
一种向转炉高位料仓上料的自动控制系统和控制方法.pdf

努力****甲寅

1/10
2/10
3/10

4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共14页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种向转炉高位料仓上料的自动控制系统和控制方法.pdf
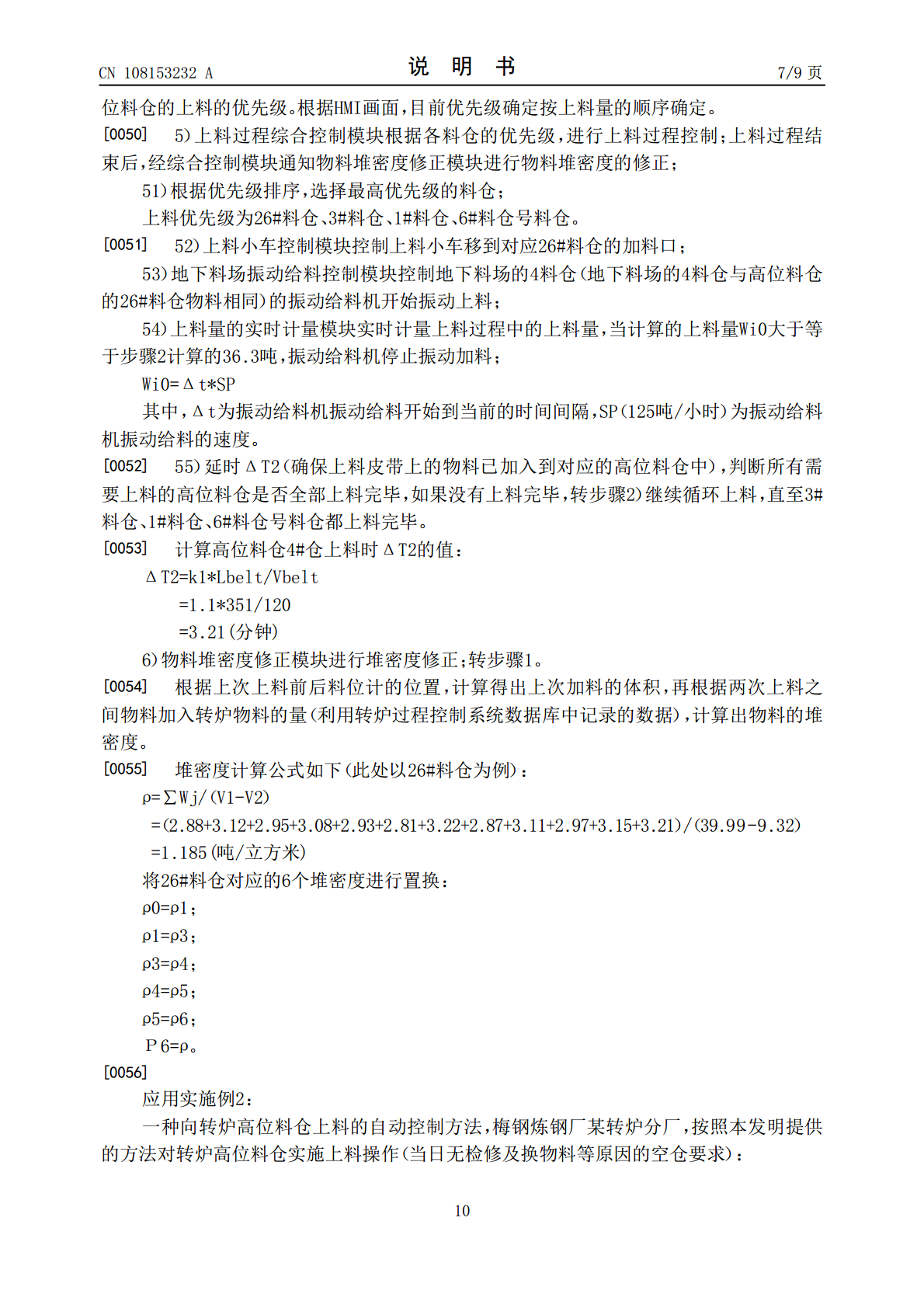
本发明涉及一种向转炉高位料仓上料的自动控制系统,其特征在于,所述控制系统包括综合控制模块;上料时钟控制模块、高位料仓上料量计算模块、上料优先级确定模块、物料堆密度修正模块、上料小车控制模块、地下料场振动给料控制模块、上料量的实时计量模块、上料过程综合控制模块,所述综合控制模块分别连接上料时钟控制模块、高位料仓上料量计算模块、上料优先级确定模块、物料堆密度修正模块以及上料过程综合控制模块,所述上料过程综合控制模块同时连接上料小车控制模块、地下料场振动给料控制模块、上料量的实时计量模块。
CN2016111057182一种向转炉高位料仓上料的自动控制系统和控制方法.pdf
(19)中华人民共和国国家知识产权局(12)发明专利申请(10)申请公布号CN108153232A(43)申请公布日2018.06.12(21)申请号201611105718.2(22)申请日2016.12.05(71)申请人南京梅山冶金发展有限公司地址210039江苏省南京市雨花台区中华门外新建申请人上海梅山钢铁股份有限公司(72)发明人江书文王绪国(74)专利代理机构南京众联专利代理有限公司32206代理人杜静静(51)Int.Cl.G05B19/18(2006.01)B65G65/32(2006.0

首钢股份转炉高位料仓无人上料系统研究与应用.docx
首钢股份转炉高位料仓无人上料系统研究与应用首钢股份转炉高位料仓无人上料系统研究与应用摘要:本文以首钢股份为研究对象,围绕转炉高位料仓无人上料系统的研究与应用展开论述。文章首先介绍了转炉高位料仓的作用和现状,然后详细讨论了无人上料系统的构造和工作原理。接着,本文对该系统的研究与应用进行了分析与讨论。最后,本文总结了该系统的优势和存在的问题,并提出了后续研究的方向和建议。关键词:首钢股份、转炉高位料仓、无人上料系统、研究与应用一、引言转炉高位料仓是钢铁冶炼过程中的重要环节,其作用是存储熔融金属料,保持转炉冶炼

用于转炉的上料装置、转炉和上料方法.pdf
本发明公开了一种用于转炉的上料装置和具有该上料装置的转炉,还公开了一种上料方法。所述用于转炉的上料装置包括:烟尘罩,烟尘罩内具有用于容纳转炉的空间,烟尘罩上设有与空间连通的开口;门体,门体在打开开口的打开位置与关闭开口的关闭位置之间可移动地设在烟尘罩上;行走轨道,行走轨道倾斜地设置,行走轨道的一部分穿过开口且伸入空间内,行走轨道的一部分位于行走轨道的其余部分上方;运输车,运输车可移动地设在行走轨道上;驱动件,驱动件与运输车相连;和控制器,控制器具有位移编码单元,位移编码单元与驱动件相连,控制器与门体相连。
炼钢高位料仓料位处理方法.pdf
本发明涉及一种炼钢高位料仓料位处理方法,所述处理方法包括以下步骤:1)料仓的容积计算,2)虚拟密度计算,3)料仓物料重量计算,4)料仓料位报警设定,5)料位报警输出,6)料位信息显示,7)上料优先计算。该方法通过对转炉高位料仓的物料的料位进行计算处理,实时掌握当前料仓的物料,为自动化上料提供数据,减少操作人员对料仓料位判断误差,提高上料的准确性,避免上料不足或上料过多造成堆料,提升劳动效率。