
螺丝热处理工艺.pdf

韶敏****ab


1/4
2/4
3/4
4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
螺丝热处理工艺.pdf
本发明提供一种螺丝热处理工艺,包括以下步骤:a1、对螺丝进行表面去油污和清理铁屑;a2、预热处理:对螺丝进行两段式预热,第一段温度为500~550℃,时长10分钟,第二段温度为750~850℃,时长15~20分钟;a3、淬火处理:螺丝在炉中加热到温度为700~800℃时,保温20~30分钟,工件出炉油冷;a4、高温回火处理:螺丝在炉中加热到温度为400~500℃时,保温40~60分钟,工件出炉水冷。本发明螺丝热处理工艺,步骤清晰、质量好,具有良好的塑性、韧性、强度和硬度,从而提高螺丝的寿命。

一种精密螺丝的热处理工艺.pdf
本发明公开了一种精密螺丝的热处理工艺,所述精密螺丝是采用高硬度合金钢锻造而成的,所述精密螺丝的热处理工艺包括如下步骤:(1)一次正火:将精密螺丝置入正火炉内,正火炉升温至600‑650℃,保温3‑5小时,然后随炉冷却至400℃以下;(2)二次正火:一次正火完成后,正火炉重新升温至700‑750℃,保温3‑5小时,然后随炉冷却至500℃以下;(3)淬火:将二次正火后的精密螺丝快速浸入淬冷介质中15‑20s;(4)回火:将淬火后的精密螺丝置入回火炉内,加热至550‑600℃,保温2‑3小时,然后随炉冷却至室温
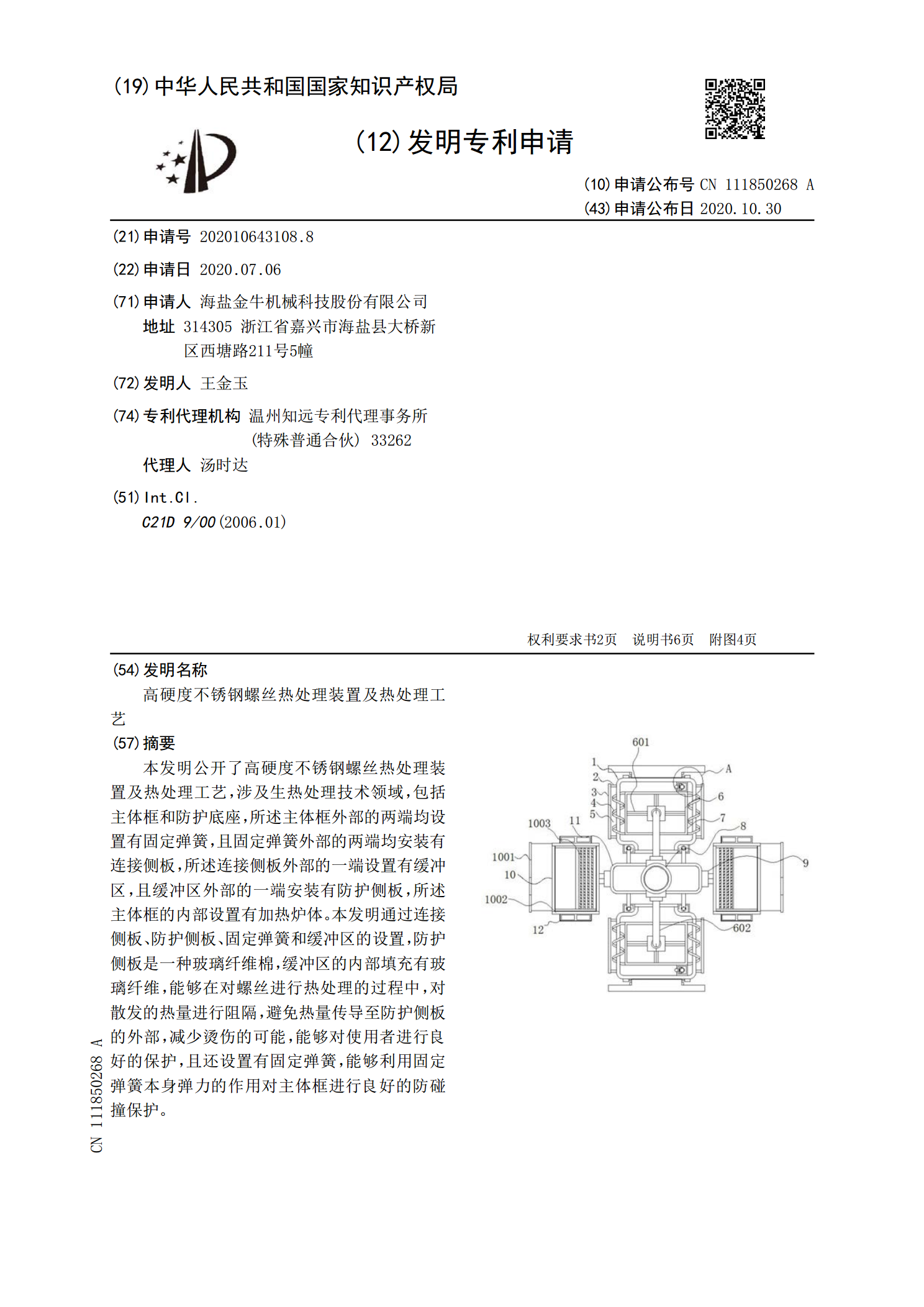
高硬度不锈钢螺丝热处理装置及热处理工艺.pdf
本发明公开了高硬度不锈钢螺丝热处理装置及热处理工艺,涉及生热处理技术领域,包括主体框和防护底座,所述主体框外部的两端均设置有固定弹簧,且固定弹簧外部的两端均安装有连接侧板,所述连接侧板外部的一端设置有缓冲区,且缓冲区外部的一端安装有防护侧板,所述主体框的内部设置有加热炉体。本发明通过连接侧板、防护侧板、固定弹簧和缓冲区的设置,防护侧板是一种玻璃纤维棉,缓冲区的内部填充有玻璃纤维,能够在对螺丝进行热处理的过程中,对散发的热量进行阻隔,避免热量传导至防护侧板的外部,减少烫伤的可能,能够对使用者进行良好的保护,
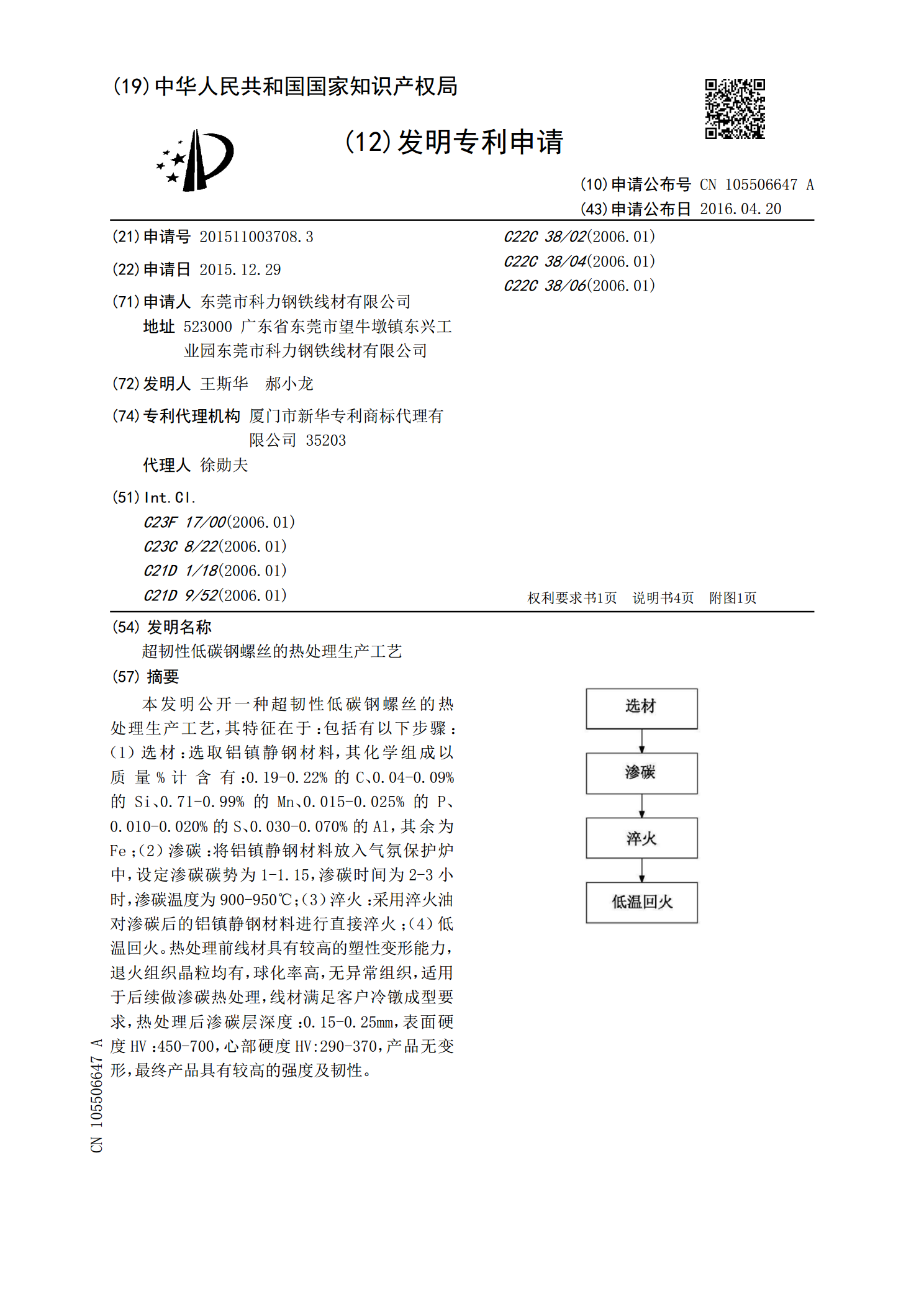
超韧性低碳钢螺丝的热处理生产工艺.pdf
