
防止弹簧淬火时产生变形的方法.pdf

光誉****君哥

1/7
2/7
3/7

4/7
5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
防止弹簧淬火时产生变形的方法.pdf
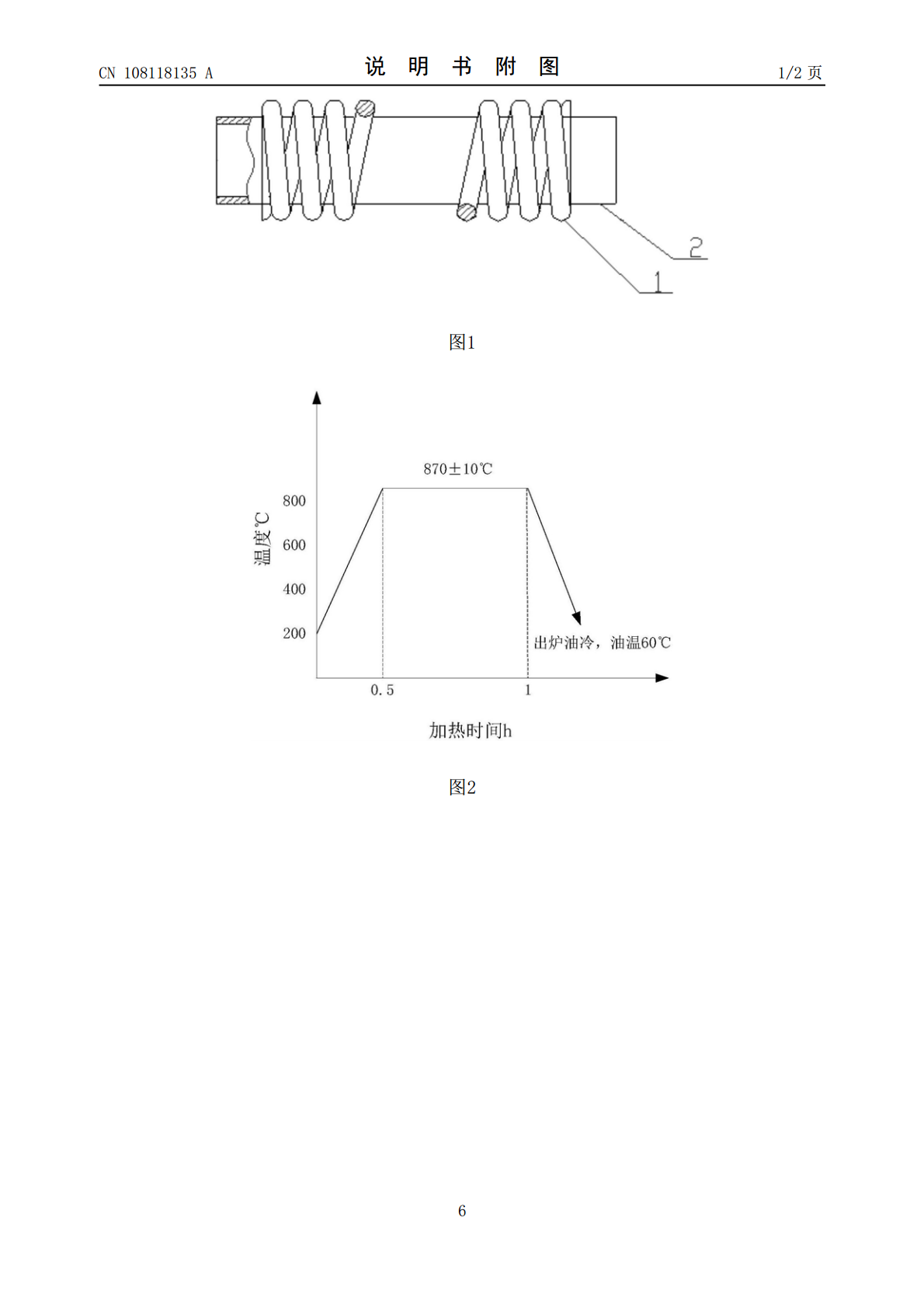
