
一种过共析钢连铸坯的轧制方法.pdf

新槐****公主

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种过共析钢连铸坯的轧制方法.pdf
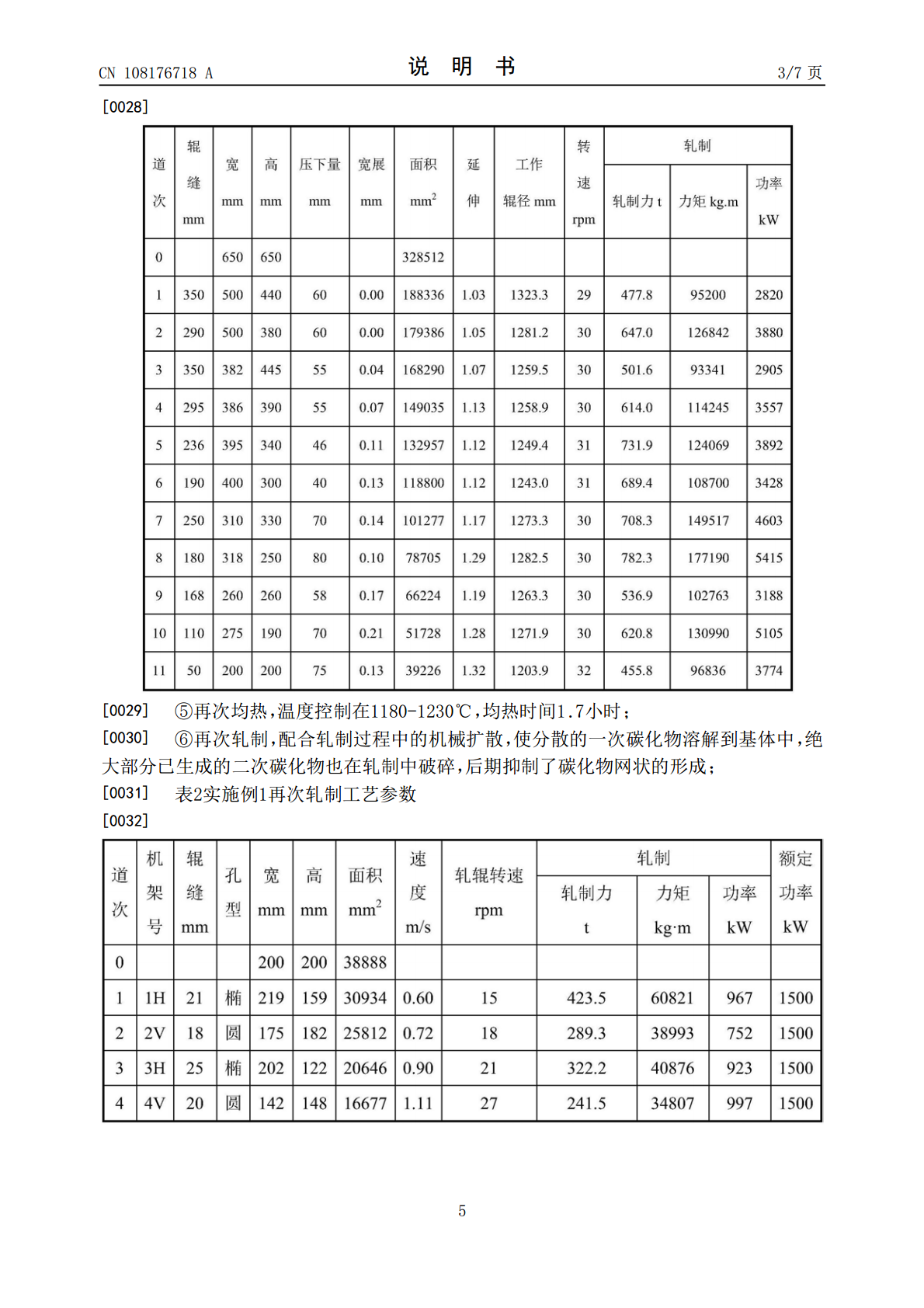
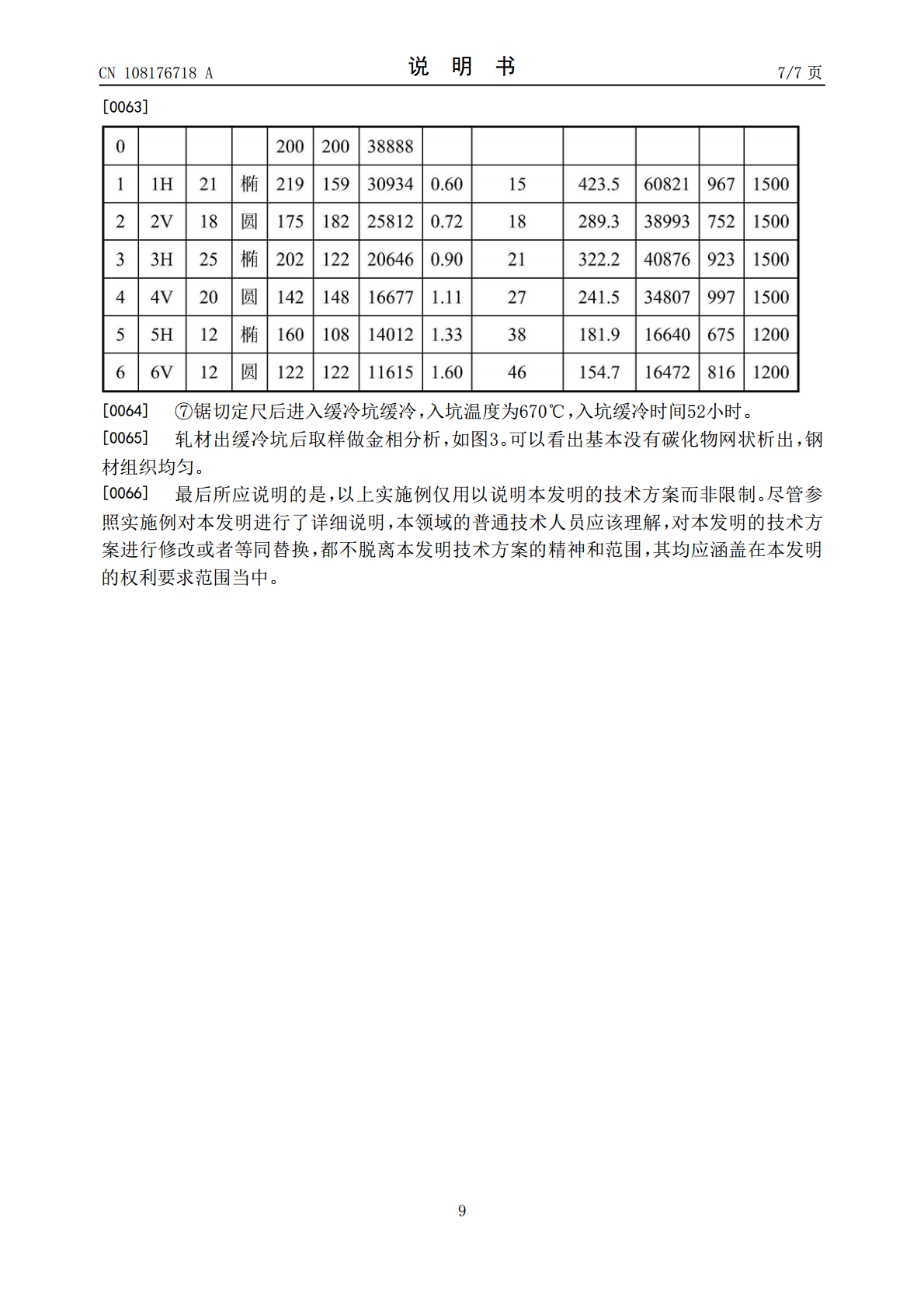
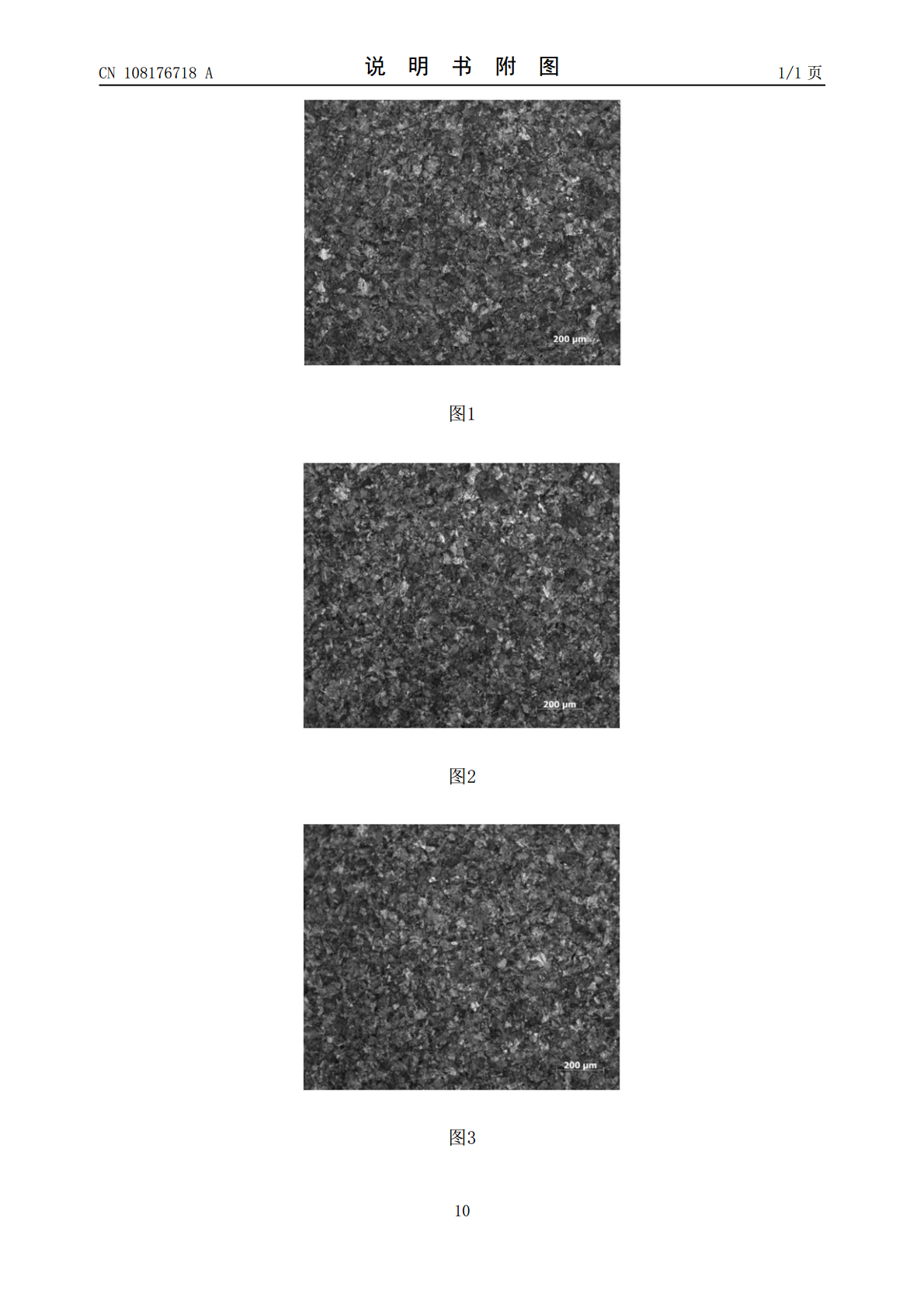