本发明公开一种超韧性低碳钢螺丝的热处理生产工艺,其特征在于:包括有以下步骤:(1)选材:选取铝镇静钢材料,其化学组成以质量%计含有:0.19-0.22%的C、0.04-0.09%的Si、0.71-0.99%的Mn、0.015-0.025%的P、0.010-0.020%的S、0.030-0.070%的Al,其余为Fe;(2)渗碳:将铝镇静钢材料放入气氛保护炉中,设定渗碳碳势为1-1.15,渗碳时间为2-3小时,渗碳温度为900-950℃;(3)淬火:采用淬火油对渗碳后的铝镇静钢材料进行直接淬火;(4)低温回

一种螺丝热处理清洗工艺.pdf
本申请涉及一种螺丝热处理清洗工艺,包括以下步骤:S1,使用清理设备对螺丝表面进行去毛刺处理以及初步除锈处理,再使用清洗剂对螺丝进行表面去油污处理以及除锈处理;S2,预热处理:对螺丝进行两段式预热,第一段温度为500~550℃,时长10分钟,第二段温度为750~850℃,时长15~20分钟;S3,淬火处理:螺丝在炉中加热到温度为700~800℃时,保温20~30分钟,螺丝出炉油冷。S4,高温回火处理:螺丝在炉中加热到温度为500~550℃时,保温40~60分钟,螺丝出炉水冷。在螺丝进行热处理前,先对螺丝进行