
杯形锻件的井式炉热处理工艺.pdf

努力****恨风

1/6
2/6
3/6
4/6
5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
杯形锻件的井式炉热处理工艺.pdf
本发明涉及一种35钢的杯形锻件的井式炉热处理工艺,将锻件全功率升温至完全奥氏体化温度以上50~90℃均保温,并采用快冷,当锻件表面终冷温度为马氏体转变开始温度以下50~100℃冷却结束;将锻件全功率升温至完全奥氏体化温度以上50~90℃均保温,保温结束后放入冷却介质中连续冷却,冷却过程中在杯口内壁接入冷却管,当锻件内外壁表面终冷温度达到100℃以下时冷却结束;在马氏体转变开始温度以下30~70℃进行预热保温,以30~60℃/h升温至高温回火区进行均保温,保温结束后出炉空冷,本发明较好的解决了35钢杯形锻件
厚壁盲孔锻件的井式炉热处理工艺.pdf
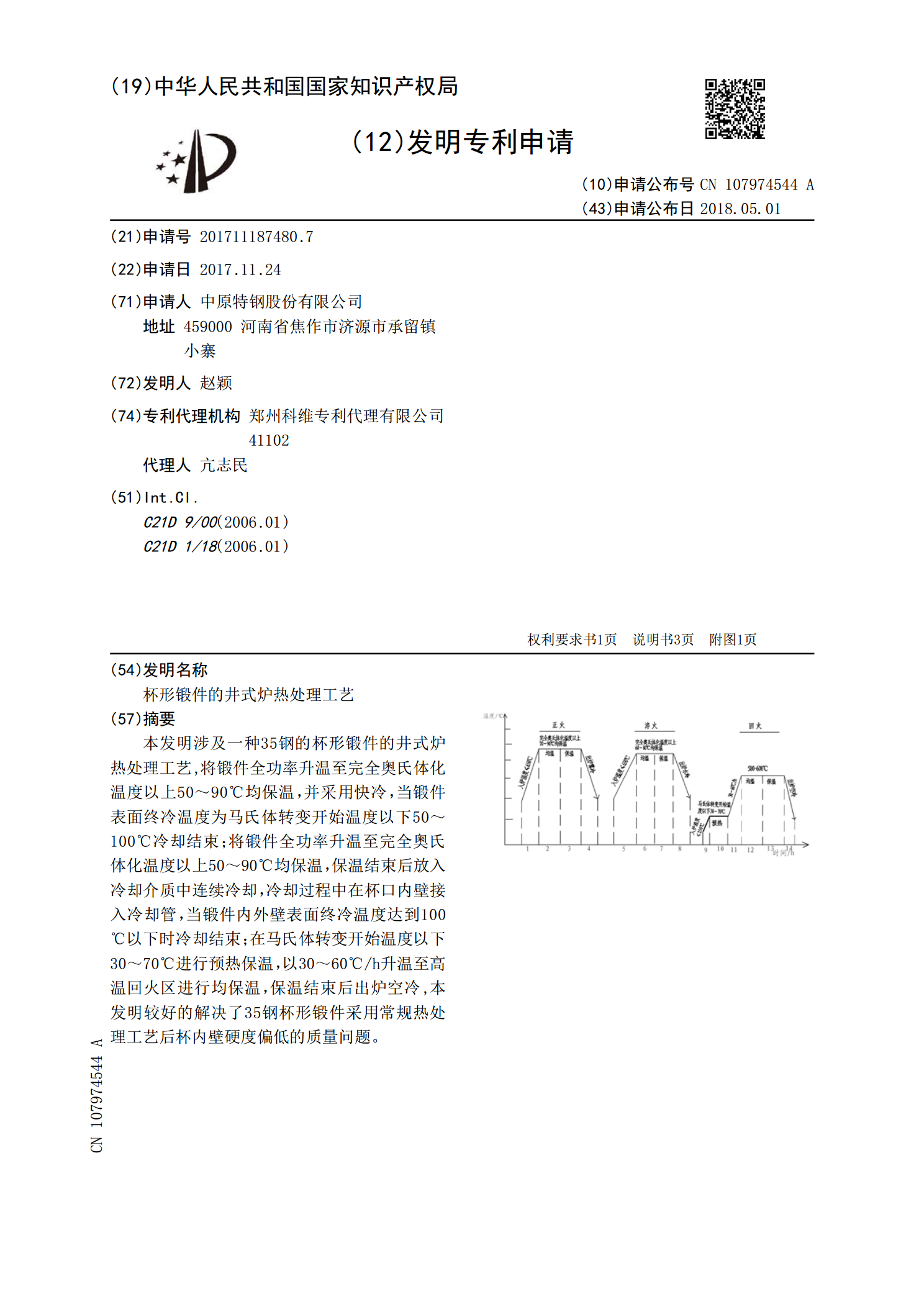
本发明特别涉及一种厚壁盲孔锻件的井式炉热处理工艺,该热处理工艺采用正火+调质方式进行;通过正火及加快正火后冷却速度可改善锻后晶粒度及消除粗大组织,为淬火做好准备;淬火冷却时采用盲孔内注液的冷却方式,提高盲孔内的冷却速度和淬透深度,再通过控制预热、加热速度减小孔壁与实心部位的尺寸差异造成的温度差,使到达回火温度时的工件内外温度均匀;最后通过对实心部位与盲孔部位的高温分区加热,获得均匀且满足使用要求的盲孔硬度。