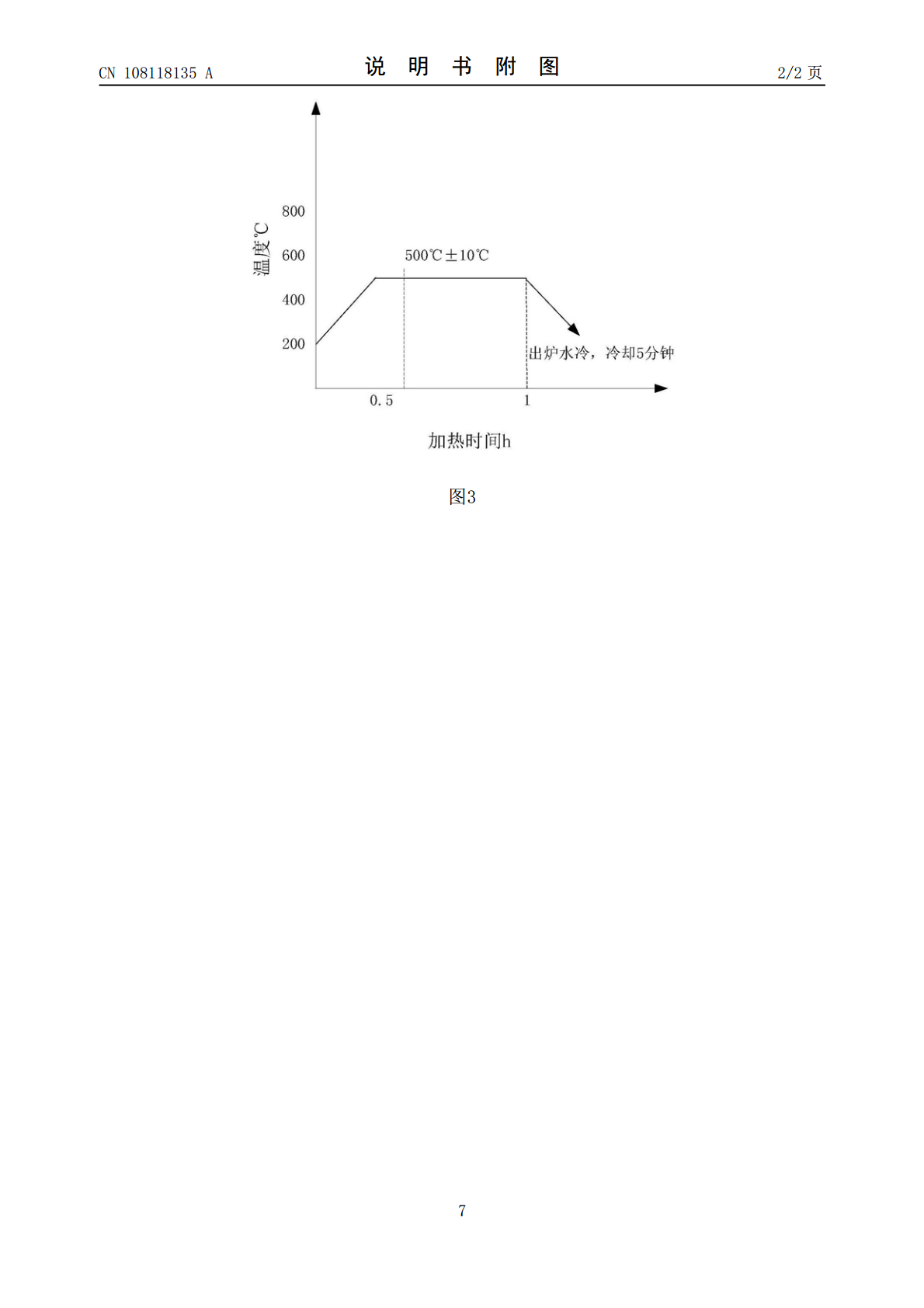
本发明公开了一种防止弹簧淬火时产生变形的方法,包括:在弹簧内孔加装套管,然后将装有套管的弹簧放入淬火炉,淬火装炉温度≤880℃;淬火温度870±10℃,保温0.5‑1.5小时,出炉后油淬。本发明解决了弹簧淬火后易变形的技术难题。