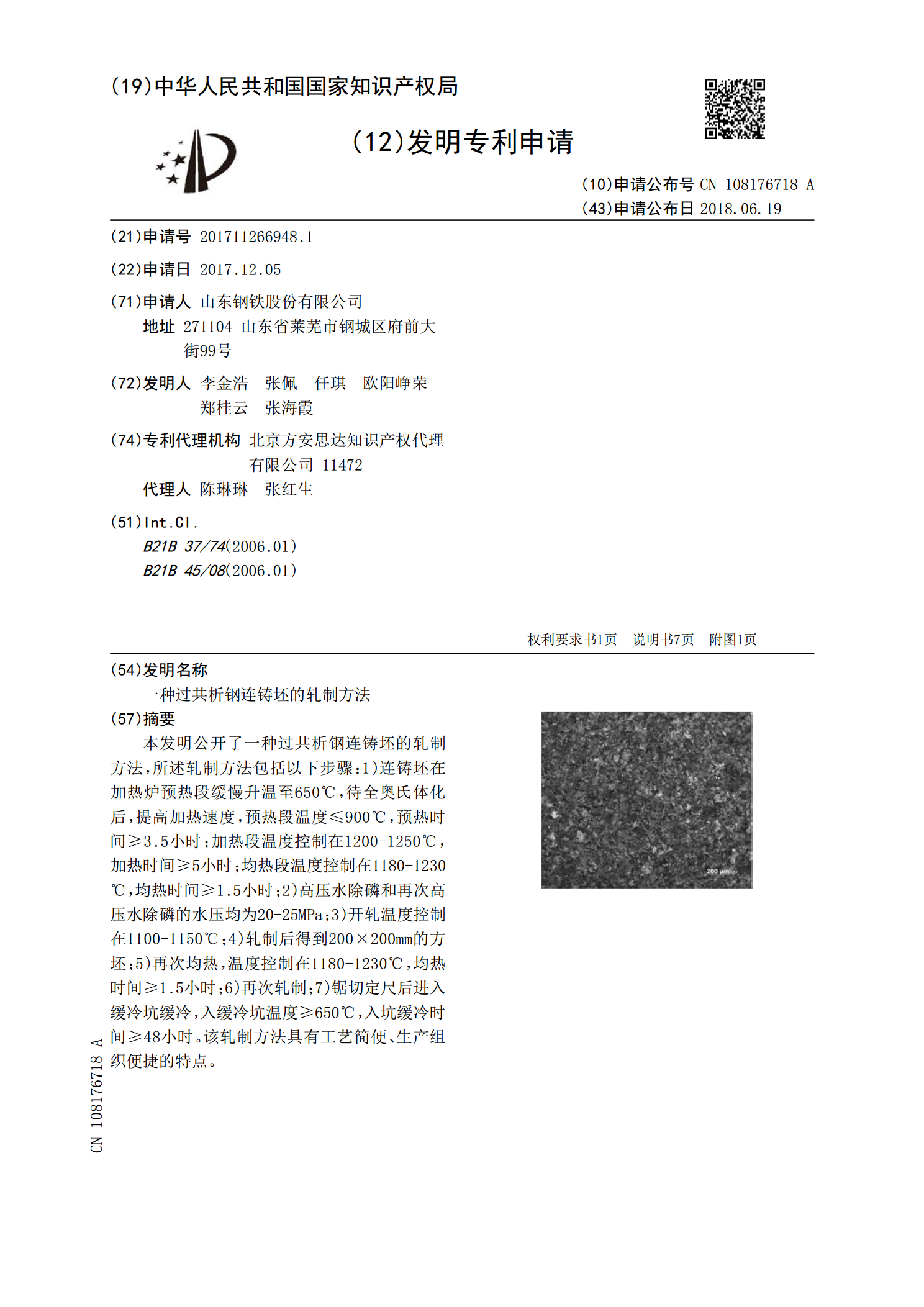
本发明公开了一种过共析钢连铸坯的轧制方法,所述轧制方法包括以下步骤:1)连铸坯在加热炉预热段缓慢升温至650℃,待全奥氏体化后,提高加热速度,预热段温度≤900℃,预热时间≥3.5小时;加热段温度控制在1200‑1250℃,加热时间≥5小时;均热段温度控制在1180‑1230℃,均热时间≥1