
一种服役后乙烯裂解炉管焊接修复方法.pdf

是你****优呀

1/7

2/7

3/7

4/7

5/7

6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种服役后乙烯裂解炉管焊接修复方法.pdf
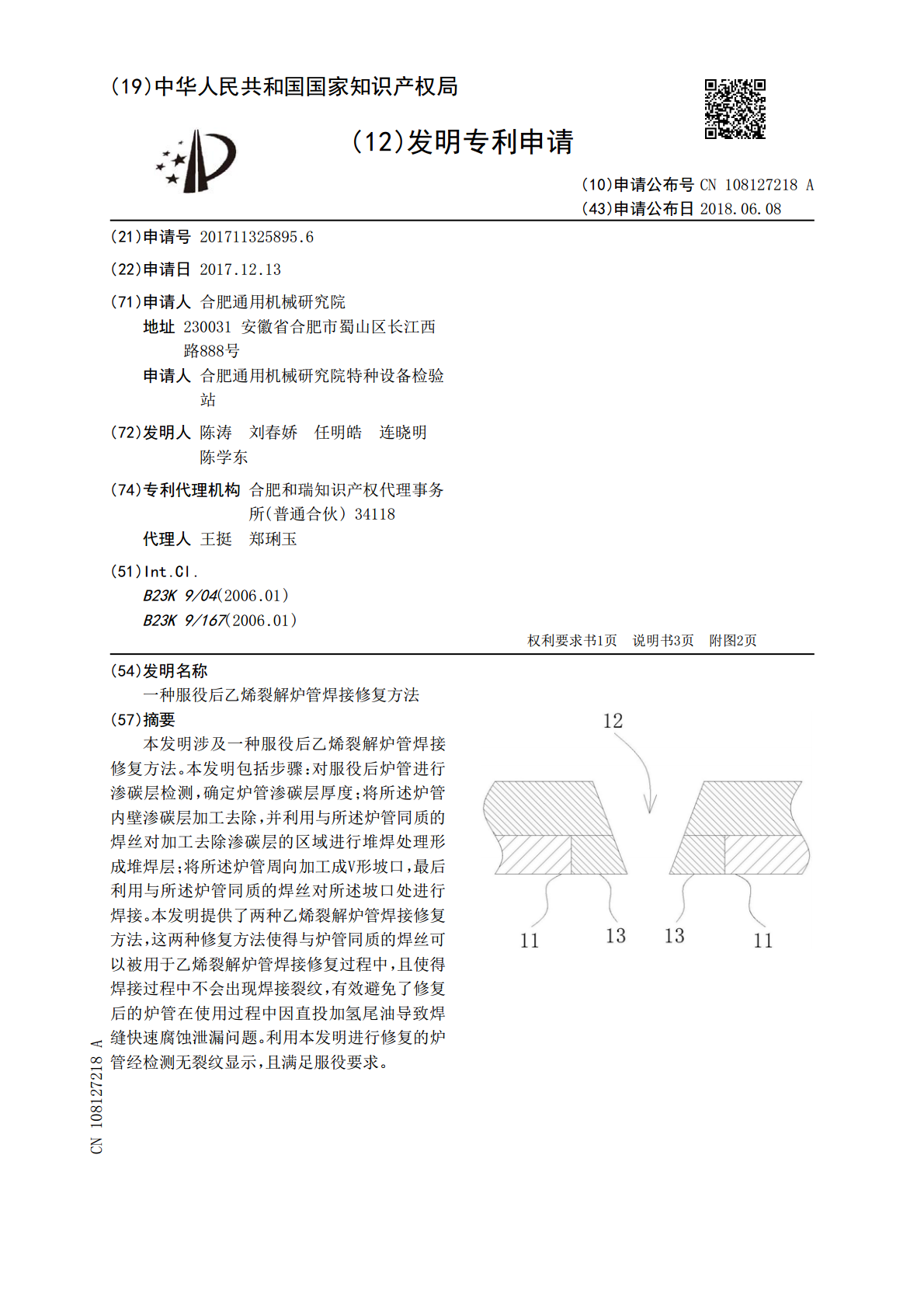
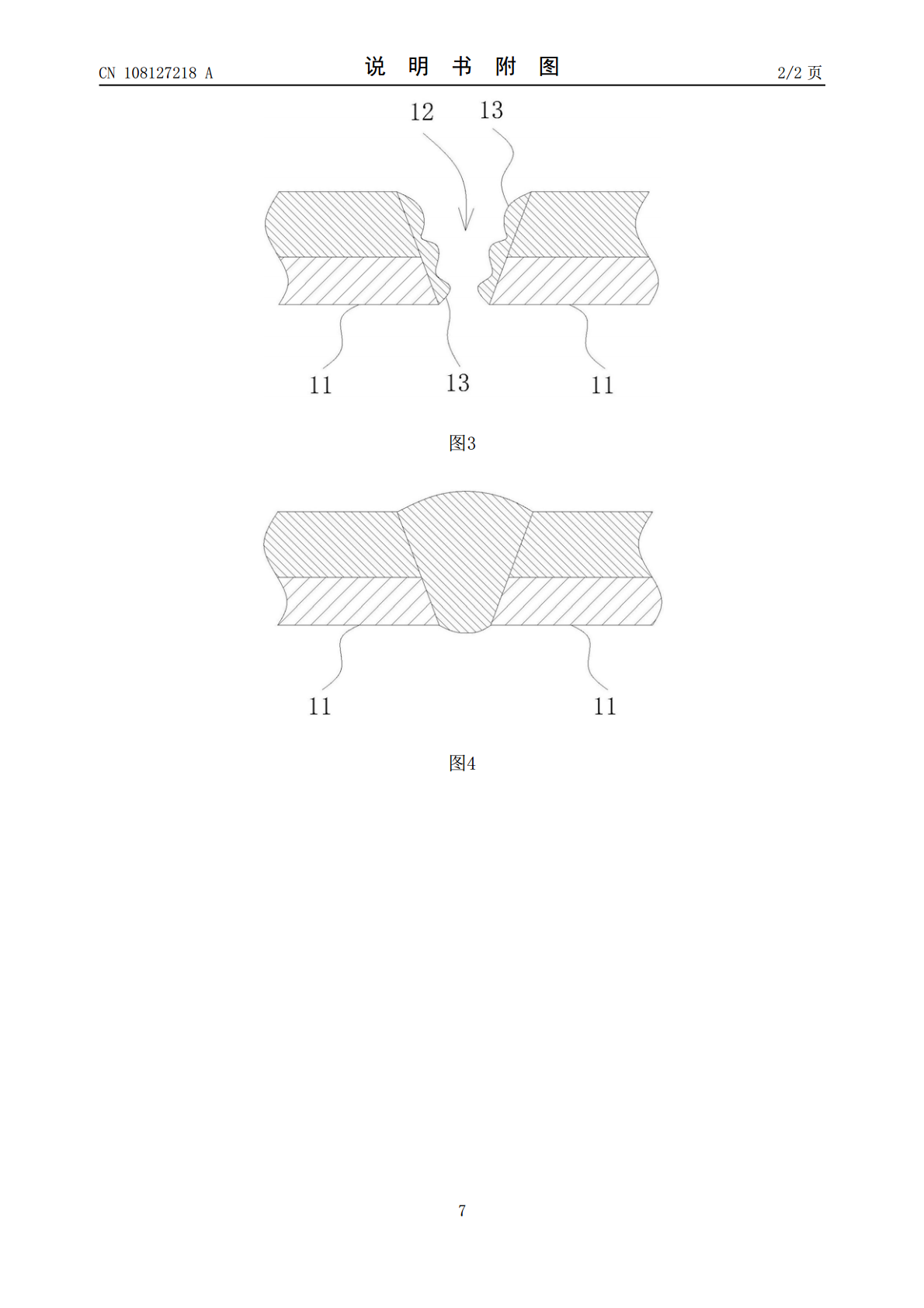
本发明涉及一种服役后乙烯裂解炉管焊接修复方法。本发明包括步骤:对服役后炉管进行渗碳层检测,确定炉管渗碳层厚度;将所述炉管内壁渗碳层加工去除,并利用与所述炉管同质的焊丝对加工去除渗碳层的区域进行堆焊处理形成堆焊层;将所述炉管周向加工成V形坡口,最后利用与所述炉管同质的焊丝对所述坡口处进行焊接。本发明提供了两种乙烯裂解炉管焊接修复方法,这两种修复方法使得与炉管同质的焊丝可以被用于乙烯裂解炉管焊接修复过程中,且使得焊接过程中不会出现焊接裂纹,有效避免了修复后的炉管在使用过程中因直投加氢尾油导致焊缝快速腐蚀泄漏问