防止钢在淬火时产生裂纹的方法.docx
防止钢在淬火时产生裂纹的方法防止钢在淬火过程中产生裂纹的方法摘要:钢材在淬火过程中容易产生裂纹,使得材料的力学性能和使用寿命大大降低。为了解决这一问题,本论文分析了钢材淬火过程中裂纹产生的原因,并提出了一系列防止裂纹产生的方法,包括淬火工艺优化、应力消除技术和控制材料组织等。研究结果表明,通过综合应用上述方法,可以有效防止钢材在淬火过程中产生裂纹,提高材料的综合性能和使用寿命。关键词:淬火;裂纹;工艺优化;应力消除;材料组织一、引言钢材作为一种常用的结构材料,广泛应用于工程领域。在很多情况下,为了提高钢材
防止弹簧真空淬火变形的料盘及基于其的真空热处理方法.pdf
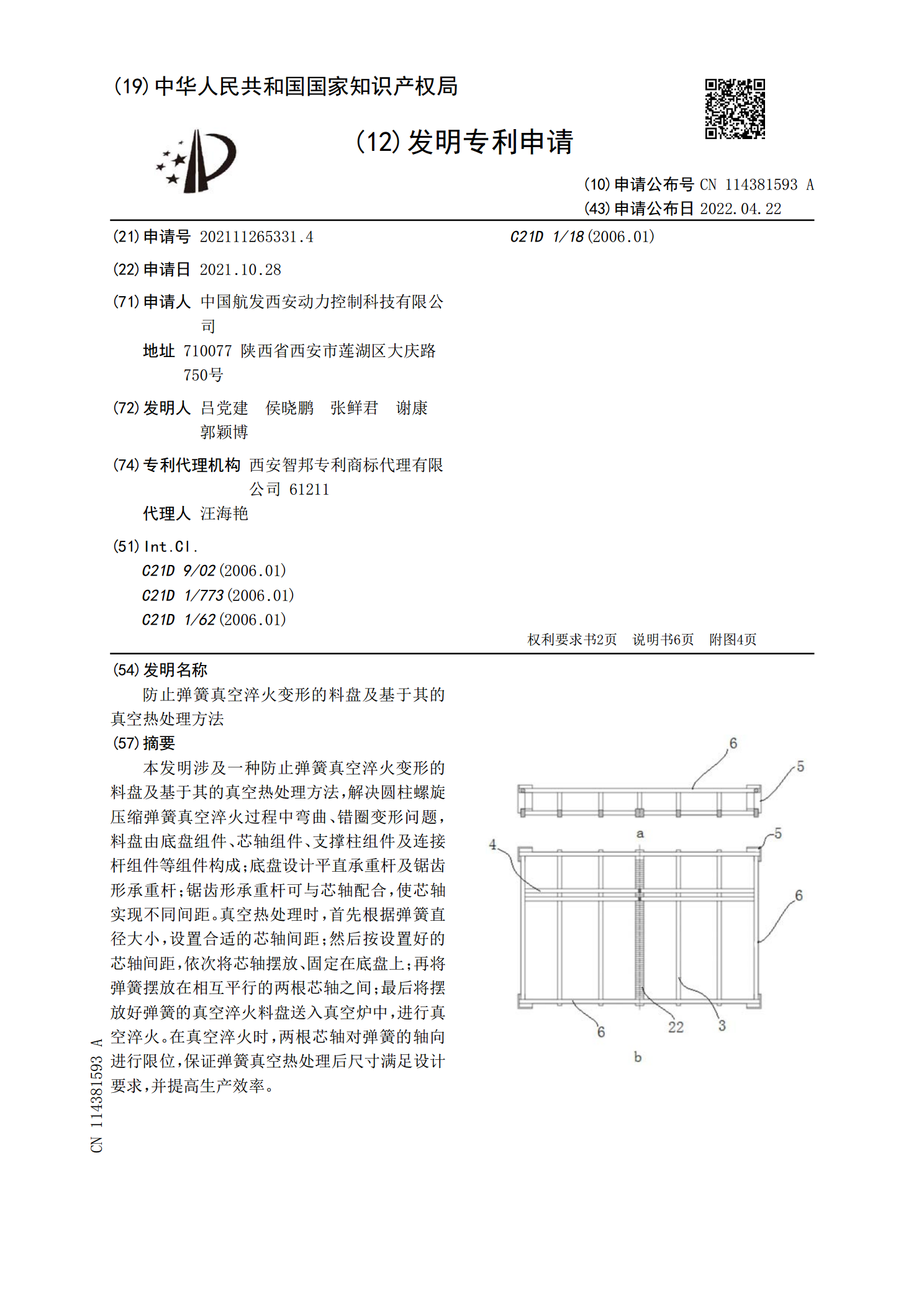
本发明涉及一种防止弹簧真空淬火变形的料盘及基于其的真空热处理方法,解决圆柱螺旋压缩弹簧真空淬火过程中弯曲、错圈变形问题,料盘由底盘组件、芯轴组件、支撑柱组件及连接杆组件等组件构成;底盘设计平直承重杆及锯齿形承重杆;锯齿形承重杆可与芯轴配合,使芯轴实现不同间距。真空热处理时,首先根据弹簧直径大小,设置合适的芯轴间距;然后按设置好的芯轴间距,依次将芯轴摆放、固定在底盘上;再将弹簧摆放在相互平行的两根芯轴之间;最后将摆放好弹簧的真空淬火料盘送入真空炉中,进行真空淬火。在真空淬火时,两根芯轴对弹簧的轴向进行限位,

钢导轨淬火变形的防止方法.docx
钢导轨淬火变形的防止方法Title:MethodsforPreventingDeformationofQuenchedSteelRailsAbstract:Quenchingisacriticalheattreatmentprocessusedinthemanufacturingofsteelrailstoimprovetheirhardness,wearresistance,andoverallperformance.However,quenchingcanalsoleadtodeformationdu

大齿条淬火变形的防止方法.docx
大齿条淬火变形的防止方法大齿条淬火变形的防止方法摘要:在机械传动系统中,大齿条往往承受着重要的作用,但在淬火过程中容易出现变形的问题,影响其使用性能和寿命。因此,本文从工艺控制、材料选择和后续加工三个方面,对大齿条淬火变形的防止方法进行分析与探讨。研究表明,通过科学合理的工艺控制、合适的材料选择和适当的后续加工操作,可以有效地降低大齿条淬火变形的风险,并提高其使用寿命和稳定性。关键词:大齿条;淬火变形;工艺控制;材料选择;后续加工引言:大齿条作为机械传动系统中重要的零部件之一,在实际应用中承受着重要的力学