
一种汽车车身用6022铝合金板材的制备方法.pdf

猫巷****傲柏


1/10
2/10
3/10
4/10
5/10
6/10

7/10

8/10

9/10

10/10
亲,该文档总共21页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种汽车车身用6022铝合金板材的制备方法.pdf
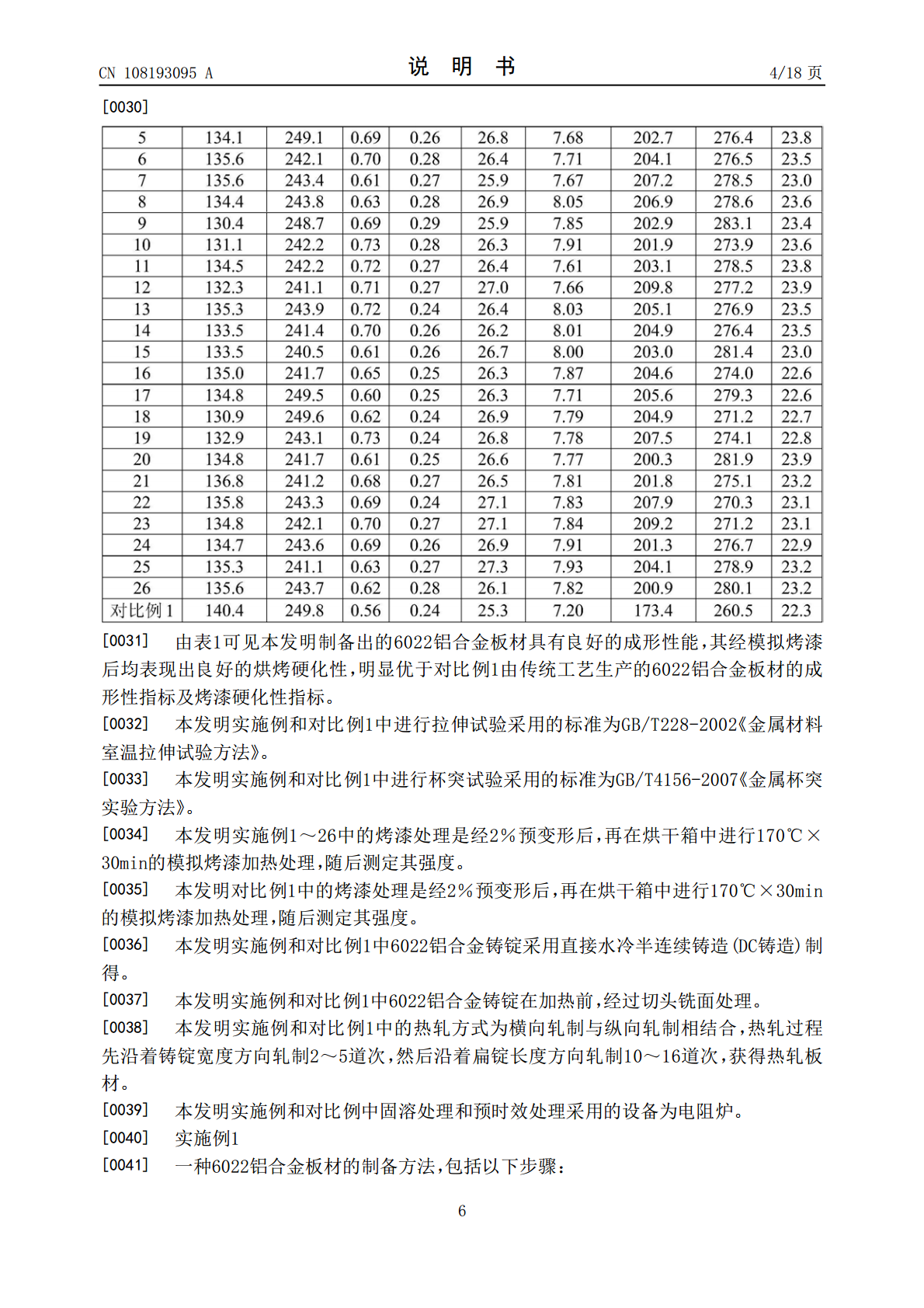
一种汽车车身用6022铝合金板材的制备方法,包括以下步骤:(1)制备6022铝合金铸锭;(2)加热至450~500℃保温2~4h后热轧;(3)加热至460~550℃保温2~6h后,随炉冷却;(4)冷轧制得冷轧板;(5)进行固溶处理;(6)室温放置5~20min;(7)预时效处理;(8)室温放置4周以上。本发明的方法能够显著缩短6022铝合金板材的生产流程、节约能源、大幅度降低生产成本并且可以同时提高合金板材的冲压成形性和烘烤硬化性。
一种6022铝合金板材的制备方法.pdf
一种6022铝合金板材的制备方法,包括以下步骤:制备6022铝合金铸锭;将其加热至400~480℃,保温后热轧得热轧板;将热轧板加热至420~440℃,保温后炉冷至室温,冷轧得冷轧板;再经固溶处理、室温放置、预时效处理,以及再次室温放置,即为T4P态,制得6022铝合金板材。该方法减少了铸锭常规高温均匀化处理,缩短工艺流程,节约能源,提高生产效率,大幅度降低成本;并可在现有铝合金生产线上实施,不必增加设备及工艺投资,操作简单方便;制得6022铝合金板材中的过剩结晶相粒子尺寸细小、弥散分布,利于提高6022
一种汽车车身用6181铝合金板材的制备方法.pdf
一种汽车车身用6181铝合金板材的制备方法,包括以下步骤:(1)采用半连续铸造方法制备6181铝合金铸锭;(2)铸锭直接加热至450~500℃保温2~4h,热轧获得热轧板;(3)加热至480~550℃,保温2~6h,随炉冷却;(4)进行冷轧制得冷轧板;(5)进行固溶处理;(6)室温放置5~20min;(7)预时效处理;(8)室温放置4周以上。本发明的方法不仅能够缩短6181铝合金车身板的生产流程、节约能源、大幅度6181铝合金车身板的降低生产成本,并且可以显著提高合金板材的冲压成形性和烤漆硬化性。

一种汽车车身用6016铝合金板材的制备方法.pdf
一种汽车车身用6016铝合金板材的制备方法,包括以下步骤:(1)制备6016铝合金铸锭;(2)将6016铝合金铸锭加热至440~490℃保温热轧,制得热轧板;(3)将热轧板在470~550℃,保温2~6h后,炉冷至室温;(4)进行冷轧制得冷轧板;(5)进行固溶处理;(6)室温放置5~30min;(7)进行预时效处理;(8)对预时效处理后轧板室温放置4周以上。本发明的方法能够显著缩短6016铝合金车身板的生产流程、节约能源、大幅度降低生产成本并且可以同时提高合金板材的冲压成形性和烘烤硬化性。
一种汽车车身用6009铝合金板材的制备方法.pdf
一种汽车车身用6009铝合金板材的制备方法,包括以下步骤:(1)制备6009铝合金铸锭;(2)将6009铝合金铸锭加热至200~400℃,保温2~6h;随后升温至460~500℃,保温2~4h后出炉热轧;(3)加热至480~550℃,保温2~6h随炉冷却;(4)冷轧制得冷轧板;(5)固溶处理;(6)室温放置5~30min;(7)预时效处理;(8)对预时效处理后轧板,进行室温放置4周以上,制得汽车车身用6009铝合金板材。本发明的方法能够显著缩短6009铝合金车身板的生产流程、节约能源、大幅度降低生产成本并