.5小时;2)高压水除磷和再次高压水除磷的水压均为20‑25MPa;3)开轧温度控制在1100‑1150℃;4)轧制后得到200×200mm的方坯;5)再次均热,温度控制在1180‑1230℃,均热时间≥1.5小时;6
一种连铸坯轧制系统.pdf
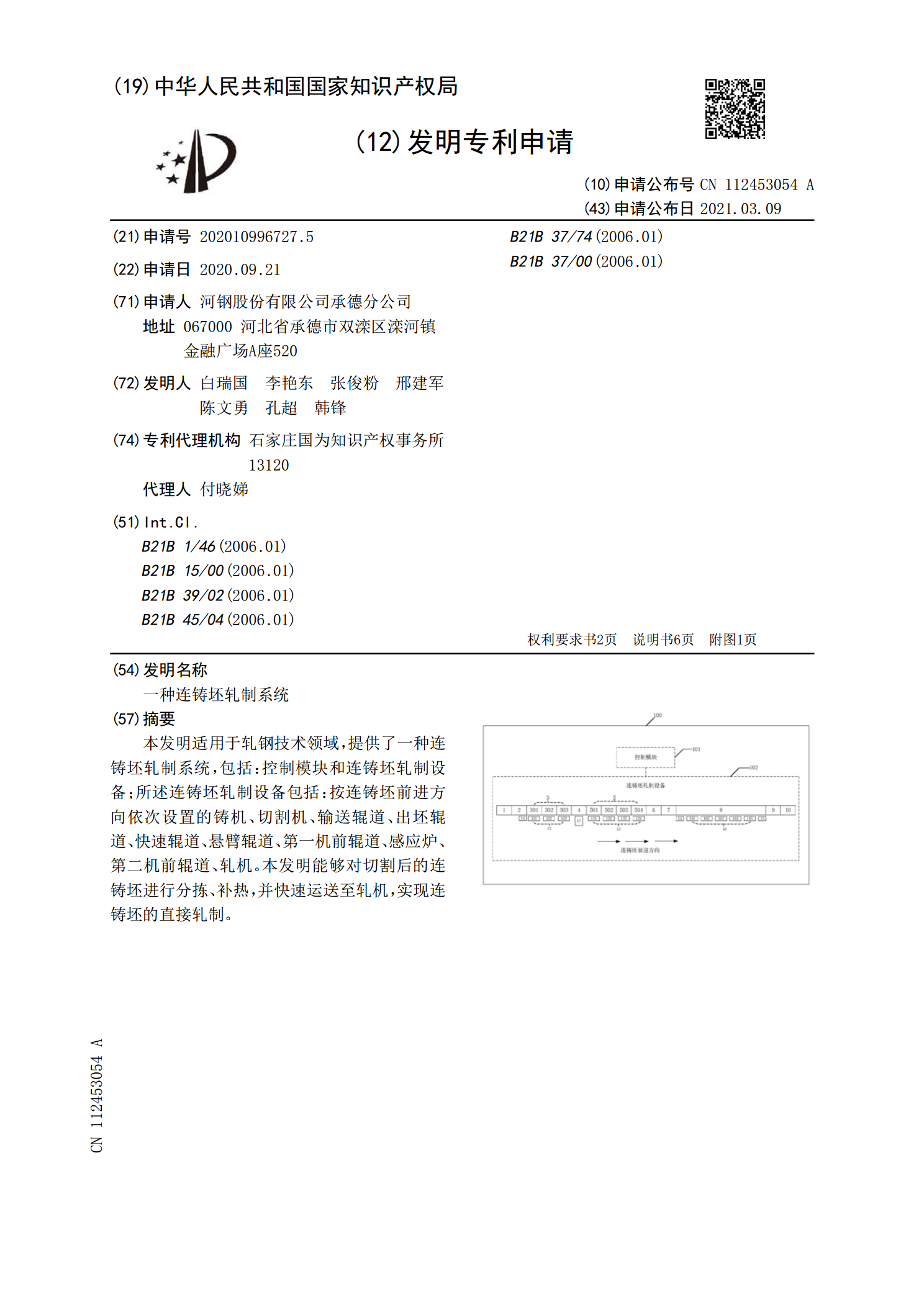
本发明适用于轧钢技术领域,提供了一种连铸坯轧制系统,包括:控制模块和连铸坯轧制设备