本发明提供一种在淬火冷却时将盲孔内的冷却介质进行流动、改善淬火冷却效果并提高淬火初始冷却速度的厚壁盲
一种热处理井式炉用料框.pdf
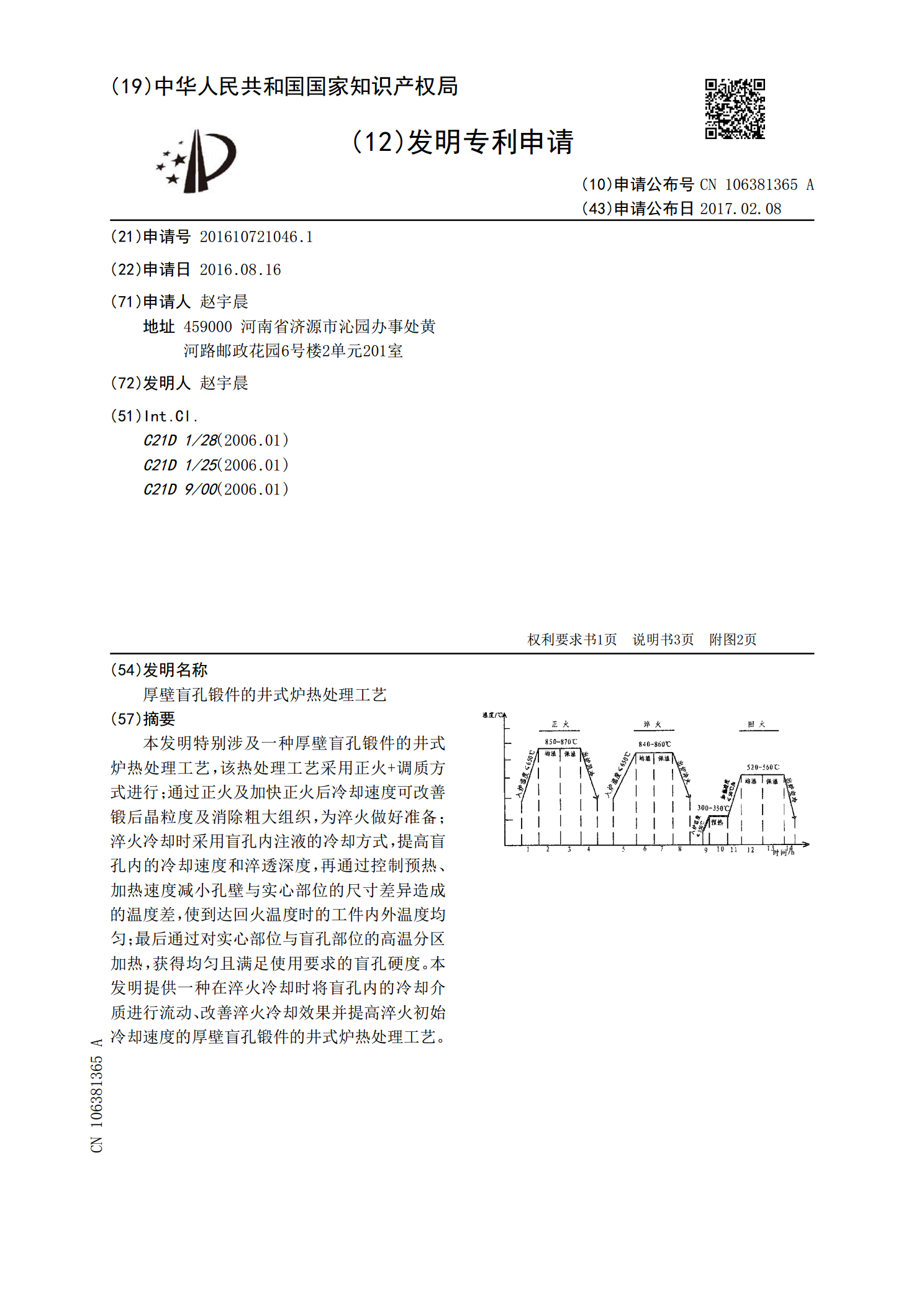
本发明公开了一种热处理井式炉用料框,包括支撑底板与侧壁;所述支撑底板包括框底板和成交叉状布设于框底板内且处于同一平面的底板钢筋;所述侧壁包括竖向钢筋和横向钢筋,所述竖向钢筋垂直于框底板并均布于框底板一周,所述横向钢筋以平行于框底板的方式连接于竖向钢筋一周,所述横向钢筋沿竖向钢筋顶部到底部均布有若干组。