
一种减少热装热送钢坯轧制钢板裂纹的生产工艺.pdf

猫巷****奕声

1/10
2/10
3/10
4/10
5/10
6/10
7/10

8/10
9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种减少热装热送钢坯轧制钢板裂纹的生产工艺.pdf
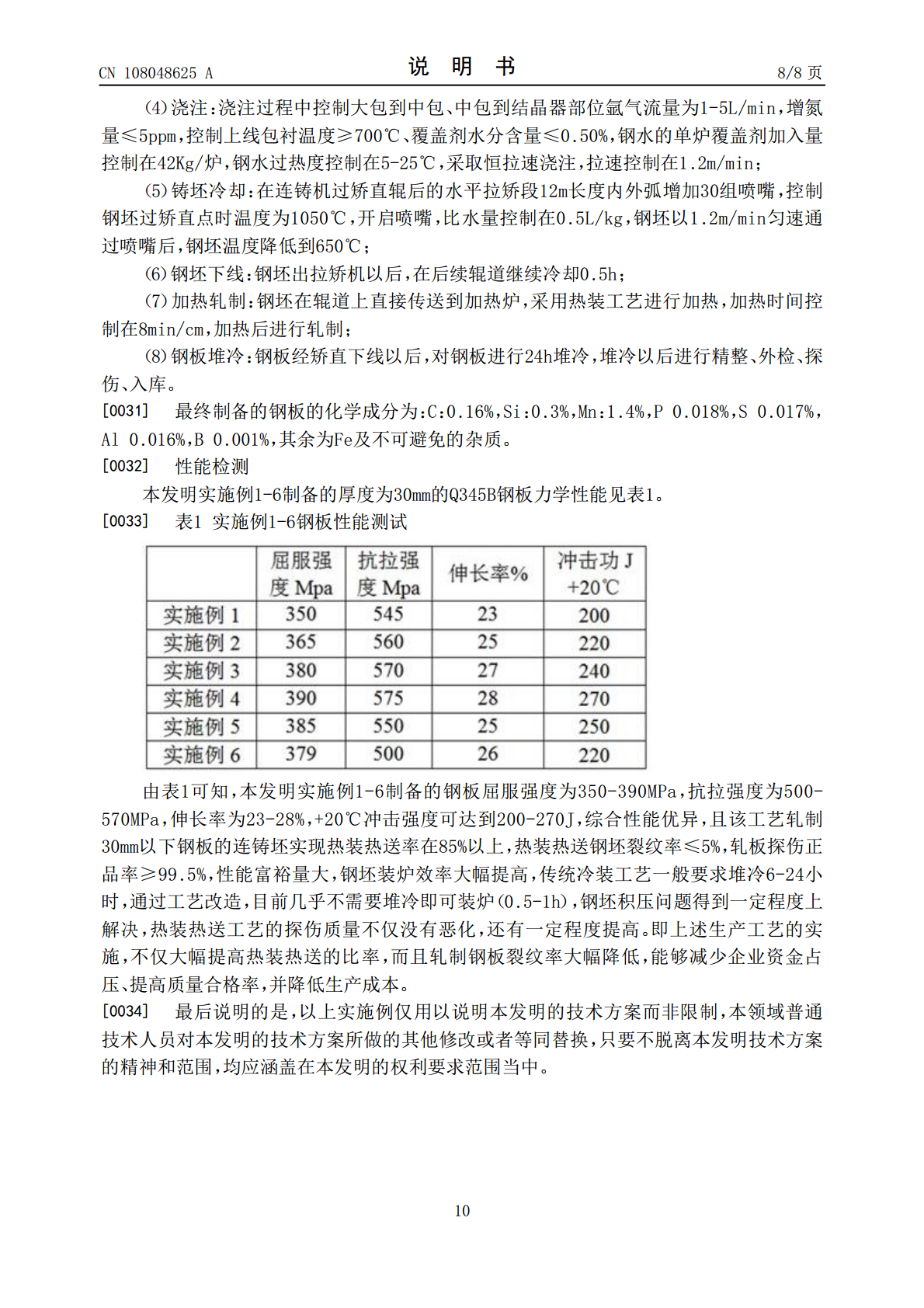
本发明公开了一种减少热装热送钢坯轧制钢板裂纹的生产工艺,属于炼钢技术领域,具体包括:(1)铁水预处理、(2)转炉冶炼、(3)LF精炼、(4)浇注、(5)铸坯冷却、(6)钢坯下线、(7)加热轧制和(8)钢板堆冷工艺,最终制备的钢板综合性能优异,热装热送钢坯裂纹率≤5%,轧板探伤正品率≥99.5%,轧制钢板裂纹率大幅降低,为企业减少了资金占压,提高产品质量合格率,并降低生产成本。