;所述连铸坯轧制设备包括:按连铸坯前进方向依次设置的铸机、切割机、输送辊道、出坯辊道、快速辊道、悬臂辊道、第一机前辊道、感应炉、第二机前辊道、轧机。本发明能够对切割后的连铸坯进行分拣、补热,并快速运送至轧机,实现连铸坯的直接轧制。
一种连铸坯轧制导卫装置.pdf
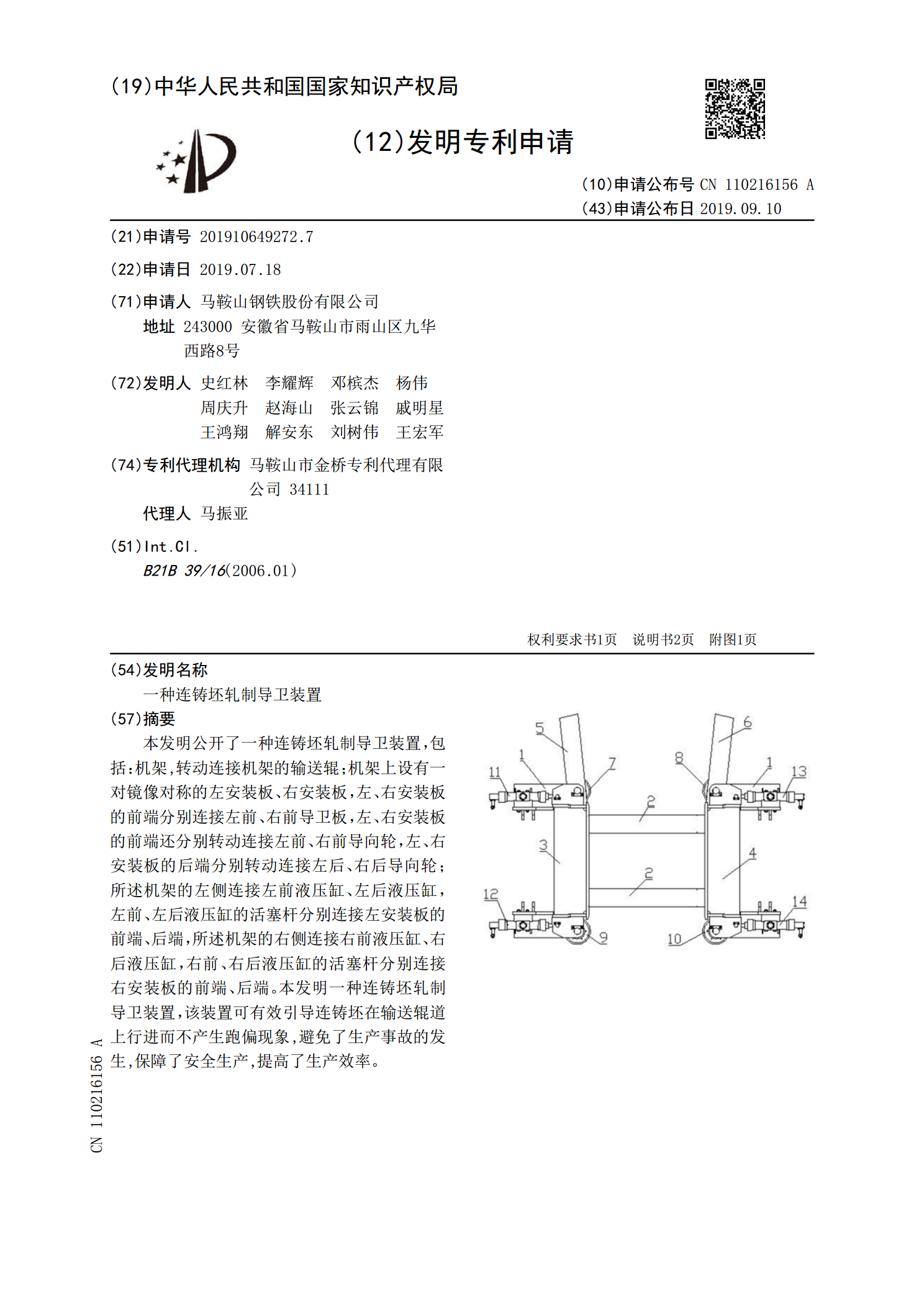
本发明公开了一种连铸坯轧制导卫装置,包括:机架,转动连接机架的输送辊;机架上设有一对镜像对称的左安装板、右安装板,左、右安装板的前端分别连接左前、右前导卫板,左、右安装板的前端还分别转动连接左前、右前导向轮,左、右安装板的后端分别转动连接左后、右后导向轮;所述机架的左侧连接左前液压缸、左后液压缸,左前、左后液压缸的活塞杆分别连接左安装板的前端、后端,所述机架的右侧连接右前液压缸、右后液压缸,右前、右后液压缸的活塞杆分别连接右安装板的前端、后端。本发明一种连铸坯轧制导卫装置,该装置可有效引导连铸坯在输送辊道

连铸坯热装与直接轧制.ppt
连铸连轧新技术主要内容一.钢坯断面规格及产量的匹配衔接为实现连铸与轧制过程的连续化生产,应使连铸机生产能力略大于炼钢能力,而轧钢能力又要略大于连铸能力(例如约大10%),才能保证产量的匹配关系。二.连铸与轧制衔接模式2.1热装技术与直接轧制技术的优点2.2连铸坯热装与直接轧制的前提条件2.3热装与直接轧制的关键技术三.铸坯温度保证技术谢谢!