一种乙烯裂解炉管焊接修复方法.pdf
本发明公开了一种乙烯裂解炉管焊接修复方法,包括如下步骤:(1)旧炉管切割处理:确定旧炉管的受损位置,将受损管段截掉,并对剩余旧炉管的端口内外两侧进行清理和坡口打磨;(2)新炉管切割处理:根据受损管段的长度取同规格等长度的新炉管,将新炉管切割成一段长节和两段等长度的短节,并对长节和短节的端口进行坡口打磨;(3)旧炉管堆焊处理:在旧炉管的坡口表面进行堆焊处理形成堆焊层,并对堆焊层进行坡口打磨;(4)新、旧炉管对接:先将两短节分别与带有堆焊层的旧炉管焊接,再将长节焊接于两短节之间。本发明有效解决了新、旧炉管之间

乙烯裂解炉管运行失效研究及焊接修复.docx
乙烯裂解炉管运行失效研究及焊接修复一、研究背景乙烯裂解炉是丙烯、丁二烯、丙烷等重要化工原料的重要生产设备之一。裂解炉管作为乙烯裂解炉内的重要组成部分,其运行状态直接影响整个生产效率和质量,因此越来越受到化工企业的重视。但是由于裂解炉管工作环境极为恶劣,长时间受到高温、高压、腐蚀等作用,难免会产生失效,严重影响工艺生产稳定性。因此,对于裂解炉管运行失效的研究和相应的修复技术具有重要的工程实践价值。二、失效原因分析裂解炉管失效主要是由于长期受到高温、高压和腐蚀等多重因素的作用,导致管壁的裂纹、腐蚀、膨胀和疲劳

乙烯裂解炉炉管的焊接指导.doc
上海格群信息科技有限公司乙烯裂解炉辐射段炉管的焊接前言中原石化总厂十万吨裂解炉,辐射段炉管所用材料为(Cr35Ni45+微合金),辐射段出口材料为20Cr32NiNb。Cr35Ni45的合金系统较之以前的Cr25Ni35有了较大的发展,增加了Cr、Ni元素含量,相应提高了耐高温性能。炉管采用离心浇铸的方法生产,其原始铸态表面为均匀分布有颗粒状凸起的“珍珠”表面,这种表面不仅有利于热交换,而且对抗氧化和抗燃气腐蚀有利。管子的内表面有很薄一层疏松组织,炉管的基体组织相当致密,主要由沿半径方向分布的柱状晶组成,
乙烯裂解炉炉管的焊接指导.doc
上海格群信息科技有限公司乙烯裂解炉辐射段炉管的焊接前言中原石化总厂十万吨裂解炉,辐射段炉管所用材料为(Cr35Ni45+微合金),辐射段出口材料为20Cr32NiNb。Cr35Ni45的合金系统较之以前的Cr25Ni35有了较大的发展,增加了Cr、Ni元素含量,相应提高了耐高温性能。炉管采用离心浇铸的方法生产,其原始铸态表面为均匀分布有颗粒状凸起的“珍珠”表面,这种表面不仅有利于热交换,而且对抗氧化和抗燃气腐蚀有利。管子的内表面有很薄一层疏松组织,炉管的基体组织相当致密,主要由沿半径方向分布的柱状晶组成,