钢坯热装或直接轧制技术.docx
钢坯热装或直接轧制技术钢坯热装或直接轧制技术摘要:钢坯热装或直接轧制技术是一种在钢铁生产过程中广泛应用的技术。该技术以钢坯的热装或直接轧制为主要手段,实现了钢铁生产过程的流程化、高效化和资源利用率的提高。本论文将从技术原理、应用案例和经济效益等方面对钢坯热装或直接轧制技术进行详细的介绍和分析,并对其未来的发展前景进行展望。一、引言钢铁是现代社会中不可或缺的基础材料之一,广泛应用于建筑、交通、机械制造等领域。钢铁的生产过程中,钢坯的热装或直接轧制技术是一项重要的工艺环节。它可以提高钢坯的质量、减少能耗和降低

一种避免钢板表面裂纹的连铸坯热装热送工艺.pdf
一种在提高连铸坯热装温度条件下可有效避免钢板表面裂纹的连铸坯热装热送工艺,属于金属材料加工技术领域。具体工艺为:连铸坯在切割辊道上进行切割后进入位于连铸机和轧机间的输送辊道上进行快速喷水冷却,将连铸坯表面温度降低到600℃左右,连铸坯表面冷却速率控制在20-50℃/s,连铸坯表面冷却时间控制在15-60秒,连铸坯冷却后在15min内送往加热炉加热。本工艺的优点:在保证加热炉入炉连铸坯表面温度低于600℃的条件下,确保连铸坯内部温度高于800℃,这样既避免了轧后钢板的表面裂纹缺陷,又可充分利用连铸坯余热,从

连铸坯热送热装生产工艺的实践.docx
连铸坯热送热装生产工艺的实践连铸坯热送热装生产工艺的实践摘要:连铸坯热送热装生产工艺是一种高效的铸造工艺,通过将连铸坯送入热装设备直接进行热处理,可以有效提高铸坯的质量和生产效率。本文通过介绍连铸坯热送热装生产工艺的原理、设备及其实际应用,分析了其优势和存在的问题,并提出了进一步改进和发展的方向。第一部分:引言连铸是一种高效的铸造工艺,其通过连续铸造铸坯,提高了铸造的效率和质量,受到广泛应用。然而,传统的铸造工艺在铸坯冷却后需要进行加热处理,这一过程存在着经济成本高、能源浪费等问题。为了解决这一问题,连铸

热装热送工艺应力分析及其裂纹机理研究的综述报告.docx
热装热送工艺应力分析及其裂纹机理研究的综述报告热装热送工艺是一种应用广泛的生产方法,它通常用于电力、煤化工、冶金、水泥等领域的大型设备制造中。在这种工艺中,金属材料被先热加工成型,然后在高温状态下进行输送、装配和焊接。这种工艺能够大大提高生产效率,但也面临着一些问题,其中最为重要的就是热应力和热裂纹的形成。本文将从热装热送工艺的应力分析和裂纹机理两方面,对研究进展进行综述。一、热装热送工艺的应力分析热装热送工艺的应力问题是由于在高温下,金属材料的弹性模量、热膨胀系数和热导率等物理性质发生变化而引起的。这些