一种过共析钢连铸方坯等轴晶率的测定方法.pdf
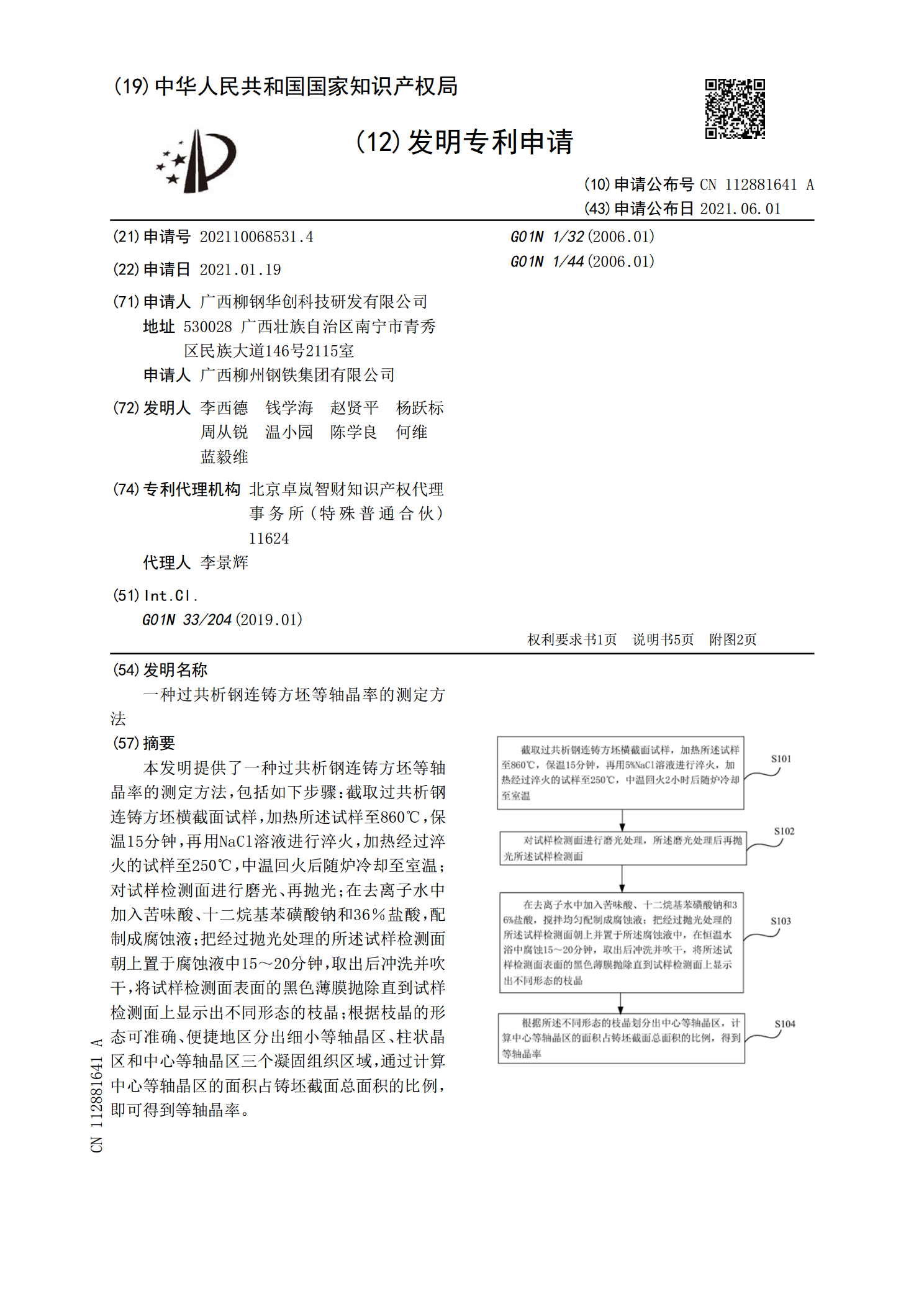
本发明提供了一种过共析钢连铸方坯等轴晶率的测定方法,包括如下步骤:截取过共析钢连铸方坯横截面试样,加热所述试样至860℃,保温15分钟,再用NaCl溶液进行淬火,加热经过淬火的试样至250℃,中温回火后随炉冷却至室温;对试样检测面进行磨光、再抛光;在去离子水中加入苦味酸、十二烷基苯磺酸钠和36%盐酸,配制成腐蚀液;把经过抛光处理的所述试样检测面朝上置于腐蚀液中15~20分钟,取出后冲洗并吹干,将试样检测面表面的黑色薄膜抛除直到试样检测面上显示出不同形态的枝晶;根据枝晶的形态可准确、便捷地区分出细小等轴晶区