本发明的料框的原料廉价、易得,可降低企业的生产成本,提高企业的竞争力,此外,该料框的底部为镂空状,散热效果均较好,此外,由于钢筋本身为圆形结构,油淬后的残留的油顺着钢筋漏出,基本避免了底部蓄积油的问题,同时料
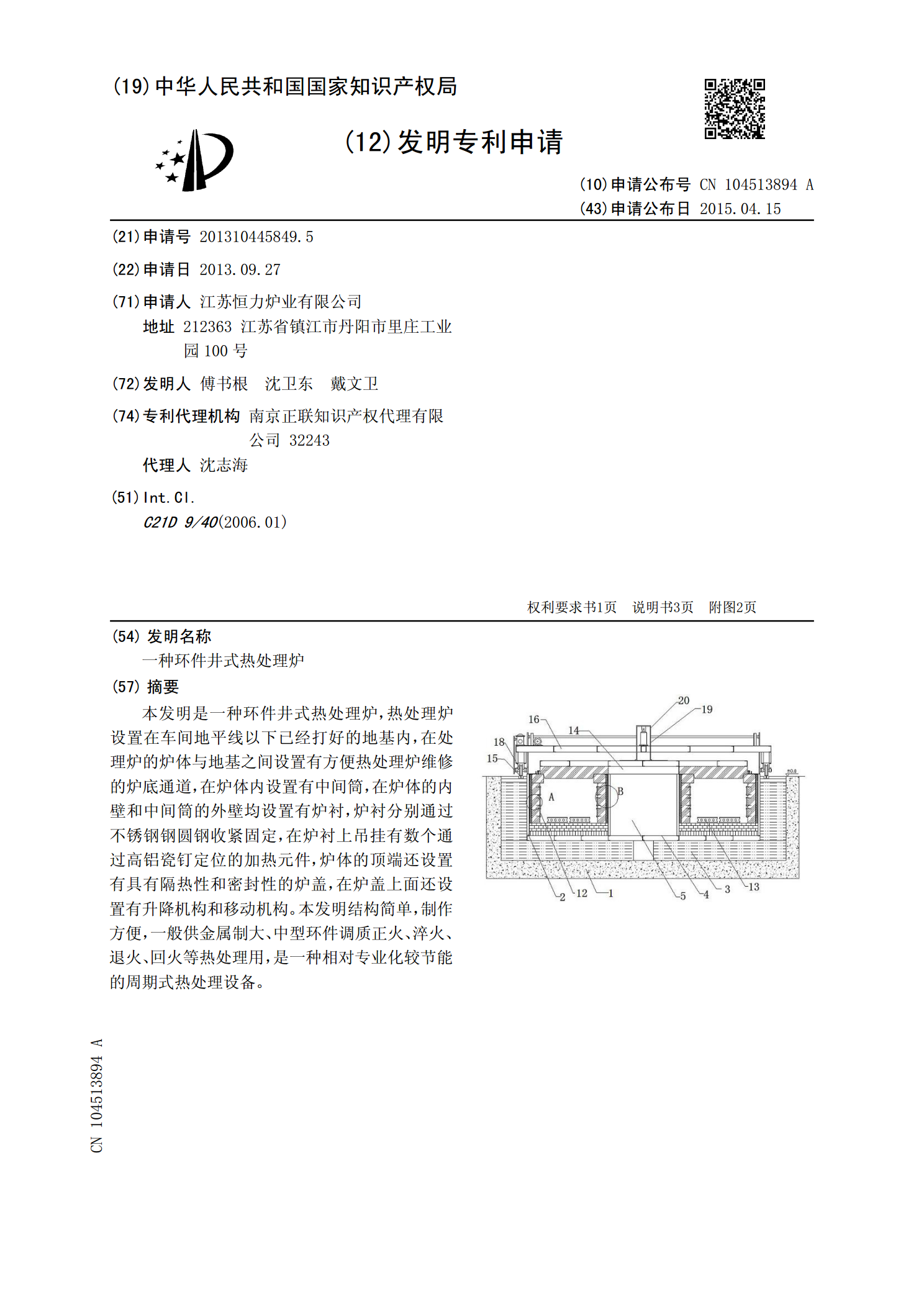
一种环件井式热处理炉.pdf
本发明是一种环件井式热处理炉,热处理炉设置在车间地平线以下已经打好的地基内,在处理炉的炉体与地基之间设置有方便热处理炉维修的炉底通道,在炉体内设置有中间筒,在炉体的内壁和中间筒的外壁均设置有炉衬,炉衬分别通过不锈钢钢圆钢收紧固定,在炉衬上吊挂有数个通过高铝瓷钉定位的加热元件,炉体的顶端还设置有具有隔热性和密封性的炉盖,在炉盖上面还设置有升降机构和移动机构。