,基体金属趋向恢复,但受到已产生塑性变形的表面层的限制,恢复不