本发明结构简单,制作方便,一般供金属制大、中型环件调质正火、淬火、退火、回火等热处理用,是一种相对专业化较节能的周期式热处理设备。
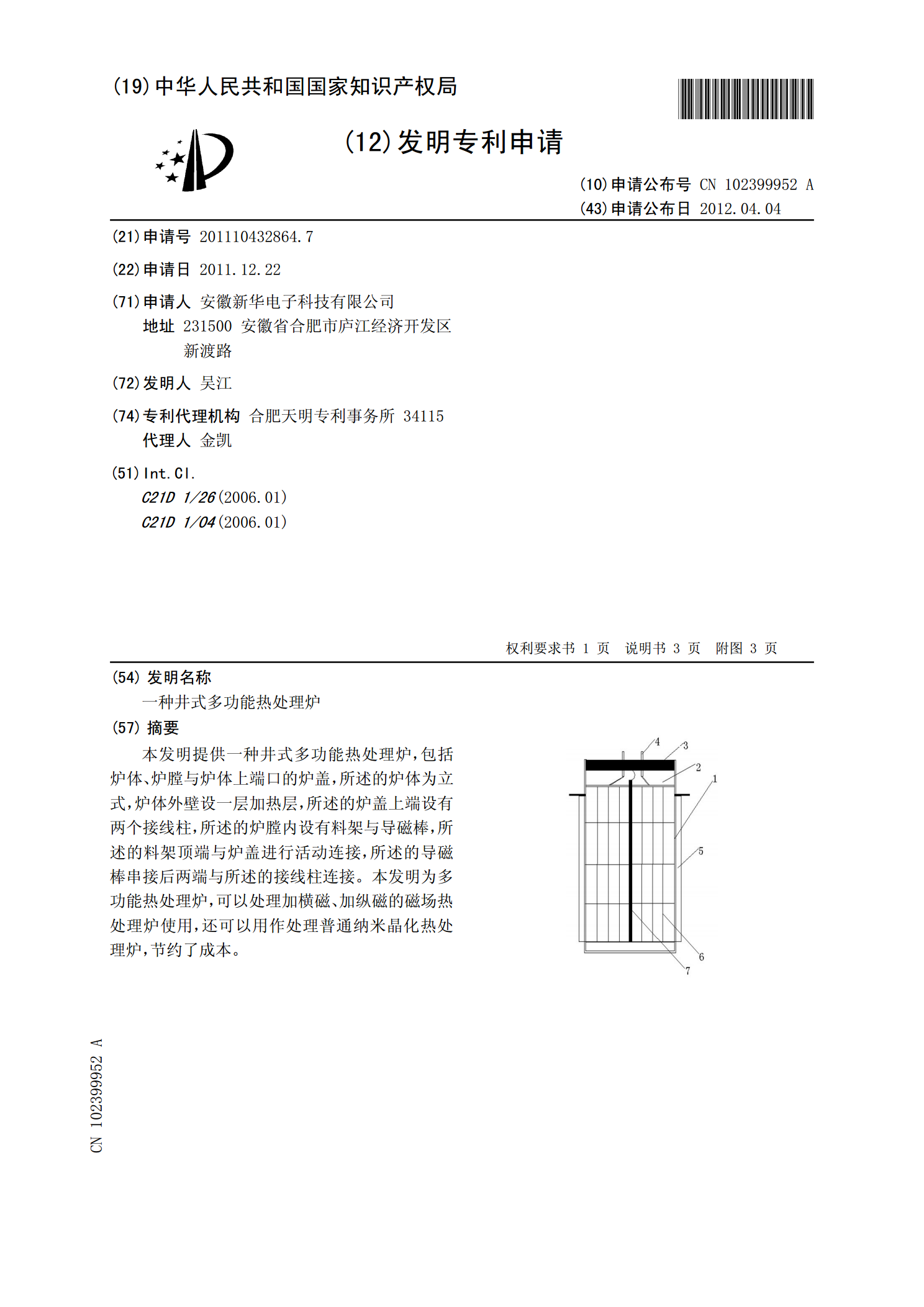
一种井式多功能热处理炉.pdf
本发明提供一种井式多功能热处理炉,包括炉体、炉膛与炉体上端口的炉盖,所述的炉体为立式,炉体外壁设一层加热层,所述的炉盖上端设有两个接线柱,所述的炉膛内设有料架与导磁棒,所述的料架顶端与炉盖进行活动连接,所述的导磁棒串接后两端与所述的接线柱连接。本发明为多功能热处理炉,可以处理加横磁、加纵磁的磁场热处理炉使用,还可以用作处理普通纳米晶化热处理炉,节约了成本。